 加工中心换刀程序分析报告
加工中心换刀程序分析报告

《加工中心换刀程序分析报告》由会员分享,可在线阅读,更多相关《加工中心换刀程序分析报告(39页珍藏版)》请在装配图网上搜索。
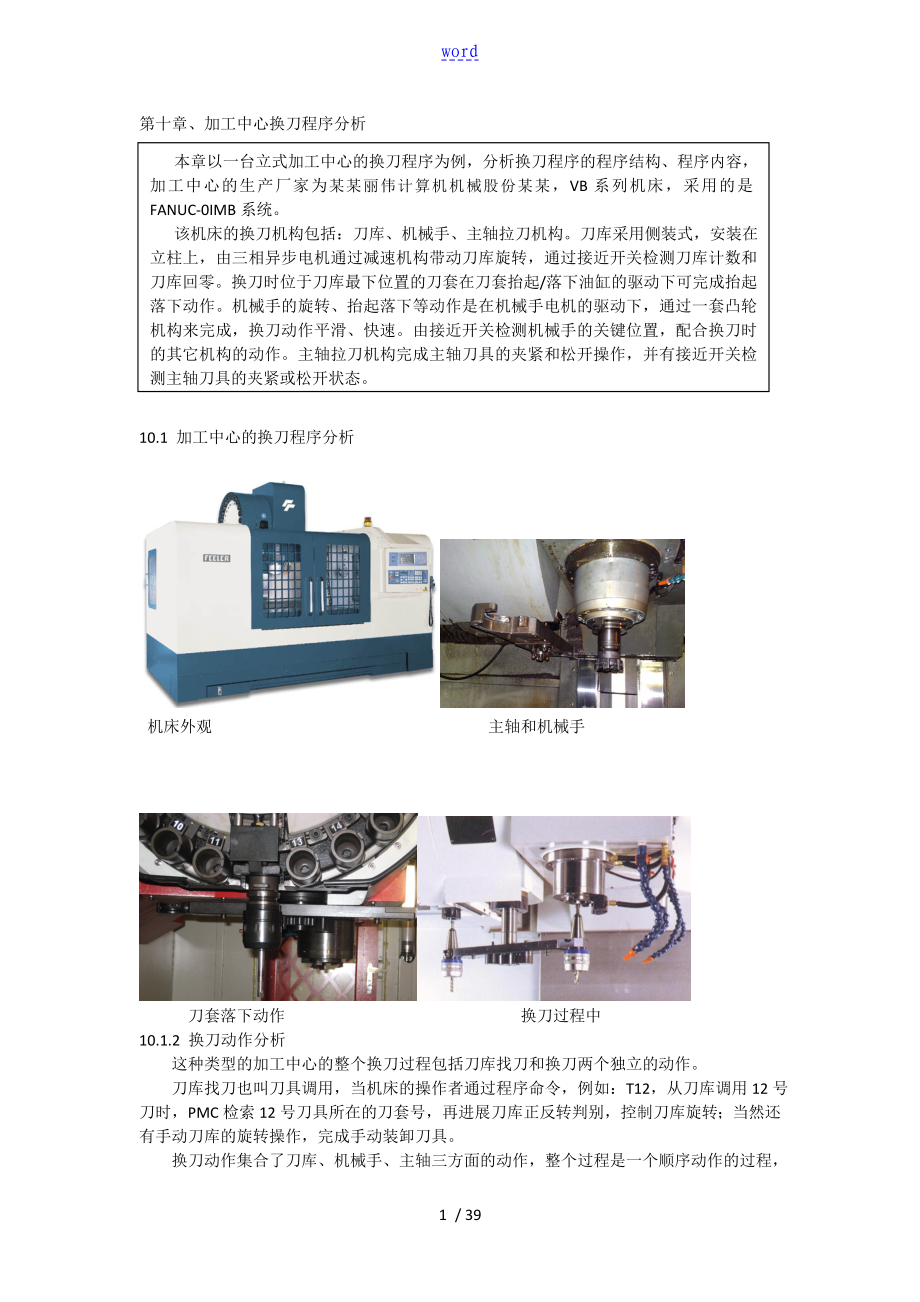
1、word第十章、加工中心换刀程序分析 本章以一台立式加工中心的换刀程序为例,分析换刀程序的程序结构、程序内容,加工中心的生产厂家为某某丽伟计算机机械股份某某,VB系列机床,采用的是FANUC-0IMB系统。 该机床的换刀机构包括:刀库、机械手、主轴拉刀机构。刀库采用侧装式,安装在立柱上,由三相异步电机通过减速机构带动刀库旋转,通过接近开关检测刀库计数和刀库回零。换刀时位于刀库最下位置的刀套在刀套抬起/落下油缸的驱动下可完成抬起落下动作。机械手的旋转、抬起落下等动作是在机械手电机的驱动下,通过一套凸轮机构来完成,换刀动作平滑、快速。由接近开关检测机械手的关键位置,配合换刀时的其它机构的动作。主轴
2、拉刀机构完成主轴刀具的夹紧和松开操作,并有接近开关检测主轴刀具的夹紧或松开状态。10.1 加工中心的换刀程序分析 机床外观 主轴和机械手 刀套落下动作 换刀过程中10.1.2 换刀动作分析 这种类型的加工中心的整个换刀过程包括刀库找刀和换刀两个独立的动作。 刀库找刀也叫刀具调用,当机床的操作者通过程序命令,例如:T12,从刀库调用12号刀时,PMC检索12号刀具所在的刀套号,再进展刀库正反转判别,控制刀库旋转;当然还有手动刀库的旋转操作,完成手动装卸刀具。 换刀动作集合了刀库、机械手、主轴三方面的动作,整个过程是一个顺序动作的过程,通过顺序动作的步骤一步步完成换刀。以程序控制自动换刀来解释整个
3、换刀过程输入换刀指令:T*并执行循环启动程序处理输出通过F26将T代码输出至PMC。PMC对刀具号进展检索处理检索判断出该刀具在不在刀库,如果在进一步找出该刀具放在哪一个刀套内。刀库旋转控制根据检索到的刀套号,控制刀库旋转。刀库旋转到位停止,刀具调用动作完成。M06的处理当程序处理到M06时,启动整个换刀动作换刀准备动作:机械手待位状态、机床各轴到达换刀位置、主轴定向。换刀步骤1刀库侧,刀套下刀套由水平状态变为垂直状态换刀步骤2机械手旋转60度抓刀换刀步骤3主轴刀具松开、主轴清洁吹气换刀步骤4机械手拔刀落下、旋转180度交换刀具、机械手抬起装刀。换刀步骤5主轴刀具夹紧换刀步骤6机械手旋转60度
4、回原位换刀步骤7刀库侧,刀套上由垂直状态转为水平状态换刀完成10.1.3换刀电路:10.1.4换刀程序地址说明:加工中心的换刀程序比拟复杂庞大,所涉与的地址较多,为便于阅读梯形图程序,将所涉与的地址放在附录。10.1.5 换刀程序介绍该机床的PLC类型为SB7,如下图是该程序的清单,与换刀有关的程序容出现在一级程序、二级程序,没有为换刀专门编写子程序。因为,换刀过程中机械手动作较快,机械手的60度、中间点、180度的检测信号出现的时间很短,所以将这局部的程序放在一级程序,保证8ms能处理到这种信号。在二级程序中,换刀程序包含:刀具检索、换刀过程状态记忆、手动换刀、自动换刀。一级程序中的换刀程序
5、分析:一级程序中只是将需要快速处理的换刀程序信号做了一个收集,没有顺序动作,包括以下处理容:1机械手返回点、中间点、停止点的程序分析:1、k3.1用来设定机械手接近开关的类型,当接近开关使用常开触点时,设定k3.1为1,使用常闭触点时,设定k3.1为0。三段程序处理机械手返回点、中间点、停止点的信号。2、该机床的换刀机械手采用凸轮机构,动作快,机械手位置信号都是窄脉冲信号,将这些信号的处理放在一级程序,保证每8ms有一次刷新。3、机械手有两个中间停止点,60度和180度两个位置,在60度位置时,机械手电机继续旋转但机械手不转,而执行机械手向下拔刀;在180度位置时,机械手电机继续旋转机械手不转
6、,而执行向上装刀。用一个接近开关配合两个检测挡块,当机械手转到这两个位置时R529.0均为1。2机械手离开停止点R529.2处理的是机械手离开停止点的状态,表示机械手已开始转动,后面程序中处理机械手60度旋转到位、180度旋转到位等都用到这个信号。当机械手旋转60度、180度延时到达后将R529.2复位。k7.6为1时设定机械手的停止点使用60度和180度到达信号。当K7.6为0时,使用主轴刀具夹紧松开标志信号.3在机械手旋转到60度、180度时,机械手电机继续旋转,但是根据凸轮的结构,机械手停止旋转,开始机械手拔刀、装刀动作。以下程序处理机械手60度、180度的到达信号,程序的原理是:在自动
7、换刀步骤中第二步A2-R540.1;第四步A4-R540.4;第六步A6-R541.0,机械手从离开停止点R529.2到检测到机械手停止信号R529.0,即是到达了60度、180度位置。这些位置到达信号一个目的是用于启动下一个换刀步骤,另一个目的是控制机械手电机的旋转。4主轴刀具夹紧、松开故障处理在机械手转到60度时检测是否有主轴刀具松开X2.1的错误信号.5主轴刀具松开处理:主轴刀具松开包括自动刀具松开和手动刀具松开,根据自动换刀动作在机械手旋转60度到达、拔刀过程、换刀过程、机械手装刀过程自动刀具松开。手动刀具松开是手动方式下,按送到按钮来执行。 从程序中分析,自动刀具松开是在第二步骤R5
