 机械加工余量实用标准
机械加工余量实用标准

《机械加工余量实用标准》由会员分享,可在线阅读,更多相关《机械加工余量实用标准(18页珍藏版)》请在装配图网上搜索。
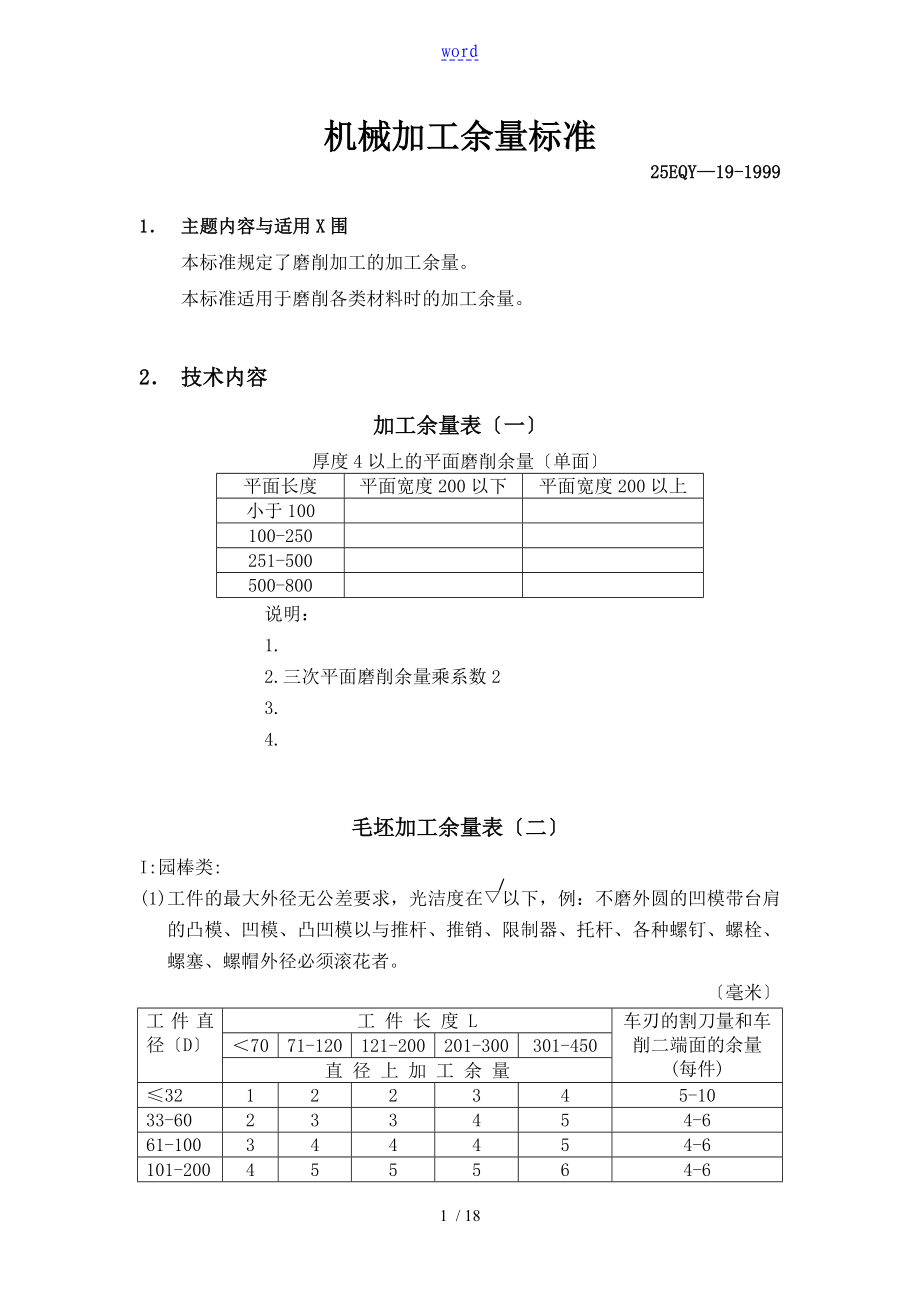
1、word机械加工余量标准25EQY19-19991 主题内容与适用X围本标准规定了磨削加工的加工余量。本标准适用于磨削各类材料时的加工余量。2 技术内容加工余量表一厚度4以上的平面磨削余量单面平面长度平面宽度200以下平面宽度200以上小于100100-250251-500500-800说明:1.2. 三次平面磨削余量乘系数23.4.毛坯加工余量表二I:园棒类:(1)工件的最大外径无公差要求,光洁度在以下,例:不磨外圆的凹模带台肩的凸模、凹模、凸凹模以与推杆、推销、限制器、托杆、各种螺钉、螺栓、螺塞、螺帽外径必须滚花者。毫米工件直径D工 件 长 度 L车刃的割刀量和车削二端面的余量(每件)70
2、71-120121-200201-300301-450直 径 上 加 工 余 量32122345-1033-60233454-661-100344454-6101-200455564-6当D36时并不适应于调头夹加工,在加工单个工件时,应在L上加夹头量10-15。(2)工件的最大外径有公差配合要求,光洁度在以上,例如:外圆须磨加工的凹模,挡料销、肩台须磨加工的凸模或凸凹模等。 毫米工件直径D工 件 长 度 L车刃的割刀量和车削二端面的余量(每件)5051-8081-150151-250251-420直 径 上 加 工 余 量15334455-1016-32344565-1033-6044566
3、5-861-100555675-8101-200666775-8当D36时,不适合调头加工,在加工单个零件时,应加夹头量10-15。毛坯加工余量表三:圆形锻件类不需锻件图(1)不淬火钢外表粗糙度在 以下无公差配合要求者,例如:固定板、退料板等。毫米工件直径D工 件 长 度 L1011-2021-4546-100101-250直径上加工余量 长度方向上余量150-2005 55 5 5 55 65 7201-3005 65 65 65 76 8301-4005 75 75 76 88 9401-5007 85 86 87 99 10501-6007 86 86 87 1010 11 注:表中的加
4、工余量为最小余量,其最大余量不得超过厂规定标准。毛坯加工余量表四:矩形锻件类:表内的加工余量为最小余量,其最大余量不得超过厂规定标准。工件直径D工 件 长 度 L100101-250251-320321-450451-600601-800长度上加工余量2e5667810工件截面上加工余量2a=2b1044556611-2544556626-5045567751-100556777101-200557788201-300677889301-450778899451-60088991010平面、端面磨削加工余量表五一、平面 平面每面磨量宽度厚度工件长度L100101-250251-400404-6
