 焊接是金属连接的主要方法
焊接是金属连接的主要方法

《焊接是金属连接的主要方法》由会员分享,可在线阅读,更多相关《焊接是金属连接的主要方法(8页珍藏版)》请在装配图网上搜索。
1、焊接是金属连接的主要方法。它已成为现代工业生产中的一种重要的金属加工工艺。在管道建设过程中,焊接质量的优劣直接决定着管道能否安全运行。焊接工艺及方法是培养焊接专业高级焊接工艺及方法应用性人才的必修课,焊接工艺及方法课程一般在焊接电工学、焊接工程力学、金属材料及加工工艺等课程后开设,为焊接结构等课程作理论储备。本课程以“应用为目的,必须够用为度”为原则,重点培养学生的施工现场动手焊接操作的能力,施工现场解决焊接技术问题的能力和使学生具备施工现场团结协作的职业道德。 本课程主要讲授焊接专业的电弧焊基础知识、焊条电弧焊、埋弧自动焊、二氧化碳气体保护焊、钨极氩弧焊、熔化极氩弧焊、等离子弧焊接及切割、药
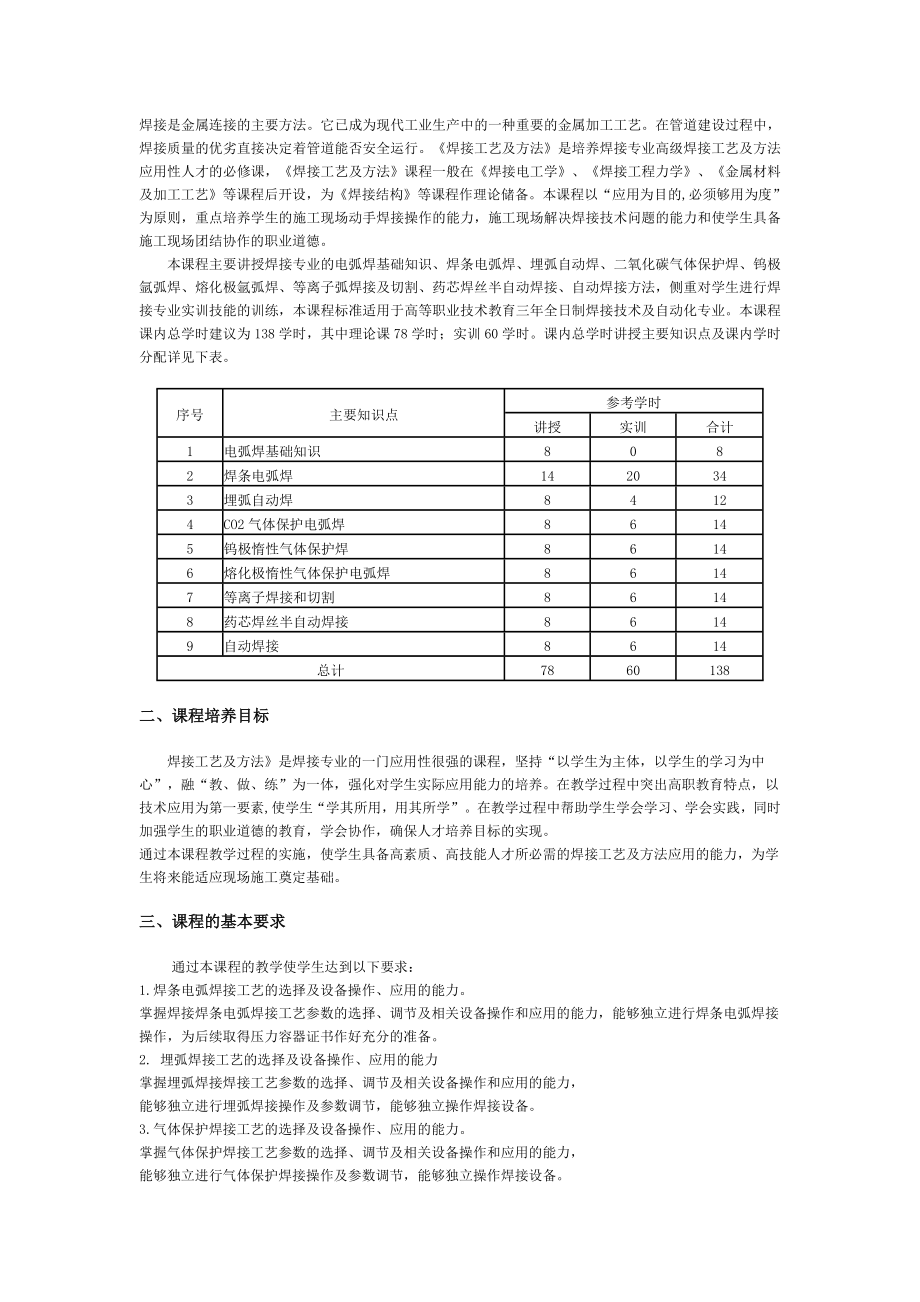
2、芯焊丝半自动焊接、自动焊接方法,侧重对学生进行焊接专业实训技能的训练,本课程标准适用于高等职业技术教育三年全日制焊接技术及自动化专业。本课程课内总学时建议为138学时,其中理论课78学时;实训60学时。课内总学时讲授主要知识点及课内学时分配详见下表。 序号主要知识点 参考学时 讲授 实训 合计 1电弧焊基础知识 8082焊条电弧焊 1420343埋弧自动焊 84124CO2气体保护电弧焊 86145钨极惰性气体保护焊 86146熔化极惰性气体保护电弧焊 86147等离子焊接和切割 86148药芯焊丝半自动焊接 86149自动焊接 8614总计 7860138二、课程培养目标 焊接工艺及方法是焊
3、接专业的一门应用性很强的课程,坚持“以学生为主体,以学生的学习为中心”,融“教、做、练”为一体,强化对学生实际应用能力的培养。在教学过程中突出高职教育特点,以技术应用为第一要素,使学生“学其所用,用其所学”。在教学过程中帮助学生学会学习、学会实践,同时加强学生的职业道德的教育,学会协作,确保人才培养目标的实现。 通过本课程教学过程的实施,使学生具备高素质、高技能人才所必需的焊接工艺及方法应用的能力,为学生将来能适应现场施工奠定基础。 三、课程的基本要求 通过本课程的教学使学生达到以下要求: 1.焊条电弧焊接工艺的选择及设备操作、应用的能力。 掌握焊接焊条电弧焊接工艺参数的选择、调节及相关设备操
4、作和应用的能力,能够独立进行焊条电弧焊接操作,为后续取得压力容器证书作好充分的准备。 2. 埋弧焊接工艺的选择及设备操作、应用的能力 掌握埋弧焊接焊接工艺参数的选择、调节及相关设备操作和应用的能力, 能够独立进行埋弧焊接操作及参数调节,能够独立操作焊接设备。 3.气体保护焊接工艺的选择及设备操作、应用的能力。 掌握气体保护焊接工艺参数的选择、调节及相关设备操作和应用的能力, 能够独立进行气体保护焊接操作及参数调节,能够独立操作焊接设备。 4.药芯焊丝半自动焊接工艺的选择及设备操作、应用的能力。 掌握药芯焊丝半自动焊接工艺参数的选择、调节及相关设备操作和应用的 能力,能够独立进行药芯焊丝半自动焊