8、40.1情况下,当机械手旋转到达60度R529.3后启动。当机械手再旋转180度R529.4到达后,下一个动作是主轴刀具夹紧。 自动刀具松开R538.0或手动刀具松开R537.7时,输出主轴刀具松开Y6.3,加工中心的主轴刀具夹紧机构在刀具夹紧时,是通过蝶形弹簧的弹力来保持的,当松刀时,增压气缸活塞杆伸出压缩蝶形弹簧,使松刀机构松开刀具,控制气缸换向的电磁阀是单作用阀。所以没有刀具夹紧的输出信号。6机械手电机旋转处理 根据自动换刀的顺序过程,组合出在哪一个步骤机械手电机需要旋转,通过“或逻辑完成。 M95是机械手故障检查指令,R544.5用于检测机械手是否在停止位,如果不在正确的停止位置,执行
9、M95指令时机械手继续旋转到正确位置。k7.6为1时设定机械手的停止点使用60度和180度到达信号,当K7.6为0时,使用主轴刀具夹紧松开标志信号.7刀库计数处理刀库计数处理程序,X4.5为计数开关输入地址,由K5.7来设定选用其常开触点或常闭触点,用典型的上升沿下降沿处理程序获得计数脉冲R530.1上升沿信号,R531.7下降沿信号,使用根本逻辑指令编辑上升沿和下降沿指令比使用上升沿和下降沿功能指令节省程序的处理时间。R500.0为置1逻辑,用于给计数器的控制条件赋值。刀库计数说明:计数器的初始值为1R500.0,根据刀库的旋转方向(R531.3)来决定是正计数还是负计数。不对计数器进展复位
10、(R500.0)刀库正转(R531.0)或反转(R531.3)时,对计数开关脉冲(R530.1)进展检测计数。D110是计数器的预设值,也就是刀库容量。D100记录的是当前的刀套号。8刀库旋转处理以下为刀库正转控制:R530.4为刀库手动正转启动,R536.0为刀库自动正转启动,由检索程序判别,指定刀库正转启动。以下为刀库反转控制:R530.5为刀库手动反转启动,R536.1为刀库自动反转启动,由检索程序判别,指定刀库反转启动。二级程序中换刀程序的分析:1、刀库手动旋转控制:包括刀库准备处理、手动正转/反转刀库准备好信号条件包括:机床准备好F1.7、急停信号G8.4、刀库错误条件R536.5、
11、刀库换刀位置刀套在抬起位R539.3。刀库正转启动程序,按刀库手动启动按钮,刀库正转;当刀库电机开始正转后,R530.4被复位。执行的结果是按刀库正转按钮,刀库转位;松开按钮后,刀库再转一个刀套位。刀库反转启动程序,按刀库手动反转按钮,刀库反转后;当刀库电机反转运行后,R530.4被复位。执行的结果是按刀库反转按钮,刀库转位;松开按钮后,刀库再转一个刀套位。2、换刀时刀具表的处理:刀具表的处理流程刀库容量D110的赋值:由K地址定义刀库的容量K8.5=0,K5.1=0:刀库容量为20;K8.5=0,K5.1=1:刀库容量为24;K8.5=1,K5.1=0:刀库容量为30;K8.5=1,K5.1
12、=1:刀库容量为32;刀具表D112的的赋值:刀库的容量D110+1数据转换BINBCD:D112D125 D100D120从刀具表中读出当前刀套存放的刀具号判断主轴刀号、指令刀号、刀库刀套号的关系刀具容量赋值:K8.5,K5.1用于设定刀库容量:K8.5=0,K5.1=0,刀库容量为20;K8.5=0,K5.1=1,刀库容量为24;K8.5=1,K5.1=0,刀库容量为30;K8.5=1,K5.1=1,刀库容量为32;NUMEB为定义二进制常数指令,在程序中指定数据格式为两字节,将指定的数据赋值到D110,D110存储刀库容量数据。刀具表的赋值:D110定义刀库容量,D112定义为刀库容量+
13、1,其作用是为刀具表容量赋值,D112为刀具表长度,这样,在刀具表D112中,D0可存储主轴刀号,D1存储一号刀套的刀具号。以此类推,直到最后一个刀套。数据转换:进展BIN-BCD码的转换,主要用于COIN指令,COIN指令只能进展BCD码的一致性判别,D125的数据是刀具表的最大值,用来判别主轴刀号、待位刀号是否为空刀号。对当前刀套号D100进展BCD码转换成D120,用于对当前刀套号刀具的检索判别。读出当前刀套的刀具号:XMOVE指令为二进制编址数据传送指令,在这里这条指令从刀套表里读出当前刀套安装的刀具号,D112是刀套表的容量,D000是刀套表的首地址,D100是当前刀套,按照此,在刀
14、套表中找出对应的刀具号,写到R587.判断主轴刀号、指令刀号、刀库刀套号的关系,再换刀时,使用到这些判断条件。1、判断主轴是否是空刀2、判断主轴刀号是否等于指令刀号3、刀套是否有刀3、刀具检索处理:当执行T指令时,PMC首先在刀具表检索出T指令的刀具存放在哪一个刀套,刀具检索的处理的流程是:刀具检索的使能处理T代码的转换刀库刀具检索:从刀库中找出指令刀具的刀套号刀库旋转控制:将指令刀具的刀套旋转到换刀位刀具检索完成:为换刀做准备刀具检索使能处理:检索使能条件包括:刀套在抬起位R539.4,刀库停止状态R532.1,刀库没有报警R536.5,换刀没有报警R544.2。数控发出T指令F7.3后,启
15、动R534.0并保持住,当检索的刀具在刀库换刀位刀套位置R535.4或指令刀具在主轴上时,检索使能复位。T代码的转换,该条指令完成刀具指令代码的BIN到BCD转换,为后面进展指令刀具与检索到的刀具进展一致性判别指令做准备。DSCHB为二进制检索指令,在程序中检索指令刀具所在的刀套号,D112指定刀据表的大小,D00定义刀具表的首地址,F26指令的刀具号,R690存储检索出指令刀具所在的刀套。DV数据转换:进展数据BIN-BCD的转换,转换的数据用于判断指令刀具所在的刀套号与待位的刀套号是否一致。二进制方向判断:D110刀库容量,D100当前刀库计数值,R690为刀具刀套号地址,R689为刀具刀
