 表面工程技术的作用
表面工程技术的作用

《表面工程技术的作用》由会员分享,可在线阅读,更多相关《表面工程技术的作用(5页珍藏版)》请在装配图网上搜索。
1、表面工程技术的作用表面工程技术的作用是多种多样的,但其最重要的作用为提高金属机件的耐蚀性、耐磨性及获得电、磁、光等功能性表面层。1)腐蚀保护性即可以提高基体材料的耐大气、海洋大气、天然水及某些酸碱盐的腐蚀作用。例如若在钢构件上喷涂一层8515A115合金,可使构件在海水中耐腐蚀20-40年。2)抗磨性 包括抗磨粒磨损、粘着磨损、疲劳磨损、腐蚀磨损、冲蚀磨损等。例如若在刀 具表面镀上一层 TiC、TiN或AI2O3薄膜,成为防止钢屑粘结的表面薄层,从而提高刀 具寿命3-6倍。3)电性能 包括绝缘性、导电性等。4)耐热性包括抗高温氧化、热疲劳等性能。5) 光学特性 包括反光性、光选择吸收性、吸光性
2、等性能。6)电磁特性 包括磁性、半导体性、电磁屏蔽性等性能。7) 密封性。8)装饰性包括染色性、光泽性等性能。9)其它表面特性诸如耐疲劳性、保油性、可焊接性等性能。表面技术的应用使基体材料表面具有原来没有的性能,这就大幅度地拓宽了材料的应用领域,充分发挥了材料的潜力。举例如下:1)可用一般的材料代替稀有的、昂贵的材料制造机器零件,而不降低甚至超过原机件的质量。2)可以把两种以上的材料复合,各取所长,解决单一材料解决不了的问题。3)延长在苛刻条件下服役机件的寿命。4)大幅度提高现有机件的寿命。5)赋予材料特殊的物理、化学性能,有助于某些尖端技术的发展。6)可成功地修复磨损、腐蚀的零件。表面工程技
3、术的分类表面工程技术目前还没有统一的分类办法,但一般均认为表面工程技术包括表面涂镀技术、表面扩渗技术和表面处理技术三个领域。表面涂镀技术是将液态涂料涂敷在材料表面,或者将镀料原子沉积在材料表面,从而获得晶体结构、化学成分和性能有别于基体材料的涂层或 镀层,此类技术有有机涂装、热?镀、热喷涂、电镀、化学镀和气相沉积等;表面扩渗技术 是将原子渗入(或离子注入)基体材料的表面,改变基体表面的化学成分,从而达到改变其性能,它主要包括化学热处理、阳极氧化、表面合金化和离子注入等;表面处理技术是通过加热或机械处理,在不改变材料表层化学成分的情况下,使其结构发生变化,从而改变其性能,常用的表面处理技术包括表
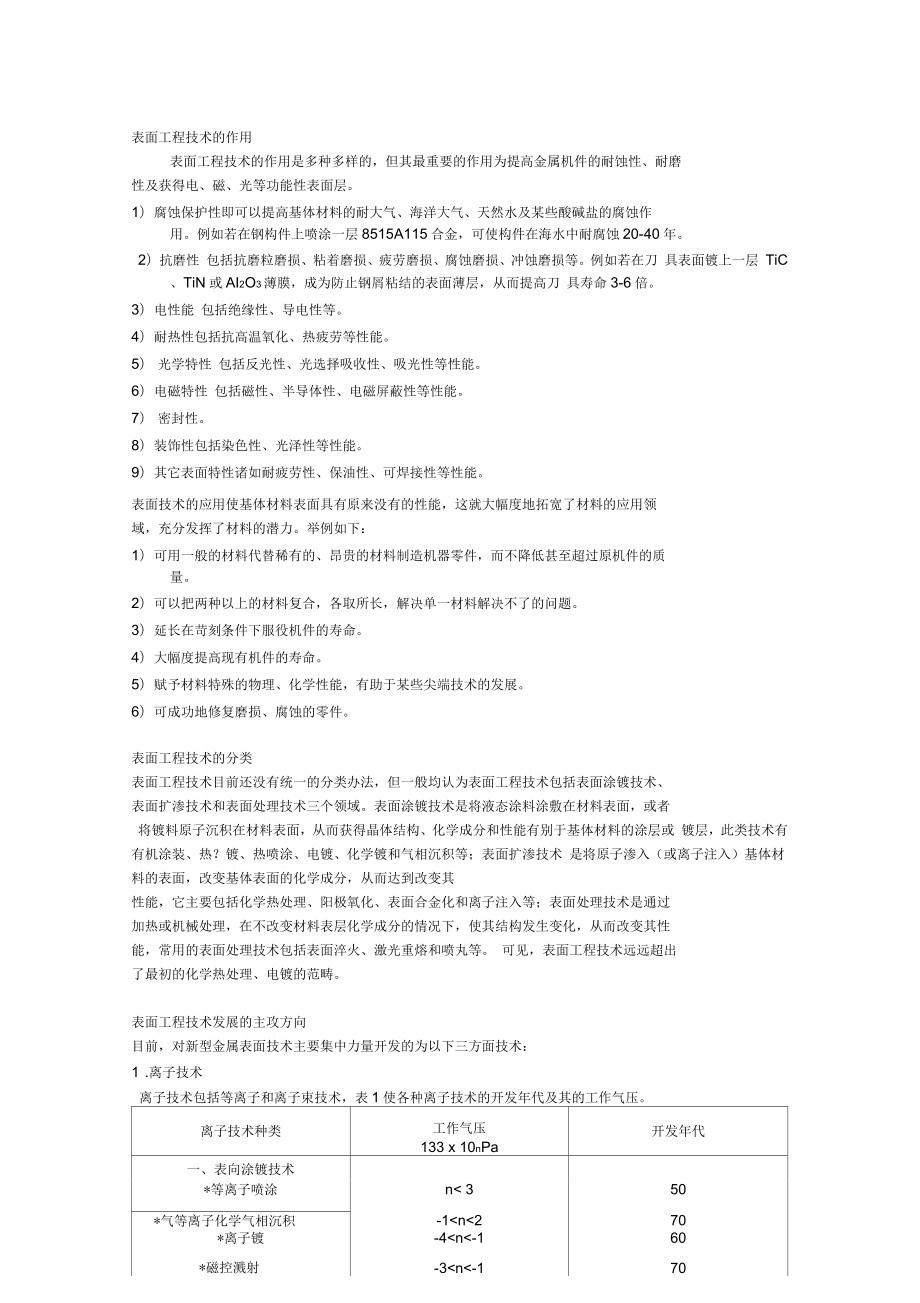