5、接操作及参数调节,能够独立操作焊接设备。 5.半自动焊接工艺的选择及设备操作、应用的能力。 掌握半自动焊接工艺参数的选择、调节及相关设备操作和应用的能力,能够独立进行半自动焊接操作及参数调节,能够独立操作焊接设备。 6.气焊气割工艺的选择及设备操作、应用的能力。 掌握气焊、气割工艺参数的选择、调节及相关设备操作和应用的能力,能够进行基本的气焊气割操作及参数调节,能够独立操作焊接设备。四、课内教学内容 1. 电弧焊的基础知识 教学目标掌握气体电离、阴极电子发射、正接、反接的概念; 熟悉电弧的物理本质、电弧的产生和转换的基本规律,以及在焊接中的应用;熟悉电弧力及磁场对电弧的作用;熟悉电弧极性的应用
6、、焊丝的熔化特性、焊丝的熔化速度、熔化系数、熔滴过渡的形式及作用力。 主要学习内容 焊接电弧:焊接电弧的物理基础、电弧的构成及其导电特性、电弧力、 磁场对电弧的作用、电弧的作用、电弧的极性及选择方法; 焊丝的熔化及熔滴过渡:焊丝的加热熔化特性、焊丝的熔化速度、熔化系 数及影响因素、熔滴过渡的主要形式; 焊条电弧焊工艺及设备。 实践活动建议 加强实验和参观,增加感性认识;有条件的还可以辅以多媒体教学的手段,使教学活动生动地进行。 2.电弧焊的基础知识 教学目标 掌握焊条电弧焊的特点及应用范围、焊接材料的选用、工艺参数的选择、焊接技术要点; 掌握焊条电弧焊设备及工具; 掌握焊条电弧焊工艺要点及设备
7、。 主要学习内容 焊条电弧焊的原理及特点; 焊条电弧焊设备及工具; 焊条电弧焊工艺。 实践活动建议 认真贯彻理论联系实际的原则,紧密结合焊接生产实际; 掌握大纲的深广程度,合理处理教材内容; 加强实验和参观,增加感性认识; 有条件的还可以辅以多媒体教学的手段,使教学活动生动地进行。 3. 埋弧自动焊 教学目标掌握埋弧焊的特点及应用范围、焊接材料的选用、工艺参数的选择、焊接技术要点、埋弧自动焊机电路分析; 熟悉埋弧焊的过程、冶金过程、焊缝成型、焊机的维护养与修理。 主要学习内容 埋弧焊的过程特点及应用; 埋弧焊的冶金过程及焊接材料的选用;埋弧焊的焊缝成形及工艺参数选择; 埋弧焊的焊接技术:焊前准
8、备、平板双面对接埋弧焊,单面焊双面成形埋弧焊,环缝和曲面的埋弧自动焊、角焊缝的直弧自动焊厚板、簿板的埋弧自动焊、提高埋弧焊生产效率的途径; 埋弧焊机:焊机的分类和结构、熔化极焊接电弧的自动调节、熔化极电弧的自动调节系统、电弧电压自动调节系统;MZ1000型、MZ11000型埋弧自动焊机使用维护及常见故障的排除。 实践活动建议 认真贯彻理论联系实际的原则,紧密结合焊接生产实际; 掌握大纲的深广程度,合理处理教材内容; 加强实验和参观,增加感性认识; 有条件的还可以辅以多媒体教学的手段,使教学活动生动地进行。 4. CO2气体保护焊 教学目标 CO2气体保护的特点及应用:熔滴过渡特点、冶金特点;