16、套号的前一个刀号地址,R534.7为刀具检索启动信号。数据转换:用于判断指令刀具所在的刀套号的前一个刀号与计数刀套号是否一致。判断刀库实际计数刀套号与指令刀具刀套号的前一个刀号是否一致,如果一致刀库开始减速。刀库旋转减速保持,由刀库旋转到位指令与实际刀具一致断开。4、刀具交换数据处理:机械手进展180度旋转步骤时,主轴刀具与刀套的刀具进展了交换,此时需要修改刀具表。使用XMOVB二进制变址数据传送,完成在R537.0R549.0时刻读出当前刀套的刀具号。D112刀库容量,D000数据表初始地址存放主轴刀具,D100刀库当前刀套号。R693存放当前刀套的刀具号。刀具数据交换过程:D100-R69
17、3D000-D100R693-D000XMOVB二进制变址数据传送,完成在R537.3R549.0时刻将主轴刀号写入到当前刀套刀具,完成刀具数据交换。D112刀库容量,D000数据表初始地址,D100刀库当前刀套号。D00存放主轴的刀具号。逻辑与数据传送:将临时保存的当前刀套号刀具传送到主轴刀号。4、换刀过程,换刀过程是一个顺序动作的过程,换刀程序是按照顺序程序编成的格式进展编写。先将整个换刀过程进展分析,分成七个过程,这七个过程依次进展,相互衔接。当前过程进展时,为下一个过程准备;当前过程的任务完成,作为下一个过程的触发条件,触发下一个过程,同时断开上一个过程。整个换刀的流程如下:换刀准备,
18、M06启动换刀第一过程,刀套下A1换刀第二过程,机械手60度A2换刀第三过程,主轴刀具松开A3换刀第四过程,机械手180度,主轴吹气A4换刀第五过程,主轴刀具夹紧A5换刀第六过程,机械手60度回A6换刀第七过程,刀套抬起A7各步骤执行的触发条件与动作分析一览表步骤号触发调件动作步骤1刀套下R540.0(A1)步骤2机械手旋转60度R540.1(A2)机械手电机旋转步骤3主轴刀具松开R540.3(A3)步骤4机械手旋转180度R540.4(A4)机械手电机旋转主轴吹气清洁步骤5主轴刀具夹紧R540.7(A5)步骤6机械手60度返回R541.0(A6)机械手电机旋转步骤7刀套抬起R541.1(A7
19、)注:刀套抬起落下使用双作用电磁阀控制,主轴刀具夹紧使用单作用电磁阀控制程序分析:换刀准备:换刀启动,PMC程序对M代码进展译码,当执行M06代码启动换刀,R500.7是对M06译码后的信号,执行M06指令时,R500.7为1。下面程序是一个上升沿处理程序。换刀准备信号,这些信号包括:没有换刀报警R544.2,没有刀库错误R536.5,没有主轴报警F45.0,数控系统准备好R516.0,刀库不在运行中R538.1,刀库旋转到位R543.6,指令刀号与主轴刀号不一致R535.5。换刀准备条件之一,机床回到刀具换刀点。K16.1是设定使用第一或第二参考点作为换刀点,k1.1可设定是否使用XY的参考
20、点。换刀开始,以顺序编程的方式,编写各个换刀步骤。第一个步骤刀套下R540.0(A1),R539.7为换刀的启动条件,包括换刀的准备容、ATC在待位状态,当R539.7条件满足,为1时,R540.0为1,并自锁,当第一个步骤完成后,进入第二个过程R540.1(A2),R540.0被复位。R545.3刀套落下到位为第二个步骤的触发条件。第二个步骤机械手旋转60度R540.1(A2),R540.0为第一个步骤,作为第二个步骤的准备条件,R545.3为触发条件。第三个步骤主轴刀具松开R540.3(A3),R540.1为第二步骤,作为第三步骤的准备条件,R533.3机械手中间点保持,为该步骤的触发条件
21、。第四个步骤机械手旋转180度R540.4(A4),R540.3为第三个步骤,是第四个步骤地准备条件,F45.7主轴定向、R539.6主轴刀具松开、R539.1机床在刀具交换点作为这个过程的触发条件。该步骤中有两个动作:R543.7机械手180旋转、主轴吹气清洁。第五个步骤主轴刀具夹紧R540.7(A5),R540.6为第四个步骤的一个动作,是第五个步骤的准备条件,R533.3机械手在中间点作为这个过程的触发条件。第六个步骤机械手60度返回R541.0(A6),R540.7为第五个步骤,是第六个步骤的准备条件,R539.5主轴刀具夹紧作为这个过程的触发条件。第七个步骤刀套抬起R541.1(A7
22、),R541.0为第六个步骤,是第七个步骤的准备条件,R533.7机械手到达返回点作为这个过程的触发条件。换刀完成R542.0作为第七个步骤地复位条件。换刀执行的处理,按照各步骤执行的触发条件与动作分析一览表,结合控制元件的特点,编写个动作的控制。主轴刀具夹紧:第五个步骤R540.7执行主轴刀具夹紧动作,作为启动条件;第三个步骤R540.3执行刀具松开动作,停止主轴刀具夹紧。主轴刀具松开:第三个步骤R540.3执行主轴刀具松开动作,作为启动条件;第五个步骤R540.7执行刀具夹紧动作,停止主轴刀具松开。主轴清洁吹气:刀库刀套落下:第一个步骤R540.0执行刀套落下动作,作为启动条件;第七个步骤