4、面淬火、激光重熔和喷丸等。 可见,表面工程技术远远超出了最初的化学热处理、电镀的范畴。表面工程技术发展的主攻方向目前,对新型金属表面技术主要集中力量开发的为以下三方面技术:1 .离子技术离子技术包括等离子和离子束技术,表1使各种离子技术的开发年代及其的工作气压。离子技术种类工作气压133 x 10nPa开发年代一、表向涂镀技术*等离子喷涂n 350*气等离子化学气相沉积-1n270*离子镀-4n-160*磁控溅射-3n-170离子束镀n-5离子束辅助镀n-5寸 IT J口n3一、表面改性技木*离子注入n-570离子束共混n-5*离子化学热处埋-1n130三、表向处理技术-2n-1等离子刻蚀辉光
5、放电退火n2注:有*号者已在金属材料领域中实用化2 .激光技术3 .激光熔融随着机械加工工业水平的提高,对刀具提出了新的要求。除了传统的提高使用寿命外还 要求减少切削时污染,尽可能使用干切削。若不能取消切削液则希望其中只含防锈剂而无有 机物,这样可以使循环回收的成本大为降低。由于切削工具种类很多,选用陶瓷刀具或镀层又取决于刀具的工作状态。车削和钻孔不同,铳刀又应考虑其断续冲击的特点。本文就刀具镀层发展过程及今后的要求,结合我们所作的研究对这一领域的发展作一概述。切削加工的现状切削加工是金属材料最基本的成型手段之一,在一个国家的机械制造业中起着举足轻重的作用。据美国统计,目前每年用于切削加工的费
6、用在1000亿美元以上,切削加工创造的总产值为5580亿美元。据1991年的统计资料,我国拥有的金属切削机床为300多万台,所创造的总产值为 1000多亿元。随着工业产品的技术水平日益提高,新材料尤其是难加工材料(如高强度、高抗磨性、低导热系数材料等)相继出现,从而迫使人们不断寻找新的切削材料,促进了刀具材料的发 展。进入20世纪以来,新的刀具材料不断涌现 (高速钢、硬质合金、金属陶瓷和立方氮化硼 等),从而使切削加工技术有了很大发展。镀层刀具材料是在刀具材料(如硬质合金、高速钢等)的基体上,用气相沉积的方法沉积 一层几微米厚的高硬度、高耐磨损性的镀层。这种刀具材料既有基本的韧性、又有很高的硬
7、度,因而性能优异。从二十世纪八十年代中期开始,随着等离子体技术在镀层技术中的迅速发展,先进国家逐渐推广应用,开发了纳米、非晶等多种硬质镀层。据统计国外一半以上刀 具已采用了镀膜,模具的镀膜比例也在逐年增加。刀具磨损的主要原因在金属切削加工过程中, 刀具与工件之间发生了强烈的摩擦、热和化学作用,使得刀具切削部分逐渐磨损或局部破损,最终失去切削能6-9。工件材料中的硬质点,如各种碳化物、氧化物等,在刀具表面刻划沟纹而造成的磨粒磨损;在足够大的切削力和切削温度作用下,刀具材料与工件、切屑发生粘结现象(冷焊)。粘结点逐渐地被工件或切屑剪切、撕裂而带走,发生粘结磨损。电化学性质相近的金属,粘结倾向越大;