9、掌握CO2气体焊设备、送丝拖动电路原理及焊接工艺参数的选择方法; 了解特种CO2气体保护焊的发展应用。 主要学习内容 CO2电弧焊的特点及其应用:CO2电弧焊的实质和特点、CO2电弧焊的熔滴过渡及工艺特点、CO2电弧焊的飞溅及其防止、CO2电弧焊的应用范围;CO2电弧焊的冶金特点及焊接材料、合金元素的氧化及脱硫、CO2电弧焊的气孔及其防止、CO2气体及焊丝;CO2电弧焊工艺及工艺参数的选择:焊接工艺参数的选择、CO2电弧焊工艺、CO2电弧焊操作技术;CO2电弧焊设备:CO2电弧焊设备的主要组成、CO2电弧焊机电路原理举例,CO2焊机的保养和常见故障排除; 特种CO2电弧焊、药芯焊丝CO2电弧焊
10、、CO2O2混合气体电弧焊、CO2弧点焊。 实践活动建议 认真贯彻理论联系实际的原则,紧密结合焊接生产实际; 掌握大纲的深广程度,合理处理教材内容; 加强实验和参观,增加感性认识; 有条件的还可以辅以多媒体教学的手段,使教学活动生动地进行。 5.钨极氩弧焊 教学目标 掌握氩弧焊特点及应用范围、电流种类和极性的应用、焊接工艺参数的选 择、氩弧焊设备电路。 熟悉氩弧焊的电极和焊枪结构、脉冲钨极氩弧焊。 主要学习内容 氩弧焊的特点应用范围;钨极氩弧焊的电极和焊枪:钨极氩弧焊对电级材料的要求、钨级氩弧焊对电极直径和形状的要求、钨极氩弧焊焊枪; 钨极氩弧焊的电流种类和极性、直流钨极氩弧焊、交流钨极氩弧焊
11、; 钨极氩弧焊工艺:焊前准备、焊接工艺参数的选择、操作技术; 钨极氩弧焊设备:钨极氩弧焊机的一般结构、典型钨机氩弧焊机举例、钨极氩弧焊机的保养和常见故障分析; 脉冲钨机氩弧焊:钨机脉冲氩弧焊的工艺特点,钨机脉冲氩弧焊的工艺 参数及其选择。 实践活动建议 认真贯彻理论联系实际的原则,紧密结合焊接生产实际; 掌握大纲的深广程度,合理处理教材内容; 加强实验和参观,增加感性认识; 有条件的还可以辅以多媒体教学的手段,使教学活动生动地进行。 6. 熔化极氩弧焊 教学目标 掌握熔化极氩弧焊的特点、熔滴过渡形式特点、所用气体、工艺和设备; 了解熔化极脉冲氩弧焊和窄间隙焊。 主要学习内容 熔化极氩弧焊的特点