23、R541.1执行刀套抬起动作,停止刀套落下动作。刀套抬起:第七个步骤R541.1执行刀套落下动作,作为启动条件;第一个步骤R541.1执行刀套落下动作,停止刀套抬起动作。附录:加工中心地址*1X0000.0MNKEYMAINTENANCE KEY 维修键*2X0000.1:OILALSPINDLE OIL ALARM 主轴油报警*3X0000.2:AIRALAIR PRESSURE ALARM 压缩空气压力报警 门互锁*5X0000.4:LUBALLUBE ALARM 润滑报警 夹具压力开关*7X0000.6:CLNLCOOLANT TANK LOW 冷却液液面低*8X0000.7:MOTOL
24、MOTOR OVERLOAD 电机过载*9X0001.0:CLNFCOOLANT TANK FULL 冷却液液面高*10X0001.1:FILLFILTER TANK LOW 过滤箱液面低*11X0001.2:FILFFILTER TANK FULL过滤箱液面高*12X0001.3:FILCVFILTER TANK COVER / FILTER SW.*14X0001.5:DRIT1DOOR INTERLOCK 1 门互锁1 主轴高挡限位开关主轴低挡限位开关 刀具夹紧限位开关 刀具松开限位开关 手动刀具松开按钮*20X0002.3FTSWFOOT SWITCH 脚踏开关*32X0004.0XA
25、EX AXIS OT CHECK x轴超程检查*33X0004.1YAEY AXIS OT CHECK y 轴超程检查*34X0004.2ZAEZ AXIS OT CHECK z轴超程检查*35X0004.3LUBE.PLUBE PRESSURE AL. 润滑压力报警*36X0004.4:ARM0ARM RETURN POINT机械手初始位置*37X0004.5:CTRAMAG COUNTER A 刀库计数A ATC压力开关*65X0008.1:CTRBCOUNTER B 刀库计数B*66X0008.2:ARM60ARM MIDDLE POINT 机械手中间点*67X0008.3:ARMSPA
26、RM STOP POINT 机械手停止点*68X0008.4*EMGEMERGENCY STOP 急停 自动电源断开开关 刀套落下限位开关 刀套抬起限位开关*92X0011.4CY-STPCYCLE STOP 循环停止*93X0011.5PR-KEYMEMORY KEY 存储器钥匙*99X0015.0DOOR-ODOOR OPEN 防护门打开*101X0015.2DOOR-CDOOR CLOSE 防护门关闭*135Y0003.6MGCWMAG CW 刀库正转*136Y0003.7MGCCWMAG CCW 刀库反转*145Y0005.0POTDNPOT DOWN 刀套落下*146Y0005.1P
27、OTUPPOT UP 刀套抬起*147Y0005.2SPOILSPINDLE OIL COOLER 主轴油冷却*149Y0005.4ARMARM MOTOR 机械手电机*153Y0006.0ZBRKZ AXIS BRAKEZ轴抱闸*154Y0006.1HGHIGH GEAR 主轴高档*155Y0006.2LGLOW GEAR 主轴低档*156Y0006.3TUCLPSPINDLE TOOL UNCLAMP 主轴刀具松开*157Y0006.4SPBLWSPINDLE AIR BLAST 主轴吹气*160Y0006.7DRITLDOOR INTERLOCK COIL 门互锁线圈*177F0000.
28、4SPLFEED HOLD LAMP SIGNAL 进给保持灯信号*178F0000.5STLCYCLE START LAMP SIGNAL 循环启动灯信号*179F0000.6SASERVO READY SIGNAL 伺服准备信号*180F0000.7OPAUTOMATIC OPERATION 自动操作*181F0001.0ALALARM SIGNAL 报警信号*182F0001.1RSTRESET SIGNAL 复位信号*183F0001.3DENDISTRIBUTION END SIGNAL 分配完毕信号*184F0001.4ENBSPINDLE ENABLE SIGNAL 主轴启动信号
29、*185F0001.5TAPTAPPING SIGNAL 攻丝信号*186F0001.7MANC READY SIGNALNC准备好信号*187F0007.0MFM FUNCTION CODE READ SIGNAL M功能代码选通信号*188F0007.2SFS FUNCTION CODE READ SIGNAL S功能代码选通信号*189F0007.3TFT FUNCTION CODE READ SIGNAL T功能代码选通信号*190F0009.4M30PROGRAM END AND RESET 程序完毕并复位*191F0009.5M2APROGRAM END SIGNAL 程序完毕信号
30、*192F0034.0GR10GEAR SELECT SIGNAL 换档选择信号*193F0034.1GR20GEAR SELECT SIGNAL 换档选择信号*194F0045.0SALM1SPINDLE ALARM SIGNAL 主轴报警信号*195F0045.1SSLASPINDLE ZERO SPEED 主轴零速*196F0045.3SARASPINDLE ARRIVE DETECTION 主轴速度到达检测*197F0045.7ORARASPINDLE ORIENTATE FINISH 主轴定向完成*199F0064.0TLCHTOOL LIFE CHANGE SIGNAL 刀具寿命变