8、刀具与工件、切削的接触面,在高温下双方金属中的化学元素从高浓度向低浓度处迁移,这种固态下元素相互迁移而造成的刀具磨损称为扩散磨损;切削温度过高,切削刃处材料易被氧化,形成氧化膜,导致氧化磨损;刀尖负荷过大以及刃口热裂纹造成的崩刃等。基于以上原因,导致刀具很快发生磨损、氧化、崩刃和变钝从而失效。由于材料磨损主要发生在表面,因此在表面镀上一层硬度高、耐磨损、化学性能稳定、不易氧化、抗粘结性 好、和基体附着牢固的硬质镀层,对于改善刀具的切削性能,提高刀具的耐用度效果明显。气相沉积技术简介和其在硬质镀层上发展及应用气相沉积技术利用气相之间的反应,在材料或者制品表面沉积各种成分、形式的薄膜, 从而使材料
9、或者制品获得所需的各种优异性能。一般可以将其分成两大类:化学气相沉积 (Physical Vapor Deposition)和物理气相沉积(Chemical Vapor Deposition) 1,10硬质镀层首先是用 CVD技术进行沉积的3。1890年,德国的Erlwein利用化学气相沉 积技术首先在白炽灯丝上形成TiC11。后Arkel在灯丝上用CVD方法制备出高熔点金属碳化物薄膜12。1900年,Balzers制备出金属氮化物 CrN ,当时他称之为 BALINIT D-CrN 13。 然而,直到1952年莱茵金属公司才在 Fe基材料上成功地制备出具有良好结合力的硬质TiC镀层。CVD技
10、术真正应用于工模具表面改性,则始于 1969年14,到1970年瑞典,美国, 德国等工模具制造公司纷纷开始大规模镀层工具的研究与生产。化学气相沉积具有绕镀性 好,膜基结合强度高,膜层质量稳定,易于大规模生产等优点。但由于 CVD沉积工艺温度 高(900-1000 C),超过了常规工模具钢的回火温度,一般多用于硬质合金工模具的表面镀层 制备。但近年来的研究发现CVD处理的高温也会使硬质合金组织发生变化,性能下降15。此外,CVD易于造成环境的污染,使其应用范围受到一定程度的限制。由于CVD技术的这些缺点推动了PVD技术的发展。这种镀膜技术无公害、节能、沉积温度较低,其沉积工艺温度通常低于高速钢的
11、回火温度,从而避免了高速钢镀膜后的二次热处理,节省了能源,降低了废品率,能很好地满足工业生产地要求。现在工模具PVD技术中常用的离子镀最早是由D.M.Mattox于1963年提出并付诸实现的16。随后各种离子镀技术(多弧离子镀、溅射离子镀、活性反应离子镀等) 逐渐发展和完善,始于60年代初Bell 实验室和 WE公司利用溅射方法制取集成电路上的Ta膜,从而开始了它在工业上的应用。特别是1974年,J.Chapin发明了磁控溅射技术,使高速、低温溅射成为现实17。由于磁控溅射的日臻完善,使其能以崭新的面貌出现在技术和工业领域中。早期溅射镀膜最大缺点是溅射速率较低,与蒸镀相比要低一个数量级磁控溅射
