 变压吸附(PSA)操作规程
变压吸附(PSA)操作规程

《变压吸附(PSA)操作规程》由会员分享,可在线阅读,更多相关《变压吸附(PSA)操作规程(13页珍藏版)》请在装配图网上搜索。
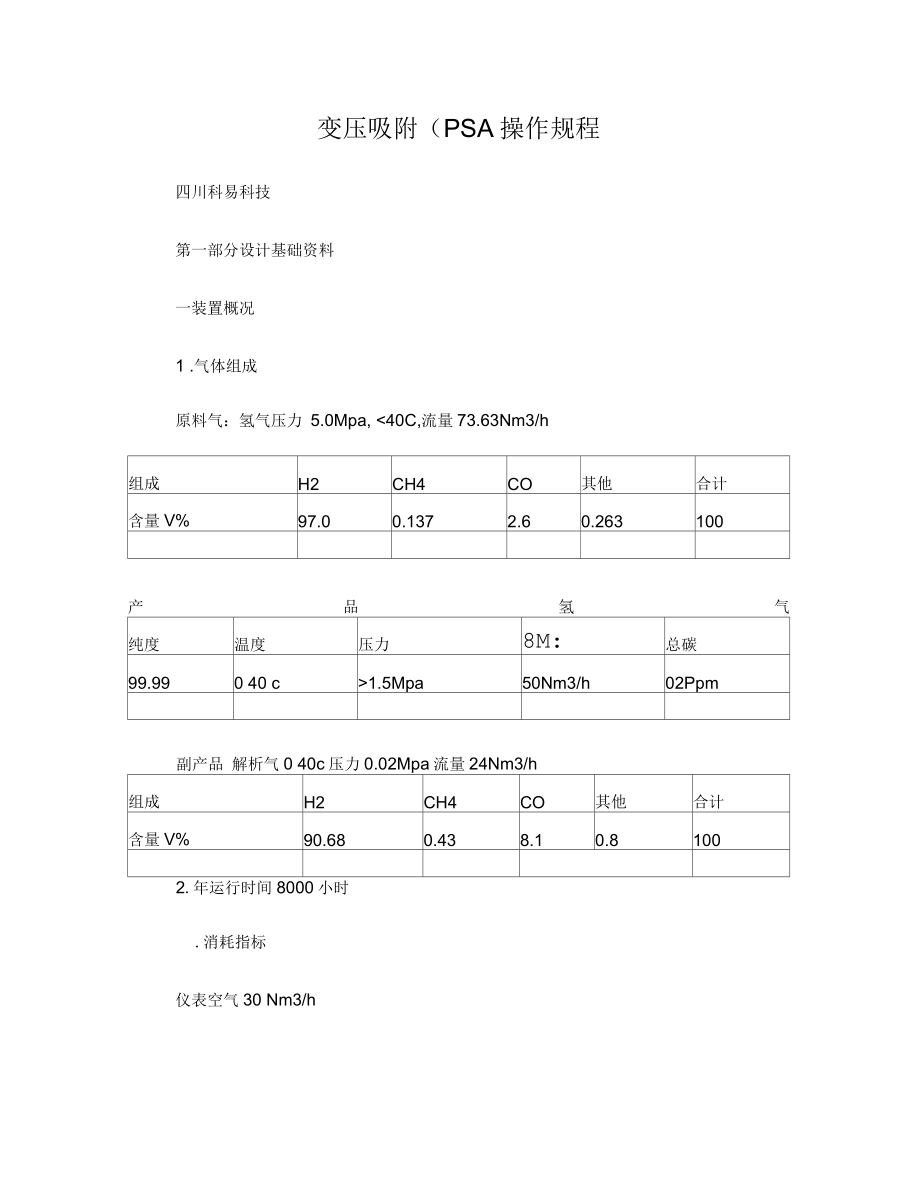
1、变压吸附(PSA操作规程四川科易科技第一部分设计基础资料一装置概况1 .气体组成原料气:氢气压力 5.0Mpa, 1.5Mpa50Nm3/h02Ppm副产品 解析气0 40c压力0.02Mpa流量24Nm3/h组成H2CH4CO其他合计含量V%90.680.438.10.81002.年运行时间8000小时.消耗指标仪表空气30 Nm3/h置换用氮气 (间断使用)50Nm3/h三.排放物解析气24 Nm3/h第二部分生产工艺介绍一生产工艺原理变压吸附工艺的原理是利用所采用的吸附剂对不同组分的吸附容量随着压力 的不同而呈现差异的特性,在吸附剂的选择吸附条件下,加压吸附原料气中的杂质 组分,弱吸附组
2、分H2等通过床层由吸附器顶部排出,从而使氢气与杂质分离。减 压时被吸附的杂质组分脱附,同时吸附剂获得再生。吸附器内的吸附剂对杂质的吸附是定量的,当吸附剂对杂质的吸附达到一定 量后,杂质从吸附剂上能有效的解吸,使吸附剂能重复使用时,吸附分离工艺才有 实用意义。故每个吸附器在实际过程中必须经过吸附和再生阶段。对每个吸附器而 言,制取净化气的过程是间歇的,必须采用多个吸附器循环操作,才能连续制取氢 气。本装置采用四塔流程,简称4 12/P工艺,即采用四个吸附器,单塔进 料,二次均压,冲洗解吸循环操作工艺,由程序控制器控制其程控阀门的动作进行 切换,整个操作过程都是在环境温度下进行。.工艺流程简述来自
3、界外的原料气温度04 0C。压力5 . 0Mp a,经调节阀(PCV 2 0 1)减压至1 . 6 Mp a后进入原料气缓冲罐(V 2 0 1 ),压力稳定后进入 与四个吸附器(T 0 2 0 1 AD)及一组程控阀组成的变压吸附系统。变压吸附系统采用四塔操作,经过吸附、二次均压降、顺放、逆放、冲洗、 二次均压开、终充等工艺流程。原料气自上而下通过其中正处于吸附状态的吸附 器,由其内部的吸附剂进行选择性的吸附,原料气中大部分H2组分在经过吸附气 后未被吸附,在吸附压力下从吸附器顶端流出,得到合格的产品气,经调节阀(P CV- 2 0 2 )调节后进入氢气缓冲罐(V 0 2 0 2 ),缓冲稳压
4、后经转子流量计 (F IQ-2 0 1)计量,用管道直接送出界外。大部份杂质被吸附在吸附剂上, 通过减压被吸附的杂质脱附(解吸气),吸附剂得到再生。解吸气直接用管道输出 界外。其余三塔分别进行其他步骤的操作,四个塔交替循环工作,时间上互相错 开,以此达到原料气不断输入,产品气不断输出的目的。日三.生产控制及主要参数1.程控时间设置变压吸附过程执行时间(S )工作压力(M p a )吸附(A)2 4 01 . 6一均降(E I D)3 01 . 6 -0 . 9 9顺放(P P )1 8 00 . 9 9-0 . 7 4二均降(E 2 D)3 00 . 7 40. 3 8逆放(D)3 00 .