31、化信号*205F0094.0ZPXX AXIS 1ST. POINT X轴第一参考点*206F0094.1ZPYX AXIS 1ST. POINT Y轴第一参考点*207F0094.2ZPZZ AXIS 1ST. POINT Z轴第一参考点*208F0094.3ZP44 AXIX 1ST. POINT 4轴第一参考点*209F0096.0ZP2XX AXIS 2ND. POINT X轴第二参考点*210F0096.1ZP2YY AXIS 2ND. POINT Y轴第二参考点*211F0096.2ZP2ZZ AXIS 2ND. POINT Z轴第二参考点*213F0098.0ZP3XX AXIS
32、 3RD. POINT X轴第三参考点*214F0098.1ZP3YY AXIS 3RD. POINT Y轴第三参考点*215F0098.2ZP3ZZ AXIS 3RD. POINT Z轴第三参考点*216F0098.3ZP344 AXIS 3RD. POINT 4轴第三参考点*217F0100.0ZP4XX AXIS 4TH. POINT X轴第四参考点*218F0100.1ZP4YY AXIS 4TH. POINT Y轴第四参考点*219F0100.2ZP4ZZ AXIS 4TH. POINT Z轴第四参考点*220F0100.3ZP444 AXIS 4TH. POINT 4轴第四参考点*
33、224G0004.3FINM,S,T FUNCTION FINISH SIGNALM,S,T功能完成信号*225G0005.6AFLAUXILIARY FUNCTION LOCK 辅助功能锁住*226G0006.0SRNPROGRAM RESTART 程序再启动*227G0006.2*ABSMMANUAL ABSOLUTE SIGNAL 手动绝对信号*228G0006.4OVCOVERRIDE CANCEL SIGNAL 进给倍率取消信号*229G0007.2STCYCLE START 循环启动*230G0008.0*ILKINTERLOCK 互锁*231G0008.4*ESPEMERGENC
34、Y STOP 急停*232G0008.5*SPFEED HOLD 进给保持*233G0008.7ERSEXTERNAL RESET 外部复位*258G0014.0ROV1RAPID TRAVERSE OVERRIDE ROV1 快移倍率ROV1*259G0014.1ROV2RAPID TRAVERSE OVERRIDE ROV2 快移倍率ROV2*260G0018.0HS1AMANUAL HANDLE FEED SEL HS1A 手轮进给选择HS1A*261G0018.1HS1BMANUAL HANDLE FEED SEL HS1B 手轮进给选择HS1B*262G0018.2HS1CMANUA
35、L HANDLE FEED SEL HS1C 手轮进给选择HS1C*263G0019.4MP1INCREMENTAL FEED 1 增量进给1*264G0019.5MP2INCREMENTAL FEED 2 增量进给2*265G0019.7RTRAPID TRAVERSE 快移*266G0029.4SARSPINDLE SPEED ARRIVAL SIGNAL 主轴速度到达信号*267G0029.5SORSPINDLE ORIENTATION SIGNAL 主轴定向信号*268G0029.6*SSTPSPINDLE STOP SIGNAL 主轴停止信号*280G0043.0MD1MODE SE
36、LECT 1 方式选择1*281G0043.1MD2MODE SELECT 2 方式选择2*282G0043.2MD4MODE SELECT 4 方式选择4*283G0043.5DNCITAPE OPERATION BY TAPE READER DNC方式*284G0043.7ZRNREFERENCE POINT RETURN SIGNAL 参考点返回信号*285G0044.0BDTBLOCK SKIP 跳段*286G0044.1MLKALL AXES MACHINE LOCK 机床锁住*287G0046.1SBKSINGLE BLOCK 单段*288G0046.3KEY1PROGRAM PR
37、OTECT KEY 1 程序保护钥匙1*289G0046.4KEY2PROGRAM PROTECT KEY 2程序保护钥匙2*290G0046.5KEY3PROGRAM PROTECT KEY 3程序保护钥匙4*291G0046.7DRNDRY RUN 空运行*297G0070.3CTH1ASPINDLE HIGH/LOW SPEED SIGNAL 主轴上下档速度信号 主轴反转 主轴正转*300G0070.6ORCMASPINDLE ORIENTATE MAND 主轴定向指令*301G0070.7MRDYASPINDLE READY 主轴准备好*302G0071.0ARSTASPINDLE R
38、ESET 主轴复位*303G0071.1*ESPAEMERGENCY STOP SIGNAL 急停信号*304G0072.4OVRAANALOG OVERRIDE MAND 模拟倍率指令*305G0100.0+X+JX*306G0100.1+Y+JY*307G0100.2+Z+JZ*308G0100.3+4+J4*313G0106.0MIRXX AXIS MIRROR IMAGE SIGNAL X轴镜像信号*314G0106.1MIRYY AXIS MIRROR IMAGE SIGNAL Y轴镜像信号*315G0106.3MIR44TH AXIS MIRROR IMAGE SIGNAL 4轴镜