5、302001819-3031-50502001819-3031-5050二、端面 端面每面磨量D工 件 长 度 L1819-5051-120121-260261-5005001819-5051-120121-260261-500500注:本表适用于淬火零件,不淬火零件应适当减少20-40%粗加工的外表粗糙度不应低于如需磨两次的零件,其磨量应适当增加10-20%环形工件磨削加工余量表六工件直径mm35、45、50号钢T8、T10A钢Cr12MoV合金钢外元留量内孔留量外元留量内孔留量外元留量内孔留量6-1011-2021-3031-5051-8081-120121-180181-260注:50以
6、下,壁厚10以上者,或长度为100-300者,用上限50-100,壁厚20以下者,或长度为200-500者,用上限100以上者,壁厚30以下者,或长度为300-600者,用上限加工粗糙度不低于6以下小孔研磨量表(七)材料直径上留研磨量(毫米)钢45T10ACr12MoV注: 本表只适用于淬火件应按孔的最小极限尺寸来留研磨量淬火前小孔需占铰粗糙度以上当长度e小于15毫米时,表内数值应加大20-30%导柱衬套磨削加工余量表八衬套内径与导柱外径衬 套导 柱外元留量内元留量外元留量25-3240-5060-80100-120镗孔加工余量表九加工孔的直径(mm)材 料轻合金巴氏合金青铜与铸铁钢件细镗前加
7、工精度为4级加 工性 质粗加工精加工粗加工精加工粗加工精加工粗加工精加工直 径 余 量(mm)3031-5051-8081-120121-180181-260261-360附注:当一次镗削时,加工余量应该是粗加工余量加工精加工余量。表7-1模具常用加工方法的加工余量、加工精度、外表粗糙度制造方法本道工序经济加工余量单面/mm经济加工精度外表粗糙度Ra/m刨削半精刨IT1012精刨IT89划线铣13铣削靠模铣13粗铣IT1011精铣IT79仿形雕刻13车削靠模车0.61成形车0.61粗车1IT1112半精车IT810精车IT67精细车、金刚车IT56钻IT1114扩粗扩12IT12细扩IT910
8、铰粗铰IT9精铰IT78细铰IT67锪无导向锪IT1112有导向锪IT911镗削粗镗1IT1112半精镗IT810高速镗IT8精镗IT67精细镗、金刚镗IT6磨削粗磨IT78半精磨IT7精磨IT67细磨、超精磨IT56仿形磨成形磨坐标镗珩磨IT6钳工划线钳工研磨IT56钳工抛光粗抛细抛、镜面抛电火花成形加工电火花线切割电解成形加工电解抛光电解磨削IT67照相腐蚀超声抛光磨料流动抛光冷挤压IT78注:经济加工余量是指本道工序的比拟合理、经济的加工余量。本道工序加工余量要视加工根本尺寸、工件材料、热处理状况、前道工序的加工结果等具体情况而定。1.加工总余量确实定 1加工总余量和工序余量 加工总余量