5、3 8-0 . 0 2冲洗(P)1 8 00 . 2二均升(E 2 R)3 00 . 2 -0 . 3 8一均升(E 1 R)3 00 . 3 8-0 . 9 9终充(F R)2 1 00 . 9 9 1 . 6周期9 6 02 .吸附剂的装填及数量设备位号吸附剂型号堆比重kg/m 3单塔容积m3/台单塔用量K g/台装填总用量K g备注T 0 2 01 ADCNA1337500.1290360球状灰红色 623第三部分技术操作规程位.岗位任务向下游工序提供高纯度的氢气二.管辖范围前承1 7工号到制氢间第一道阀门,后到产品气最后一道截止阀。该区域内 的所有机、电、仪、管道、阀门均为本工号的管辖
6、内容。日三.操作规程(一)开车1.1 开车前的准备公用工程已具备(氮气、仪表空气、电等)各类仪表、安全阀均已按要求调试合格。程控阀、调节阀均已调试合格。检查装置在安装或检修、吹扫置换期间临时设置的盲板及其他临时性设施 均已拆除彻底。在低压下用氮气气密工作已完成。1.2 开车应具备条件程序的执行时间均已设置完成。空负荷及带负荷调试完毕,每一步骤个程控阀、调节阀开关正确。检查程序控制报警连锁系统正常。确认所有阀门均处于停车状态,现场导淋均已关闭1.3 开车步骤 打开 V 202、V203、V207、V208、V210、V211、V 2 1 5、V 2 1 7 .稍开V 2 18.启动P SV程序控
7、制器。打开置换氮气截止阀V 2 2 1、V 2 2 2 ,确认程控及调节阀动作正常。氮置换约2 h后,关闭V 2 2 1、V 2 2 2。缓慢打开V 2 0 1,控制P I 2 1 2压力在1. 6Mpa, FI201流 量在5 0 Nm3/h以下,同时注意P I 2 1 7压力,以防氢气用入氮气管线。用洗衣粉水对装置的每个法兰作查漏工作(每次开车)。装置运行1 h后,即通知分析从A p 2 1 3取样。热分析和个,即缓慢打开V2 1 3 ,同时缓关V2 1 8至全关,向用户送日(二)停车1短期停车停止向用户提供氢气。全关 V 2 17 6、V 2 1 7 4 ,打开 V 2175、V 2 1
8、 7 3 .全关V 2 0 1。观察装置压力降至0 . 5 M p a以下时,打开V 2 2 1、V 2 2 2对装置 进行置换。2长期停车同短期停车。氮置换约2 h后,关闭V 2 2 1、V 2 2 2。程序控制器停止运行。关闭V 2 13.检查现场各阀门处停车状态。3紧急停车3 . 117工号停车时按短期停车处理。3 . 2空分装置停车时,同短期停车,因无氮气,暂不置换,但要做好记录,开车时须认真置换。3 . 3停电、仪表气断和空分停车处理步骤一样 4 .操作要点新制氢装置投用后将和旧装置并联运行,现场用两道截止阀隔离,新制氢给 R期提量提供氢气,旧制氢给I期提氧提供氢气。在每个制氢装置故
9、障时,由另一 台给两期提量提供氢气。两套装置之间用截止阀隔开。四 .注意事项1 .防火防爆在制氢装置周围,严禁吸烟和一切明火。禁止穿戴化纤衣服和有铁钉的鞋进入现场。在现场工作时必须使用防爆工具。开关阀门时,动作要缓慢平稳。2 .安全装置安全阀应经常处于可动作状态,每年必须调试一次。五 .日常维护要求按规定认真巡检,发现问题,及时联系处理。尤其是阀门和法兰的泄漏,更要认真 及时处理。日提氢工段首次开工方案一、准备工作1、管道吹扫管道吹扫前,应拆除各种管道末端盲板,还应将调节阀阀芯、流量计、节流 阀阀芯等拆除,待吹扫后复位,拆卸时应作好记号,以免装错。吹扫时,管道和设备之间不得相互吹入赃物,管道吹