39、像信号*316G0108.2MLKZZ AXIS MACHINE LOCK Z轴锁住*317G0114.0*+L1X_AXIS +OT X轴正向超程信号*318G0114.1*+L2Y_AXIS +OT Y轴正向超程信号*319G0114.2*+L3Z_AXIS +OT Z轴正向超程信号*320G0114.3*+L44_AXIS +OT 4轴正向超程信号*321G0114.4*+L55_AXIS +OT 5轴正向超程信号*322G0116.0*-L1X_AXIS OT X轴负向超程信号*323G0116.1*-L2Y_AXIS OT Y轴负向超程信号*324G0116.2*-L3Z_AXIS
40、OT Z轴负向超程信号*325G0116.3*-L44_AXIS OT 4轴负向超程信号*326G0116.4*-L55_AXIS OT 5轴负向超程信号*327G0126.0SVFXSERVO OFF X X轴伺服断开*328G0126.1SVFYSERVO OFF Y Y轴伺服断开*329G0126.2SVFZSERVO OFF Z Z轴伺服断开*330G0126.3SVF4SERVO OFF 4 4轴伺服断开*331G0130.0*ITXINTERLOCK X X轴锁住*332G0130.1*ITYINTERLOCK Y Y轴锁住*333G0130.2*ITZINTERLOCK Z Z轴
41、锁住*334G0130.3*IT4INTERLOCK 4 4轴锁住*425R0508.7M70AUTOMATIC TOOL NUMBER SETTING 自动刀具设定*426R0509.0M71POT DOWN 刀套下*427R0509.1M72ARM 60 机械手旋转60度*428R0509.2M73TOOL UNCLAMP 刀具松开*429R0509.3M74ARM 180 机械手旋转180度*430R0509.4M75TOOL CLAMP 刀具夹紧*431R0509.5M76ARM -60 机械手60度回*432R0509.6M77POT UP刀套下 刀具夹紧/刀具松开转换*444R05
42、12.0M95ARM TROUBLESHOOTING 机械手故障查找*445R0512.5MFINM CODE FINISH M代码完成*446R0512.6SFINS CODE FINISH S代码完成*447R0512.7TFINT CODE FINISH T代码完成*448R0513.0JOGJOG MODE JOG方式*449R0513.1MANUALMANUAL MODE 手动方式*450R0513.2ZRNFINAXES REF. RETURN FINISH 轴返参完成*451R0513.3ZRNLHZERO RETURN ACTIVE 零点返回生效*456R0515.7STOPE
43、MG & RESET 急停复位*457R0516.0RDY1NC READY NC准备好*463R0516.6ST+CYCLE START ON PULSE 循环启动脉冲*476R0518.3ORCM1SPINDLE ORIENTATION 主轴定向*477R0518.4M06-MO6 OFF PULSE M06下降沿脉冲*478R0518.5M06-AM06 OFF PULSE AUX*479R0518.6SPOKSPINDLE OK 主轴正常*480R0518.7MAN-MANUAL MODE OFF PULSE 手动模式下降沿脉冲*481R0519.0MAN-AMANUAL MODE O
44、FF PULSE AUX*482R0519.1MSSTPMANUAL SPINDLE STOP 手动主轴停止*483R0519.2SPNOPSPINDLE NO PAUSE*484R0519.3SPOK1SPINDLE OK 1 主轴正常1 主轴正转 主轴反转*487R0519.6SPDIRSPINDLE DIR FLAG 主轴方向标记*488R0520.0SP HLDSPINDLE RESET HOLD 主轴复位保持*489R0520.1RGDKRIGID TAPPING KEEP 刚性攻丝保持*490R0520.3RGDENBRIGID TAPPING ENABLE 刚性攻丝使能*491R
45、0520.4RGDENDRIGID TAPPING END 刚性攻丝完毕*492R0520.5RGDFINRIGID TAPPING FINISH 刚性攻丝完成*493R0520.6TMR03RIGID TAPPING FINISH DELAY 刚性攻丝完成延时*523R0524.4ZPXKEPX HOME KEEP X轴返参保持*524R0524.5ZPYKEPY HOME KEEP Y轴返参保持*525R0524.6ZPZKEPZ HOME KEEP Z轴返参保持*526R0524.7ZP4KEP4 HOME KEEP 4轴返参保持*527R0525.0NOBTNO BIG TOOL 没有