12、由于其高效的特点,得到大家的重视,传统的磁控溅射由于采用了辅助磁场,5,10此人们一直在 并迅速被应用到工业 通过控制电子的运动轨迹,一;二JIrlLs磁控溅射基本原理及发展寻找一种高速溅射源。生产中。与二级溅射相比,增加了气体的离化率,降低工作气压,提 高离子电流密度,不仅提高了沉积速度, 而且镀层质量也较好2,5。图1.1为平面型 磁控溅射的原理图。在过去的十几年里,由于市场不断增 长的需求,传统的磁控溅射难以满足要求。 非平衡磁控溅射,闭合场非平衡磁控溅射 等24,25新型的磁控溅射技术已成为众多科图1.1平面磁控溅射原理5Fig.1.1 Schematic of magnetron a
13、rrangement研工作者的研究对象。图 1.2中为传统磁控溅射、非平衡磁控溅射和闭合场磁控溅射的原理 图。非平衡磁场分布将磁场区域延伸到基体的表面;闭合场磁场分布形成了闭合的磁场线,阻止电子流失到炉壁因而极大地提高了离子电流密度,离子轰击效果增强,可获得更佳的镀层质量。并且目前也有将磁控溅射和离子镀相结合的磁控溅射离子镀,如Teer公司的非平衡磁控溅射离子镀设备,进一步提高了离子电流密度。CD 1ICD 2-10 闻比用吁Convenlional MagnairanUntralanc&d MagnelronICO 5-20 mAcm*2CI&Md-Fied Unbalanced Magne
14、tron24图1.2传统磁控溅射、非平衡磁控溅射及非平衡闭合场磁控溅射原理图Fig.1.2 Theoretic diagram of conventional magnetron sputtering, unbalance magnetron sputtering and unbalance close-magnetic field sputtering采用闭合场非平衡磁控溅射离子镀技术对于工业生产而言具有独特的优势:1)非平衡磁控溅射离子镀设备具有优良的稳定性和可重复性,适于大规模生产;2)非平衡闭合磁场提高了气体离化率,可在较低的气压、基体偏压下获得高离子电流密度。提高了膜基结合强度,而膜基结合强度的提高使工模具能够承受更高的工作速度与负荷,提高工作效率且延长其使用寿命;3)镀层性能优异,膜层致密、空洞少、晶粒细小,机械性能好,且均匀性好;4)靶材和气源可以方便更换,工艺参数易于控制,有利于研制具有优良性能的新型膜层, 如化合物膜、合金膜、梯度膜和多层膜等。目前利用非平衡磁控溅射离子镀技术对工模具等 进行表面改性已得到广泛应用,并且越来越受到世界各国的重视。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