9、毛坯余量毛坯尺寸与零件图设计尺寸之差。 工序余量相邻两工序的工序尺寸之差。 某个外表加工余量Z为该外表各加工工序的工序余量Zi之和,即 式中n该外表的加工工序数。 2影响加工余量的因素 1加工外表上的外表粗糙度和外表缺陷层深度。 2加工前或上工序的尺寸公差。 3加工前或上工序各外表相互位置的空间偏差。 4本工序加工时的装夹误差。 3查表法确定机械加工余量,总余量和半精加工、精加工工序余量可参考有关标准或工艺手册查得,并应结合实际情况加以修正。粗加工工序余量减去半精加工和精加工工序余量而得到。 2. 工序尺寸与公差计算 对于各种工序的定位基准与设计基准重合时的外表的屡次加工如外圆和内孔的加工,工
10、序尺寸可由后续加工的工序尺寸加工上对被包容面或减去对包容面公称工序余量而求得;工序尺寸公差按所用加工方法的经济精度选定。 图4-2 表示外圆加工时加工余量、工序尺寸与其公差的分布,图中Z1、Z2、Z3为粗加工、半精加工、精加工的公称余量;To为毛坯公差。T1 、T2、T3为粗加工、半精加工、精加工的工序尺寸公差。当各工序的公称余量和公差确定后,卡按下面顺序计算每一工序的工序尺寸; 终加工精加工工序尺寸A3,公差T3由零件图规定。 半精加工的工序尺寸A2=A3+ Z3,公差为T2. 粗加工的工序尺寸A1= A2+ Z2,公差为T1。 毛坯尺寸Ao= A1+Z2。公差为To。 工序尺寸的公差一般应
11、按“入体原如此标注,而在毛坯的根本尺寸上一般都注以双向偏差。 当基准不重合时,或零件在加工过程中需要屡次转换工序基准,或工序尺寸尚需在继续加工的外表上标注时,有关工序的工序尺寸与其公差,如此需通过尺寸链的分析,计算得到。 3. 机床与工艺装备的选择 1机床的选择 1机床的加工尺寸X围应与工件的外廓尺寸相适应。 2) 机床的工作精度应与工序要求的精度想适应。 3机床的生产率应与工件的生产类型相适应。 4机床的选择应考虑工厂的现有设备条件。如果工件尺寸太大,精度要求过高,没有相应设备可供选择时,就需改装设备或设计专用机床。 2工艺装备的选择 1夹具的选择,在单件小批生产中,应尽量选用通用夹具或组合
12、夹具,在大批大量生产中,应根据工序要求设计专用高效夹具。 2刀具的选择,主要取决于工序所采用的加工方法,加工外表的尺寸,工件材料,所要求的加工精度和外表粗糙度、生产率与经济性等,一般应尽量选用标准刀具。 3量具的选择,主要根据生产类型和要求检验的精度。在单件小批生产中,应尽量采用通用量具量仪,在大批大量生产中,应采用各种极限量规或高生产率的检查量仪。 4.时间定额与缩减单件时间的措施 1时间定额与其组成,时间定额是在一定的生产条件下,规定生产一件产品或完成一道工序所消耗的时间,用td表示。根据时间定额可以安排作业计划。进展本钱核算。确定设备设备数量和人员编制,规划生产面积。因此,时间定额是工艺