12、; 熔化极氩弧焊的熔滴过渡形式和特点;熔化极氩弧焊所用气体:对保护气体的要求、纯氩保护存在的问题、几种常用的混合气体 熔化极氩弧焊工艺:焊前准备、焊接工艺参数的选择、操作要求; 熔化极氩弧焊设备:熔化极氩弧焊设备的结构、典型熔化极氩弧焊机介绍; 熔化极脉冲氩弧焊和窄间隙焊:熔化极脉冲氩弧焊,窄间隙焊接。 实践活动建议 认真贯彻理论联系实际的原则,紧密结合焊接生产实际; 掌握大纲的深广程度,合理处理教材内容; 加强实验和参观,增加感性认识; 有条件的还可以辅以多媒体教学的手段,使教学活动生动地进行。 7. 等离子弧焊接和切割 教学目标 了解等离子弧的特性和等离子弧的发射; 熟悉等离子弧的焊接,堆
13、焊及喷涂工艺及设备; 掌握等离子弧切割的工艺和设备; 掌握气焊气割工艺参数的选择、调节及相关设备操作和应用的能力,能够进行基本的气焊气割操作及参数调节,能够独立操作焊接设备。 主要学习内容 等离子弧特性及等离子发生器:等离子弧的形成条件、等离子弧的特点、等离子弧的类型及应用、等离子弧发生器、双弧现象及其影响因素;等离子弧焊接、堆焊及喷涂:等离子弧焊接方法及工艺特点、焊接设备、等离子弧堆焊和喷涂简介;等离子弧切割原理及特点、切割工艺参数选择、提高切割质量的途径、空气等离子弧切割、等离子切割设备。 掌握气焊气割工艺参数的选择、调节及相关设备操作和应用的能力,气焊气割操作及参数调节 。 实践活动建议
14、 认真贯彻理论联系实际的原则,紧密结合焊接生产实际; 掌握大纲的深广程度,合理处理教材内容; 加强实验和参观,增加感性认识; 有条件的还可以辅以多媒体教学的手段,使教学活动生动地进行。 8. 药芯焊丝半自动焊 教学目标 药芯焊丝半自动焊的特点及应用:熔滴过渡特点、冶金特点;掌握药芯焊丝半自动焊设备、送丝拖动电路原理及焊接工艺参数的选择 方法; 了解药芯焊丝半自动焊的发展应用。 主要学习内容 掌握药芯焊丝半自动焊接工艺参数的选择; 药芯焊丝半自动焊接工艺参数的调节; 药芯焊丝半自动焊接的相关设备操作和应用的能力; 能够独立进行药芯焊丝半自动焊接操作及参数调节。 实践活动建议 认真贯彻理论联系实际
15、的原则,紧密结合焊接生产实际; 掌握大纲的深广程度,合理处理教材内容; 加强实验和参观,增加感性认识; 有条件的还可以辅以多媒体教学的手段,使教学活动生动地进行。 9.自动焊接工艺的选择及设备操作、应用的能力 教学目标 自动焊的特点及应用:熔滴过渡特点、冶金特点; 掌握自动焊设备、送丝拖动电路原理及焊接工艺参数的选择方法; 了解自动焊的发展应用。 主要学习内容 掌握自动焊接工艺参数的选择及调节; 相关设备操作和应用的能力; 能够独立进行自动焊接操作及参数调节。 实践活动建议 认真贯彻理论联系实际的原则,紧密结合焊接生产实际; 掌握大纲的深广程度,合理处理教材内容; 加强实验和参观,增加感性认识