46、大刀具*528R0525.1SP=EMPSP TOOL =EMPTY 主轴刀号为空刀*529R0525.2SP=POTSP TOOL NO=STANDBY POT NO 主轴刀号等于待位的刀套刀具号*530R0525.3PT=EMPPOT TOOL =EMPTY 刀套刀具等于空刀号*531R0525.4SP=BTSP TOOL = BIG TOOL 主轴刀号等于大刀*532R0525.5PT=BTPOT TOOL = BIG TOOL 刀套刀具等于大刀*533R0525.6SEMPWSEARCH EMPTY TOOL 搜索空刀*534R0525.7TMB29SPINDLE CW/CCW DEL
47、AY 主轴正反转延时*535R0526.0BTSTBBIG TOOL STANDBY 大刀待位准备好*536R0526.1BTCKWITH BIG TOOL? 使用大刀? 主轴刀号/待位刀号为空刀? 主轴刀号/待位刀号为普通刀?*539R0526.4S,PCKSP TOOL = STANDBY POT TOOL ?主轴刀号等于待位刀套上的刀具号*540R0526.5MEMPTMEMORIZE POT TOOL 刀套刀具记忆*541R0526.6SRHEMPSEARCH EMPTY TOOL 搜索空刀*542R0526.7TCH1TOOL CHANGE 1 刀具交换1*543R0527.0SRH
48、MPTSEARCHING MEMORY POT 搜索存储的刀套*544R0527.1TCH2TOOL CHANGE 2 刀具交换2*545R0527.2ATCENDATC END 自动刀具交换完毕*546R0527.3M6TMPTOOL CHANGE TEMP 刀具交换临时存储*547R0527.5SRHFINTOOL SEARCH FIN 刀具搜索完成*548R0528.0SPKEPFEED HOLD KEEP 进给保持*549R0528.1SPR-SPINDLE OFF PULSE 主轴下降沿脉冲*550R0528.2SPR-ASPINDLE OFF PULSE AUX*551R0528.
49、3LUBONTLUBE ON TIMER*552R0528.4LUNOFTLUBE OFF TIMER*553R0528.5A3-1TOOL UNCLAMP WAITING 刀具松开等待*554R0528.6A5-1TOOL CLAMP WAITING 刀具夹紧等待*555R0528.7GRINP1GEAR IN-POSITION 1 齿轮在位置1*556R0529.0ARMSTPARM STOP POINT 机械手停止点*557R0529.1ARMSP1ARM STOP STATE 1 机械手在停止状态1*558R0529.2ESCASPESCAPE ARM STOP POINT 离开机械手
50、停止点*559R0529.3A60ARARM 60 ROTATION ARRIVAL机械手60度旋转到达*560R0529.4A180ARARM 180 ROTATION ARRIVAL 机械手180度旋转到达*561R0529.5A-60ARARM -60 ROTATION ARRIVAL 机械手-60旋转到达*562R0529.6MGCTAMAG COUNTER A 刀库计数器A*563R0530.0MGCT+AMAG COUNT PULSE AUX 刀库计数脉冲辅助信号*564R0530.1MGCT+MAG COUNT ON PULSE 刀库计数上升沿信号*565R0530.3MGCTO
51、PMAG COUNT FUNCTION 刀库计数功能*566R0530.4MGCWAMAG CW AUX 刀库正转辅助信号*567R0530.5MGCCWAMAG CCW AUX 刀库反转辅助信号*568R0530.6MGMCW1MAG MANUAL CW ON 刀库手动正转接通*569R0530.7MGCCW1MAG MANUAL CCW ON 刀库手动反转接通*570R0531.0MGCWMAG CW 刀库正转*571R0531.1MCWDECMAG CW DEC 刀库正转检查.*572R0531.2MGCWDLMAG CW DELAY 刀库正转延时*573R0531.3MGCCWMAG
52、CCW 刀库反转*574R0531.4MAGOKMAG OK 刀库正常*575R0531.5MCCWDEMAG CCW DEC 刀库反转检查*576R0531.6MCCWDLMAG CCW DELAY 刀库反转延时*577R0531.7MGCT-MAG COUNTE OFF PULSE 刀库计数下降沿脉冲*578R0532.0MGRSTBMAG ROT STAND-BY 刀库刀套待位*579R0532.1MAGON2MAG ON 2 刀库运行2*580R0532.2MAGOK1MAG OK 1 刀库正常1*581R0532.3MAGCHKMAG ROT CHECK 刀库刀套检查*582R053
53、2.5PTDNOKPOT DOWN OK 刀套落下正常*583R0532.6TUCLFAAUTO TOOL UNCLAMP FAIL 自动刀具松开故障*584R0532.7TCLFAAUTO TOOL CLAMP FAIL 自动刀具夹紧故障*585R0533.0AMIDDLARM MIDDLE POINT DELAY 机械手中点延时*586R0533.1AMID+ARM MIDDLE POINT ON PULSE 机械手中点上升沿信号*587R0533.2AMID+AARM MID POINT ON PULSE AUX机械手中点上升沿辅助信号*588R0533.3AMIDKARM MID PO