13、规程中的重要组成局部。时间定额主要利用经过实践而积累的统计资料与进展局部计算来确定。时间定额由以下局部组成: 1根本时间定额tj 直接改变生产对象的形状、尺寸、相对位置、外表状态或材料性能等工艺过程所消耗的时间。根本时间定额通常可用计算的方法求出,具体计算公式详见各加工方法章节。 2辅助时间定额tf 为实现工艺过程所必须进展的各种辅助动作所消耗的时间。辅助时间定额可根据统计资料来确定,也可以按根本时间的百分数来估算。 根本时间定额与辅助时间定额的总和称为作业时间定额。 3布置工作地时间定额tb 为使加工正常进展,工人照管工作地如更换刀具、润滑机床、清理切屑、收拾工具等所消耗的时间。布置工作地时
14、间定额一般按作业时间的百分数计算。 4休息与生理需要时间定额tx 工人在工作班内为恢复体力和满足生理上的需要所消耗的时间。休息与生理需要时间一般也按作业时间的百分数估算。 5准备与终结时间定额tz 工人为生产一批数量为N的产品或零、部件,进展准备和完毕工作所消耗的时间。 成批生产时的时间定额: td=tj+tf+tb+tx+ tz:/N 大量生产时的时间定额: td=tj+tf+tb+tx 2缩减单件时间的措施 1缩减根本时间tj的措施,提高切削用量,减少加工余量,缩短刀具的工作行程,采用多刀多刃和多轴机床加工,或采用其他新工艺,新技术。 2缩减辅助时间tf的措施,尽量使辅助动作实现机械或自动化,如采用先进夹具,提高机床的自动化程度;使辅助时间与根本时间局部地域或全部地重叠起来,如采用多位夹具或多位工作台,采用主动测量或数字显示自动测量装置。 3缩减布置工作地时间tb的措施,采用耐用度较高的刀具或砂轮,采用各种快换刀夹、刀具微调装置,专用对刀样板和样件以与自动换刀装置。 4缩减准备与终结时间的措施,采用成组工艺生产组织形式,使夹具和刀具的调整通用化,采用准备终结时间较短的先进设备与工艺装备。18 / 18
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 中移动绩效管理系统1课件
- 第五节维生素D缺乏性佝偻病ppt课件
- 登革热主题班会ppt课件
- 新生儿持续肺动脉高压诊治进展课件
- 新湘少版三年级英语上册Unit2goodmorning课件
- 新生儿呼吸窘迫综合症(Neonatal-Respiratory-Distress-Syndrome)课件
- 中移动滚动规划中关于流量经营的考虑课件
- 电气排故高级证ppt课件
- 新浙教版-九年级科学上-第一章复习课件
- 把握新高考的难得机遇做一位成功的高考考生ppt课件
- 新生儿缺氧缺血性脑病课件
- 中科院讲义-分布式操作系统-Peterson和Dekker算法证明教学课件
- 新生儿巨细胞病毒感染课件
- 大学生恋爱观及恋爱问题的应对策略ppt课件
- 新生儿惊厥ppt课件