16、; 有条件的还可以辅以多媒体教学的手段,使教学活动生动地进行。 五、焊接工艺及方法技能实训 教学目标 实训的目的是通过实训巩固所学的焊接工艺及方法知识,熟悉焊接施工现场所用的各种焊接方法,与所学的理论可相结合,为以后迅速适应焊接工作打好基础。 主要学习内容 手工焊工艺参数的选择及设备安装、调试、操作、维修的能力; 埋弧焊工艺参数的选择及设备安装、调试、操作、维修的能力; 气体保护焊工艺参数的选择及设备安装、调试、操作、维修的能力; 钨极、熔化极氩弧焊参数的选择及设备安装、调试、操作、维修的能力; 等离子切割、焊接工艺参数的选择及设备安装、调试、操作、维修的能力; 药芯焊丝半自动焊参数的选择及设
17、备安装、调试、操作、维修的能力。 自动焊参数的选择及设备安装、调试、操作、维修的能力。 实践活动建议 紧密结合焊接生产实际; 把焊接工艺及方法做为一种专业交流工具; 教学方式要灵活多样。 实训内容 各种焊接方法焊接工艺参数的选择及设备安装、调试、操作、维修的能力; 实训要求及学时分配实训内容一览表 序号 实训项目 具 体 要 求 学时 1分析电路 按照电路图查找电器元件 22焊条电弧焊 设备安装、调试、操作、维修;工艺参数的选择 83埋弧焊 设备安装、调试、操作、维修;工艺参数的选择 84CO2气体保护焊 设备安装、调试、操作、维修;工艺参数的选择 85钨极、熔化极氩弧焊 设备安装、调试、操作
18、、维修;工艺参数的选择 86等离子切割、焊接 设备安装、调试、操作、维修;工艺参数的选择 87药芯焊丝半自动焊 设备安装、调试、操作、维修;工艺参数的选择 88自动焊 设备安装、调试、操作、维修;工艺参数的选择 8机 动 2总 计 60六、评价建议 学生学习效果整体评价除了关注考核结果,更要关注他们在学习过程中的 收获和今后持续发展的能力。应将过程评价和每一个环节的结果评价相结合,定性与定量相结合。同时要考虑学生参与教学活动的程度,独立思考的习惯,解 决专业问题的能力,自我接受新知识的能力和今后持续发展的能力等方面。充分 关注学生的个性差异,发挥评价的激励作用。 建议的考评标准为:平时成绩(理
19、论和实践各10%)20;实训考核35;理论终结考试45;最终成绩建议采用百分制记分法。 七、教学中应注意的几个问题 1教学重点与难点 本课程教学重点是各种焊接方法的实际操作技术和工艺参数的调节,教学难点是焊条电弧焊方法的实际操作技术,在教学过程中应采用实训现场与理论讲授相结合的办法,掌握大纲的深广程度,合理处理教材内容。2.教学资料资源的开发 要注重教材建设,特别是能编写适用的焊接工艺及方法教材,及时为学生提供实训指导、习题指导、试卷样题库等多种学习资料,同时为学生提供参考书目录、技术网站网址、技术手册及相关技术杂志目录,作为学生自主选择学习资料的资源。 3.实践资源充分利用 本课程是实践要求