10、扫应有足够的流量,吹 扫压力不得高于设计压力,流速不小于 20m/s。吹扫时应用小锤敲打管子,对焊接 缝、死角和管底部位应重点敲打,但不得损伤管子。吹除步骤:(1)水分离器进口放空管线的吹除关闭提氢进口阀 V0901,打开放空阀V0931,关闭安全阀SV0901 SV0903前 后截止阀,打开调节阀前后截止阀及旁路阀 V0947,拆开调节阀PV090a管道端口 盲板,对放空管道进行吹除直至合格,加好盲板。(2)合成弛放气至变压吸附提氢进口流量计打开提氢进口阀V0901,打开水分离器排污阀,关闭放空阀 V0931,安全阀 SV0901前后截止阀,拆开流量计,给流量计后管道加盲板,用控制弛放气的阀
11、门控制压力对此段管道进行吹除直至合格,合格后关闭提氢进口阀V0901,水分离器排污阀,装好流量计。(3)原料气管道的吹除原料气管道的吹除可分两步进行,第一步,打开提氢进口阀V0901,关闭阀门V0902 (ac),打开顶部管道盲板,用进口阀控制压力对顶部管道进行吹除直至 合格,封好顶部管道盲板。第二步,打开提氢进口阀V0901,阀门V0902 (ac),管道上排污阀,关闭程控阀KV0901 (AF),打开底部管道盲板,对底部管道吹除 直至合格,封好盲板,关闭排污阀。(4)吸附器内部的吹除打开提氢进口阀 V0901,阀门V0902 (ac),程控阀KV0901 (AF),吸附 器排污阀,关闭其余
12、程控阀,用进口阀控制压力对吸附器进行吹除直至合格,关闭 吸附器排污阀。日(5)产品气管道的吹除产品气管道的吹除分三步进行,第一步,打开提氢进口阀V0901,阀门V0902(ac),程控阀KV0901 (AF),程控阀KV0902 (AF),管道上的排污阀,底部管道上的盲板,关闭其余程控阀,阀门 V0903 (ac),对此段管道进行吹除直至合格,关闭排污阀,封好盲板。第二步,打开提氢进口阀V0901,阀门V0902(ac),程控阀 KV0901 (AF),程控阀 KV0902 (AF),阀门 V0903 (ac), 关闭调节阀PV0901前后截止阀,开旁路阀,打开管道端口盲板,拆掉产品气流量 计
13、,给流量计后管道加盲板,用进口阀控制压力对此段管道进行吹除直至合格,封 好盲板,加好流量计。第三步,流量计后至压缩三进,同样方法,断开压缩三进阀 门即可。(6)直接均压气管道的吹除按两步进行,第一步,打开提氢进口阀V0901,阀门V0902 (ac),程控阀KV0901 (AF),程控阀KV0904 (AF),管道上的排污阀,底部管道上的盲板, 关闭其余程控阀,阀门V0905 (ac),对此段管道进行吹除直至合格,关闭排污 阀,封好盲板。第二步,打开提氢进口阀 V0901,阀门V0902 (ac),程控阀 KV0901 (AF),程控阀KV0904 (AF),阀门V0905 (ac),关闭其余
14、程控阀, 打开管道顶部盲板进行吹除直至合格,封好顶部管道盲板。(7)间接均压气管道的吹除按三步进行,第一步,打开提氢进口阀V0901,阀门V0902 (ac),程控阀KV0901 (AF),程控阀KV0906 (AF),管道上的排污阀,底部管道上的盲板, 关闭其余程控阀,阀门V0907 (ac),对此段管道进行吹除直至合格,关闭排污 阀,封好盲板。打开提氢进口阀 V0901,阀门V0902 (ac),程控阀KV0901 (AF),程控阀KV0906 (AG,阀门V0907 (ac),关闭其余程控阀,打开管 道顶部盲板,均压罐进口法兰处断开,设备口加盲板进行吹除直至合格,封好盲 板,连接设备接口
