 焊接工艺指导书1
焊接工艺指导书1

《焊接工艺指导书1》由会员分享,可在线阅读,更多相关《焊接工艺指导书1(12页珍藏版)》请在装配图网上搜索。
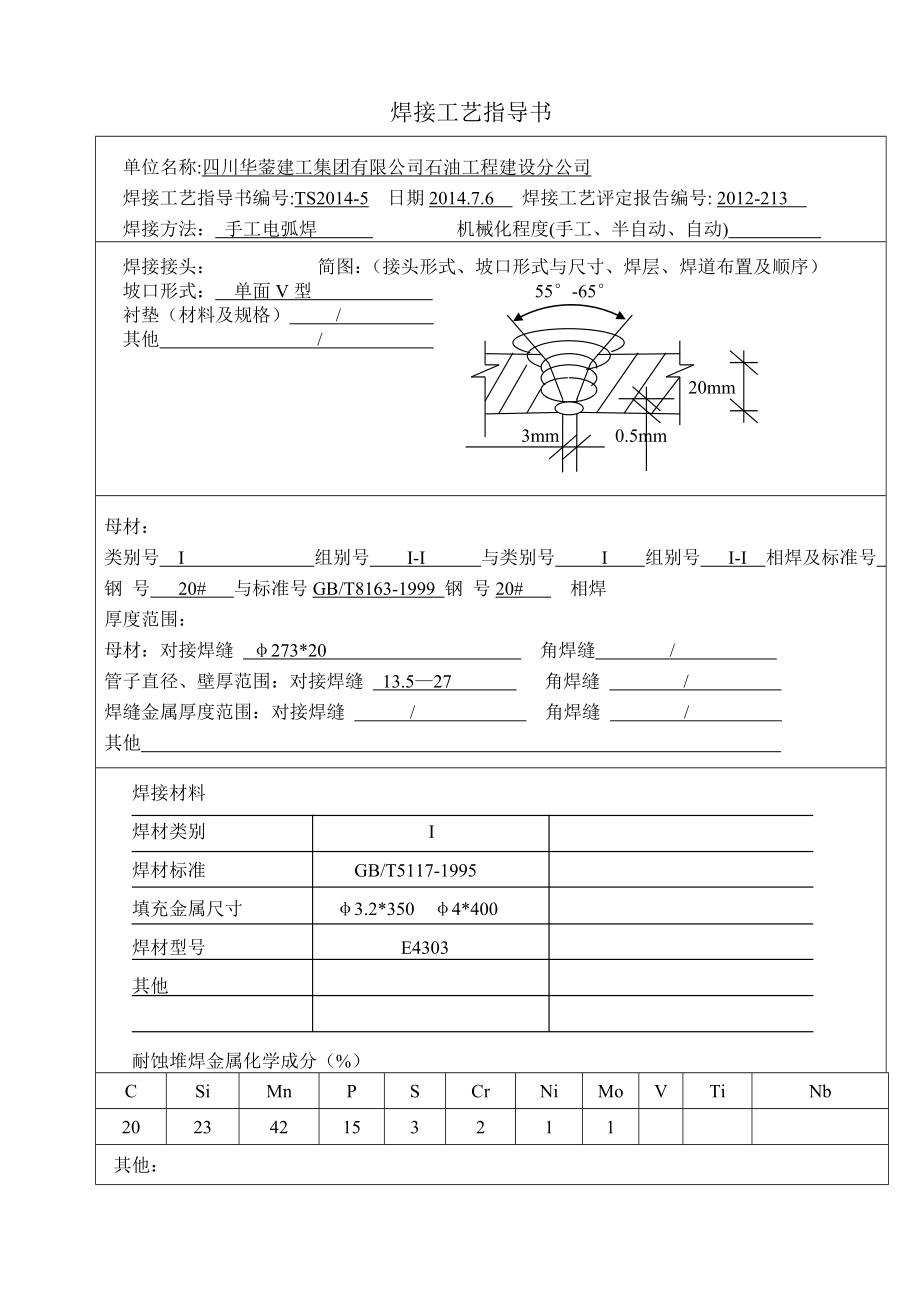
1、焊接工艺指导书单位名称:四川华蓥建工集团有限公司石油工程建设分公司焊接工艺指导书编号:TS2014-5 日期2014.7.6 焊接工艺评定报告编号: 2012-213 焊接方法: 手工电弧焊 机械化程度(手工、半自动、自动) 焊接接头: 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式: 单面V型 55-65衬垫(材料及规格) / 其他 / 20mm 3mm 0.5mm母材:类别号 I 组别号 I-I 与类别号 I 组别号 I-I 相焊及标准号 GB/T8163-1999 钢 号 20# 与标准号GB/T8163-1999 钢 号20# 相焊厚度范围:母材:对接焊缝 273*2
2、0 角焊缝 / 管子直径、壁厚范围:对接焊缝 13.527 角焊缝 / 焊缝金属厚度范围:对接焊缝 / 角焊缝 / 其他 焊接材料焊材类别 I焊材标准 GB/T5117-1995填充金属尺寸 3.2*350 4*400焊材型号 E4303其他耐蚀堆焊金属化学成分(%)CSiMnPSCrNiMoVTiNb202342153211其他:焊接位置: 对接焊缝的位置水平固定 焊接方向: 向上 角焊缝位置/焊接方向:(向上、向下)/焊后热处理:温度范围()/保温时间(h)/ 预热:预热温度()(允许最低值) 100150层间温度()(允许最低值) 150 保持预热时间 min 加热方式 烤把加热 气体
3、气体种类 混合比 流量(L/min) 保护气 / / / 尾部保护气 / / / 背面保护气 / / / 电特性电流种类: 直流 极性: 反接 焊接电流范围(A): 90-170 电弧电压(V) 23-36 (按所焊位置和厚度,分别列出电流和电压范围,记入下表)焊道/焊层焊接方法填充材料焊接电流电弧电压(V)焊接速度(cm/min)线能量(kJ/cm)牌号直径极性电流(A)1手工电弧焊E43033.2反接85105233210122手工电弧焊E43033.2反接85120233210143手工电弧焊E43033.2反接100145233412154手工电弧焊E43033.2反接10014523
4、3412155手工电弧焊E43033.2反接100145233412156手工电弧焊E43034.0反接13017030361418钨极类型及直径 / 喷嘴直径(mm) / 熔滴过渡形式 / 焊丝送进速度(cm/min) / 技术措施:摆动焊或不摆动焊: 摆动 参数: 微摆 焊前清理和层间清理: 干净 背面清根方法: 磨光机清理 单道焊或多道焊(每面) 多层焊 单丝焊或多丝焊:单丝 导电嘴至工件距离(mm) / 锤击: / 其他:编制钟友卓日期2014.7.6审核王继仁日期2014.7.6批准王继仁日期2014.7.6焊接工艺评定报告单位名称:四川华蓥建工集团有限公司石油工程建设分公司焊接工艺
5、指导书编号:TS2004-10 日期2014.7.6 焊接工艺评定报告编号: 2005-247 焊接方法: 手工电弧焊 机械化程度(手工、半自动、自动) 接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度) 55-65 20mm 3mm 0.5mm母材:材料标准: GB/T8163-1999 钢号: 20# 类、组别号:I-I 与类、组别号:I-I 相焊厚度: 20 直径: 273 其他: / 焊后热处理:热处理温度()保温时间(h):气体 气体种类 混合比 流量(L/min) 保护气 / 尾部保护气 / 背面保护气 / 填充金属:焊材标准: GB/T8163-1999 焊
