 PFEMA-中文格式
PFEMA-中文格式

《PFEMA-中文格式》由会员分享,可在线阅读,更多相关《PFEMA-中文格式(8页珍藏版)》请在装配图网上搜索。
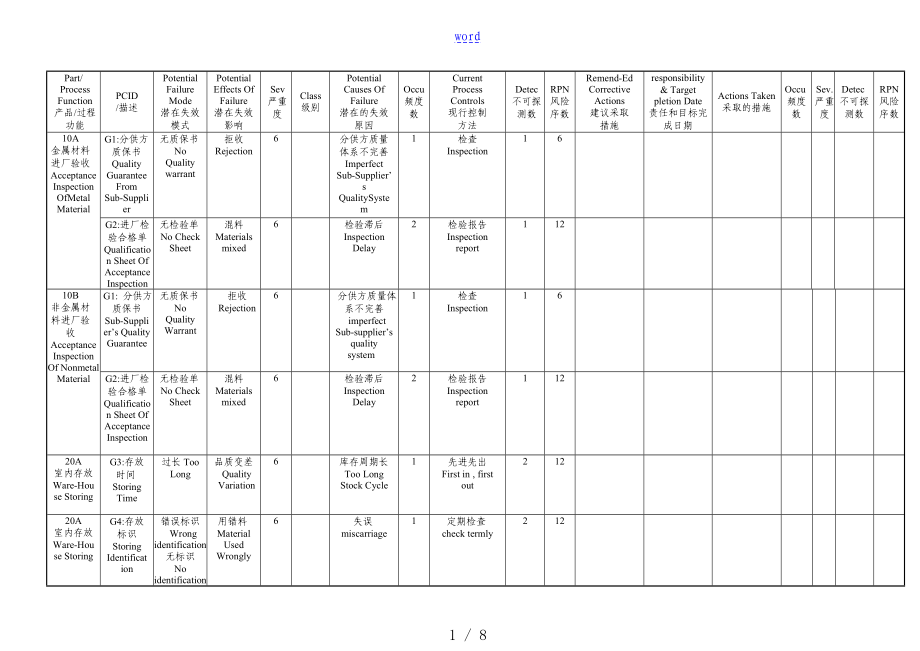
1、wordPart/Process Function产品/过程功能PCID/描述Potential FailureMode潜在失效模式Potential Effects Of Failure潜在失效影响Sev严重度Class级别Potential Causes Of Failure潜在的失效原因Occu频度数CurrentProcessControls现行控制方法Detec不可探测数RPN风险序数Remend-Ed Corrective Actions建议采取措施responsibility & Target pletion Date责任和目标完成日期Actions Taken采取的措施Occu
2、频度数Sev.严重度Detec不可探测数RPN风险序数10A金属材料进厂验收Acceptance Inspection OfMetal MaterialG1:分供方质保书Quality Guarantee From Sub-Supplier无质保书No Quality warrant拒收Rejection6分供方质量体系不完善Imperfect Sub-Suppliers QualitySystem1检查Inspection16G2:进厂检验合格单Qualification Sheet Of Acceptance Inspection无检验单No Check Sheet混料Materials
3、mixed6检验滞后Inspection Delay2检验报告Inspection report11210B非金属材料进厂验收Acceptance Inspection Of Nonmetal MaterialG1: 分供方质保书Sub-Suppliers Quality Guarantee无质保书No Quality Warrant拒收Rejection6分供方质量体系不完善imperfect Sub-suppliersquality system1检查Inspection16G2:进厂检验合格单Qualification Sheet Of Acceptance Inspection无检验单
4、No Check Sheet混料Materials mixed6检验滞后Inspection Delay2检验报告Inspection report11220A室内存放Ware-House StoringG3:存放时间Storing Time过长Too Long品质变差Quality Variation6库存周期长Too LongStock Cycle1先进先出First in , first out21220A室内存放Ware-House StoringG4:存放标识Storing Identification错误标识Wrong identification无标识No identificat
5、ion用错料Material Used Wrongly6失误miscarriage1定期检查check termly21220B室外存放Outdoor StoringG3:存放时间Storing Time过长Too Long品质变差Quality Variation6库存周期长Too Long Stock Cycle2先进先出First in , first out224G4:存放标识Storing Identification错误标识Wrong identification无标识No identification用错料Material Wrongly Used6失误miscarriage1定
6、期检查check termly21230A配型砂prepara-tion Of Molding SandP1:湿压强度Green pressive Strength过低Too Low型废多Too Many Scrap Moulds5粘土量低Low Clay Content21次/小时测定Determining Once/h SPC110P2:紧实率pactability过高Too High铸件气孔Casting Blow-Hole4*水份含量低Low Moisture Content21次/小时测定Determining Once/h SPC18过低Too Low铸件砂眼Casting San
7、d Hole5*水份含量高High Moisture Content21次/小时测定Determining Once/h SPC110P3:透气性Permeability过低Too Low铸件气孔Casting Blow-Hole5有效煤粉含量高High Effective Coal Dust Content21次/班测定Determining Once/shift330粘土量过高TooHigh Clay Content21次/班测定Determining Once /shift33030B配芯砂Preparation of Core SandP6:常温抗拉强度Normal Temperatu
8、re Tensile Strength过低Too Low断芯裂纹Core Rupture or Crack4*过烧Over Burnt21次/2小时检测Inspection Once/2h324覆膜不均匀Resin-Coated Inhomogenously21次/2小时检测Inspection Once/2h324P7:熔点Fusion Point过高Too High结壳过薄Too Thin Shell7乌洛托品超量Too Much Urotropine11次/2小时检测Inspection Once/2h321过低Too Low脱壳Shell Peeling Off6乌洛托品不足Short