54、INT KEEP机械手中点保持*589R0533.4AM0ARM RETURN POINT机械手返回点*590R0533.5AM0+ARM RETURN POINT ON PULSE机械手返回点上升沿脉冲*591R0533.6AM0+AARM RTN POINT ON PULSE AUX机械手返回点上升沿辅助信号*592R0533.7AM0KARM RETURN POINT KEEP机械手返回点保持*593R0534.0TF1TOOL SEARCH ENABLE刀具搜索使能*594R0534.1TF1DLTOOL SEARCH ENABLE DELAY刀具搜索使能延时*595R0534.2TS
55、RHONTOOL SEARCH ON刀具搜索开始*596R0534.3TSRH+TOOL SEARCH ON PULSE刀具搜索开始上升沿脉冲*597R0534.4TSRH+ATOOL SEARCH ON PULSE AUX刀具搜索开始上升沿脉冲辅助信号*598R0534.5SHERRTOOL ON. SEARCH ERROR刀具搜索错误*599R0534.7RTOMAG ROTATION 0 刀库旋转*600R0535.0MGROTMAG ROTATION CW/CCW*601R0535.1TDECTOOL SEARCH DEC刀具搜索检查*602R0535.2TDECKTOOL SEARC
56、H DEC KEEP刀具搜索检查保持*603R0535.3TCOINT CODE = STANDBY TOOL T代码=待位刀号*604R0535.4TCOIN1T CODE = STANDBY TOOL 1 T代码=待位刀号1*605R0535.5TCOSPT CODE = SP TOOL T代码=主轴刀号*606R0535.6TCOSP1T CODE = SP TOOL 1 T代码=主轴刀号1*607R0536.0MGACWMAG AUTO CW 刀库自动正转*608R0536.1MGACCWMAG AUTO CCW 刀库自动反转*609R0536.2MOVER1DATA MOVE ERR
57、OR 1 数据传送错误1*610R0536.3MOVER2DATA MOVE ERROR 2数据传送错误2*611R0536.4MGCKDLMAG CHECK DELAY 刀库检查延时*612R0536.5MG ERRMAG ERROR 刀库错误*613R0536.6RDY2NC READY STATENC准备好状态*614R0536.7A60ARM 60 ROTATION 机械手60度旋转*615R0537.0A60-ARM 60 ROTATION OFF PULSE 机械手60度旋转下降沿脉冲*616R0537.1A60-AARM 60 ROT OFF PULSE AUX机械手60度旋转下
58、降沿脉冲辅助信号*617R0537.2A180ARM 180 ROTATION机械手180度旋转*618R0537.3A180-ARM 180 ROT OFF PULSE机械手180度旋转下降沿脉冲*619R0537.4A180-AARM 180 ROT OFF PULSE AUX机械手180度旋转下降沿脉冲辅助信号*620R0537.5JIGCLPJIG CLAMP 夹具加紧*621R0537.6JIGUCLJIG UNCLAMP 夹具松开*622R0537.7TUCLAUTOOL UNCLAMP AUX 刀具松开辅助信号*623R0538.0ATUCLAUTO TOOL UNCLAMP 自
59、动刀具松开*624R0538.1MAGONMAG ON 刀库运行*625R0538.3M06ENBM06 ENABLE M06使能*626R0538.4M06+M06 ENB ON PULSE M06使能上升沿脉冲*627R0538.5M06+AM06 ENB ON PULSE AUX M06使能上升沿脉冲辅助信号*628R0538.6M6ENBKM06 ENB KEEP M06使能保持*629R0538.7ATCOKATC OKATC 正常*630R0539.0ATCOK1ATC OK 1ATC正常1*631R0539.1TCHPTOOL CHANGE POINT 刀具交换点*632R053
60、9.2ARM0DLARM O POINT 机械手0度点*633R0539.3PTUPDLPOT UP DELAY 刀套抬起延时*634R0539.4PTDNDLPOT DOWN DELAY 刀套落下延时*635R0539.5TCLDLSPINDLE TOOL CLAMP DELAY 主轴刀具夹紧延时*636R0539.6TUCLDLSPINDLE TOOL UNCLAMP DELAY主轴刀具松开延时*637R0539.7ATCSTBATC STANDBYATC准备*638R0540.0A1POT DOWN 刀套落下*639R0540.1A2ARM 60 机械手60度*640R0540.2PRECLPTOOL UNCLAMP WHEN ARM 60 ACTIV 当机械手到60度刀具松开*641R0540.3A3SPINDLE TOOL UNCLAMP 主轴刀具松开*642R0540.4A4ARM 180 机械手180度*64
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