6、材牌号: E4303 焊材规格: 3.2*350 4.0*400 焊缝金属厚度: 18 其他: 电特性:电流种类: 直流 极性: 反接 钨极尺寸: / 焊接电流(A): 90170 电弧电压(V): 2336 其他: 焊接位置:对接焊缝位置:水平固定 方向:向上 角焊缝位置: / 方向:(向上、向下)技术措施:焊接速度(cm/min): 2336 摆动或不摆动: 摆动 摆动参数: 微摆 多道焊或单道焊(每面) 多层焊 多丝焊或单丝焊: 单丝 其他: / 预热:预热温度() 100150 层间温度() 150 其他: / 拉伸试验 试验报告编号:2014247试样编号试样宽度(mm)试样厚度(m
7、m)横截面积(mm2)断裂载荷(mm)抗拉强度(N/mm2)断裂部位和特征2014-247475母材2014-247480母材冲击试验 试验报告编号: 2014-247试样编号dmm面弯(mm)dmm背弯2014-24740180合格40180合格2014-24740180合格40180合格刻槽锤断 试验报告编号: 2005-247试件编号试样尺寸缺口类型试验位置试验温度()冲击吸收功(J)平均值2014-24710*10*55焊缝区常温323510*10*553210*10*55402014-24710*10*55热影响区常温12813110*10*5513210*10*55132刻槽锤断
8、试验报告编号: 2014-247试件编号断口缺陷2014-247合格2014-247合格无损检验RT: II级 UT: / MT: / PT: / 其他: 耐蚀堆焊金属化学成分(重量%)CSiMnPSCrNiMoVTiNb202342153211分析表面或取样开始表面至熔合线的距离(mm): 附加说明:结论:本评定按GB50236-98规定焊接试件、检验试样,测定性能,确认试验记录正确评定结果: 合格 焊工姓名焊工代号施焊日期2005.4.26编制钟友卓日期2014.5.6审核王继仁日期2014.5.6批准日期2005.5.6焊接表面质量检查报告 试件规格:273*20mm、材质20# 201
9、4年7月6 日序号焊工代号焊接日期不允许缺陷焊口综合评级裂纹气孔夹渣熔合性飞溅咬边及边缘不满表面加强高度表面凹陷、弧坑接头错口深度长度高度深度长度错位值焊缝宽度1192 2005.4.5无无无无无无1.01.8无无0.32426合格 主管: 审核: 检查:焊接工艺指导书单位名称:四川华蓥建工集团有限公司石油工程建设分公司焊接工艺指导书编号: 0501 日期2014.7.6 焊接工艺评定报告编号: L2014-012 焊接方法: 手工电弧焊 机械化程度(手工、半自动、自动) 焊接接头: 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式: 单面V型 6575衬垫(材料及规格) /
10、其他 / 4mm 2mm 0.5mm母材:类别号 I 组别号 I-I 与类别号 I 组别号 I-I 相焊及标准号 GB/T8163-1999 钢 号 20# 与标准号GB/T8163-1999 钢 号20# 相焊厚度范围:母材:对接焊缝 114*4 角焊缝 / 管子直径、壁厚范围:对接焊缝 1.58 角焊缝 / 焊缝金属厚度范围:对接焊缝 / 角焊缝 / 其他 焊接材料焊材类别 I焊材标准 GB/T5117-1995填充金属尺寸 2.5*300 3.2*350焊材型号 E4303其他 /耐蚀堆焊金属化学成分(%)CSiMnPSCrNiVTiNb22234791611 其他:焊接位置: 对接焊缝
11、的位置水平固定 焊接方向:向上 角焊缝位置/焊接方向:(向上、向下)/焊后热处理:温度范围()/保温时间(h)/ 预热:预热温度()(允许最低值) / 预热温度()(允许最低值) / 保持预热时间 / 加热方式 / 气体 气体种类 混合比 流量(L/min) 保护气 尾部保护气 背面保护气 电特性电流种类: 直流 极性: 反接 焊接电流范围(A): 70-100 电弧电压(V) 22-26 (按所焊位置和厚度,分别列出电流和电压范围,记入下表)焊道/焊层焊接方法填充材料焊接电流电弧电压(V)焊接速度(cm/min)线能量(kJ/cm)牌号直径极性电流(A)1层手工电弧焊E43032.5反接70