9、age of Urotropine11次/2小时检测Inspection Once/2h31830C化料MeltingR1:含碳量C%过低Too low缩松porosity8*炉料定量不准Inexact Furnace Charges Ration1炉前成分分析Pretreatment Chemical position Analysis21630C化料MeltingR1:含碳量C%过高Too high强度偏低8*炉料定量不准Inexact Furnace Charges Ration1炉前成分分析Pretreatment Chemical position Analysis216R2:含硅量
10、Si%过低Too low铸件白口8*炉料定量不准Inexact Furnace Charges Ration1炉前成分分析Pretreatment Chemical position Analysis216过高Too High铁素体量高too much Ferrite8*炉料定量不准Inexact Furnace Charges Ration1炉前成分分析Pretreatment Chemical position Analysis216R3:含锰量Mn%过低Too Low珠光体量低too much pearlite8*炉料定量不准Inexact Furnace Charges Ration1
11、炉前成分分析Pretreatment Chemical position Analysis216R6:含铬量Cr%过低Too Low珠光体量低too much pearlite8*炉料定量不准Inexact Furnace Charges Ration1炉前成分分析Pretreatment Chemical position Analysis216R8:取样品质Quality Of Samples白口化不足Insufficient White Fracture成分测量不准Inaccurate Chemical positionAnalysis7光谱样激冷不足Insufficient Chill
12、ing Of Spectographic Specimen3水冷Water Cooling1217碳片质量差 Poor Quality Of Carbon Flake3清洁激冷铁板Cleaning Refrigeration Iron Board12135C炉前处理pre-treatmentC1:出炉温度Tapping Temperature过高Too High孕育不良Poor Inoculation6未按时测温temperature measurement not on schedule2每半小时测温Once / 30 Minutes224过低Too Low铸件冷隔或浇不足Coldshut
13、or Misrun7未按时测温temperature measurement not on schedule2每半小时测温Once / 30 Minutes228C2:孕育剂量Inoculant Quantity过多Too High终硅超量Last Silicon Content Too Much4台秤失准Inaccurate Bench Scales2称量weigh216过少Too Low白口组织White fracture4台秤失准Inaccurate Bench Scales2称量weigh21640A造型MoldingZ1:铸造日期标识Casting Identification标识错
14、误indistinct or wrong identification铸件报废casting be scrapped8操作失误miscarriage operation2首检Initial Inspection116Z2:模板加热温度Heating Of Pattern Plate过低Too Low起型不良Withdrawing The Pattern Difficulty3断电Power Supply Failure3加热Heating118Z3:砂型硬度Sand Mold Hardness过低Too Low胀箱Swell4压实压力不足Insufficient Squeezing Force
15、2调整Adjusting21640A造型MoldingZ5:模板销子销套Status Of Pin And pin bush of Pattern Plate错型Shift尺寸错误dimensional errors不能加工will not machine6磨损过量wear damage2定检Regular Inspection224量规special gage下不到位Incorrectly偏芯Core Shift5操作不熟练Poor Skill1目视检查VisualInspection21050浇注PouringJ1:浇注温度Pouring Temperature过低Too Low冷隔浇不足
16、Cold Shut or Misrun7等待时间过长Waiting Time Too Long2每包测温Determining Temperatureevery ladle228J2:孕育Inoculation衰退Fading出现碳化物Carbide Appears8*有效时间短Short Effective Time2三次孕育ThreeBatches Of Inoculation being Used232J3:可浇注时间Pourable Time过长Too Long孕育衰退Inoculation Fading6型废多Too Many Scrap Molds3报警装置Alarm device
17、118设备故障Equipment Breakdown2报警装置Alarm device112J4:浇试块Pouring Test Specimen品质不良Poor Quality材质判断不准Material Deciding Inexactly7取样时间不正确Improper Time For Making Sample2结合破坏性检查判定Judgement By Destroying inspection11460落砂ShakeoutL1:堆积Heaping过多Too Many压坏铸件Product Damage7铸件卡住Castings Jammed2随时钩出被卡住的铸件Taking Ou