20、较高的课程,在教学中一定注重理论联系实际,紧密与生产实际相结合,充分发挥学院实训场地的功能,通过课内实训、专题训练活动等环节提高学生的专业技能与动手能力。加强实验和参观,增加感性认识; 4运用互动教学,开拓学生潜能 在教学注重互动教学,倡导学生主动参与,逐步培养学生乐于探究、勤于动手、善于发现问题和讨论问题,具有基本的焊接操作能力和分析结果的能力。有条件的还可以辅以电教育的手段,使教学活动生动的进行。 八、教学参考书 1. 姜焕中电弧焊及电渣焊机械工业出版社 2. 中国机械机械工程学会焊接学会编焊接手册第一卷焊接方法与设备(第2版)机械工业出版社3. 中国机械机械工程学会焊接学会编焊接手册第三
21、卷材料的焊接(第2版)机械工业出版社 4. 俞尚知主编焊接工艺人员手册上海科学技术出版社 5. 雷世明主编焊接方法与设备机械工业出版社 6. 王震征等主编气体保护焊工艺和设备西北工业大学出版社 7. 姜焕中主编电弧焊及电渣焊机械工业出版社 8. 周玉生主编电弧焊机械工业出版社 9. 北京市技术协作委员会编实用焊接手册水利电力出版社 10. 美国焊接学会编焊接手册机械工业出版社 11. 吴志强主编现代焊接方法与设备机械工程师进修大学出版社 12. 陈淦方编著埋弧焊机械工业出版社 13. 殷树言等编气体保护焊工艺哈尔滨工业大学出版社 14. 周兴中主编焊接方法与设备机械工业出版社 15. 天津大学
22、编金属结构的电弧焊机械工业出版社 16. 黄国定编弧焊设备的使用与维护机械工业出版社 17. 卢本等编焊接自动化基础华中工学院出版社 18. 陈祝年编著焊接工程师手册机械工业出版社 19. 李开斌著自动埋弧焊弧长自动控制系统电焊机 20. 赵熹华主编焊接方法与机电一体化机械工业出版社 21. 王震薇等主编气体保护焊工艺及设备西北工业大学出版社 22. 曾乐主编现代焊接技术手册上海科学技术出版社 23. 吴志强主编现代焊接方法与设备机械工程师进修大学出版社 24. 沈世瑶主编焊接方法与设备第三分册机械工业出版社 25. 陈金方埋弧焊机械工业出版社 26. 张修智等编气体保护焊电力工业出版社 27
23、. 毕惠琴主编弧焊电源机械工业出版社 九、附录 课外训练活动课题 课题1:各种焊接方法动手操作焊接一个试板,各自评判; 课题2:针对部分焊接试件的典型焊接缺陷进行讲评。 2术语 焊接;电弧;破坏性检验;低氢型焊条;自动焊;焊接性;埋弧焊;气体保护电弧焊;对接接头。 3专业英语 焊接:welding; 电弧: arc; 破坏性检验: destructive test; 低氢型焊条:hydrogen controlled electrode; 自动焊:automatic welding; 焊接性:weldability; 埋弧焊: submerged arc welding; 气体保护电弧焊:gas shielded metal arc welding;对接接头:butt joint。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