12、9022248102层手工电弧焊E43033.2反接8010022261012钨极类型及直径 / 喷嘴直径(mm) / 熔滴过渡形式 / 焊丝送进速度(cm/min) / 技术措施:摆动焊或不摆动焊: 摆动 参数: 微摆 焊前清理和层间清理: 干净 背面清根方法: 磨光机清理 单道焊或多道焊(每面) 多层焊 单丝焊或多丝焊:单丝 导电嘴至工件距离(mm) / 锤击: / 其他:编制日期2014.7.6审核日期2014.7.6批准王继仁日期2014.7.6焊接工艺评定报告单位名称:四川华蓥建工集团有限公司石油工程建设分公司焊接工艺指导书编号: Q/XZJ-ZD/SY 2005-066 焊接工艺评
13、定报告编号: 6501 焊接方法: 手工电弧焊 机械化程度(手工) 接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度) 55-65 2 11111111 4mm 2mm 0.5mm母材:材料标准: GB/T8163-1999 钢号: 20# 类、组别号:I-I 与类、组别号:I-I 相焊厚度: 4 直径: 114 其他: / 焊后热处理: 热处理温度() 保温时间(h): 气体 气体种类 混合比 流量(L/min) 保护气 / 尾部保护气 / 背面保护气 / 填充金属:焊材标准: GB/T5117-1995 焊材牌号: E4303 焊材规格: 2.5*300 3.2*35
14、0 焊缝金属厚度: 4 其他: 电特性:电流种类: 直流 极性: 反接 钨极尺寸: / 焊接电流(A): 70100 电弧电压(V): 2226 其他: 焊接位置:对接焊缝位置:水平固定 方向:向上角焊缝位置: / 方向:(向上、向下)技术措施:焊接速度(cm/min): 812 摆动或不摆动: 摆动 摆动参数: 微摆 多道焊或单道焊(每面) 多层焊 多丝焊或单丝焊: 单丝 其他: / 预热:预热温度() / 层间温度() / 其他: / 拉伸试验 试验报告编号:L2014012 试样编号试样宽度(mm)试样厚度(mm)横截面积(mm2)断裂载荷(mm)抗拉强度(N/mm2)断裂部位和特征20
15、14-012495母材2014-013505母材弯曲试验 试验报告编号: L2014-013试样编号dmm面弯(mm)dmm背弯2014-01216180合格16180合格2014-01316180合格16180合格刻槽锤断 试验报告编号: L2014-013试件编号断口缺陷2014-012合格2014-013合格无损检验RT: II级 UT: / MT: / PT: / 其他: 耐蚀堆焊金属化学成分(重量%)CSiMnPSCrNiMoVTiNb22234791611分析表面或取样开始表面至熔合线的距离(mm): 附加说明:结论:本评定按GB50236-98规定焊接试件、检验试样,测定性能,确认试验记录正确评定结果: 合格 焊工姓名焊工代号192施焊日期2014.7.6编制日期2014.7.6审核王继仁日期2014.7.6批准日期2005.4.29焊接表面质量检查报告 试件规格:273*20mm、材质20# 2014年7月6日 编号:05序号焊工代号焊接日期不允许缺陷焊口综合评级裂纹气孔夹渣熔合性飞溅咬边及边缘不满表面加强高度表面凹陷、弧坑接头错口深度长度高度深度长度错位值焊缝宽度12014.7.6无无无无无无1.22.0无无0.3911合格 主管: 审核: 检查:
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