18、t Jammed Castings Timely22870清理CleaningL2:去浇口Remov-ing Gates剩余过长Remains Too Much余量过大 too much stock4失误miscarriage2100% visual inspection目测216缺肉Iusuffici-ent Metal不被加工will not machine4失误miscarriage2100% visual inspection目测216S:外表粗糙度Surface Finish太粗糙Too rough加工问题machine problems6钢丸不足lack of Steel Grit
19、2首检Initial Inspection112Q5:毛坯清整Casting Finishing缺肉Iusufficient Metal铸件报废casting be scrapped6失误miscarriage2100% visual inspection目测112不足Insufficiency多肉Surplus Metal4失误miscarriage2100% visual inspection目测216Q6: 飞边剩余joint flash remains过长too long铸件不合格Unqualified Products未磨到位grinding not to position100%
20、visual inspection目测Q7: 定位点pick up point不平整accident-ed影响加工affect machining缺陷或清理损伤defect or cleaning damage100% visual inspection目测80铸件检查InspectionH1:力学性能Mechanics performance错判Wrong Decision不合格品出厂Unqualified Products8*操作技能差Poor Skill Of Operator2试验报告experiment report232H7:金相Microstructure错判Wrong Deci
21、sion不合格品出厂Unqualified Products8*技能差Poor Skill Of Operator2检验报告Inspection report232H2:外观判定Surface Check漏检Failing To Inspection不合格品出厂Unqualified Products8*技能差Poor Skill Of Operator2目视全检Full Visual Inspection232错判Wrong Decision内废率高High Internal Scrap Rate6技能差Poor Skill Of Operator1目视全检Full Visual Inspe
22、ction212H3:标识状态Status of Identification标识不清indistinctidentification铸件报废casting be scrapped8*起模不良 withdrawing difficult2目视全检Full Visual Inspection116H6:全尺寸检查Full dimension inspection超出铸件尺寸公差overtop castings tolerances铸件报废casting be scrapped8*模具磨损mould abrasion2定检模具Regular Inspection mould116H8:关键尺寸ke
23、y dimension超出铸件尺寸公差overtop castings tolerances铸件报废casting be scrapped8*模具磨损mouldabrasion2定检模具Regular Inspection mould116H9:壁厚Wall thickness超出铸件壁厚公差overtop Wall thickness tolerances不合格品Disqualification Products8错判Wrong Decision2目视全检Full Visual Inspection116H10: 内腔清洁度internal surface cleanness内部铁块mass
24、 of iron inside废品reject8漏检miss checking2目视全检Full Visual Inspection90探伤x-ray探伤x-ray不合格品Disqualification Produc缩松或疏松Dispersed shrinkage or porosity全检Full inspection116100防锈rust PreservationF1: 防锈漆rust Preservation paint过期exceedtime铸件生绣rust of casting库存时间过长too long storage time目视Visual inspectionF2:防锈质
25、量Quality of preservation生锈Rusting用户拒收Customersunaccepted8防锈液质量差Poor antirust2全检Full inspection116110包装入库Packing And StoringH4:装箱卡Packing Label无物卡或物卡错误No label or wrong label用户拒收Customersunaccepted4操作失误operation miscarriage2抽检spot testing216H5:仓储时间 Storing Time过长Too Long生锈Rusting7生产超前Production In Advance1生产计划Production Plan2148 / 8
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