15、法兰。第三步,均压罐内部的吹除,方法同上,打开均压罐排污 向外排气,直至气体出口合格为止,关闭排污阀。(8)终充气管道的吹除按两步进行,第一步,打开提氢进口阀 V0901,阀门V0902 (ac),程控阀 KV0901 (AF),程控阀KV0905 (AF),管道上的排污阀,底部管道上的盲板, 关闭其余程控阀,阀门V0906 (ac),对此段管道进行吹除直至合格,关闭排污 阀,封好盲板。第二步,打开提氢进口阀V0901,阀门V0902 (ac),程控阀KV0901 (AF),程控阀KV0905 (AF),阀门V0906 (ac),关闭其余程控阀, 打开管道顶部盲板,拆掉调节阀 HV0901,对
16、此管道进行吹除直至合格,封好盲 板,装好调节阀。(9)逆放气管道的吹除按以下步骤进行,第一步,打开提氢进口阀V0901,阀门V0902 (ac),程控阀KV0901 (AF),程控阀KV0903 (AF),管道上的排污阀,底部管道上的盲 板,关闭其余程控阀,阀门 V0904 (ac),对此段管道进行吹除直至合格,关闭 排污阀,封好盲板。第二步,打开提氢进口阀V0901,阀门V0902 (ac),程控阀KV0901 (AF),程控阀KV0903 (AF),阀门V0903 (ac),关闭其余程控阀, 打开管道顶部盲板,拆掉程控阀 KV0907;关闭阀门V0922,拆掉调节阀HV0902 打开调节阀
17、HV0902的旁路阀及前后截止阀对该段管道吹除直至合格,封好管道顶 部盲板,装好控阀KV090%第三步,打开提氢进口阀 V0901,阀门V0902(ac),程控阀 KV0901 (AF),程控阀 KV0903(AF),阀门 V0903 (ac), 程控阀KV0907阀门V0922,关闭其余程控阀,调节阀 HV0902的旁路阀及前截止 阀,打开解吸气缓冲罐倒淋阀,拆掉调节阀HV0903打开调节阀HV0903I勺旁路阀及前后截止阀对该段管道吹除直至合格,安装好调节阀HV0902关闭调节阀HV0902的前后截止阀,打开旁路,关闭程控阀KV-0907,再通气吹一下,安装好调节阀HV0903关闭其旁路阀
18、及后截止阀。第四步,进气按以上步骤进行,关闭调节阀PV0908的前截止阀及旁路阀,关闭解吸气混合罐倒淋阀,关闭调节阀PV0902的前截止阀及旁路阀,打开真空泵出口阀 V0934A V0934B管道上的盲板,从真 空泵气体出口处断开,真空泵出口加盲板,通气进行吹除直至合格,封好盲板,接好真空泵,把真空泵出口阀 V0934A V0934B关闭。第五步,进气按以上步骤进行,打开解吸气混合罐倒淋阀,调节阀PV0908的前截止阀及旁路阀,通气吹除至解吸气混合罐内部吹除合格,关闭设备倒淋,装好调节阀PV0908,关闭调节阀PV0908的前截止阀及旁路阀,拆掉调节阀PV0902,打开调节阀PV0902的前后截止阀及旁路阀进行吹除直至合格,安装好调节阀后,再通气吹至三废锅炉进口直至合格。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
