 模具设计的一般流程
模具设计的一般流程

《模具设计的一般流程》由会员分享,可在线阅读,更多相关《模具设计的一般流程(20页珍藏版)》请在装配图网上搜索。
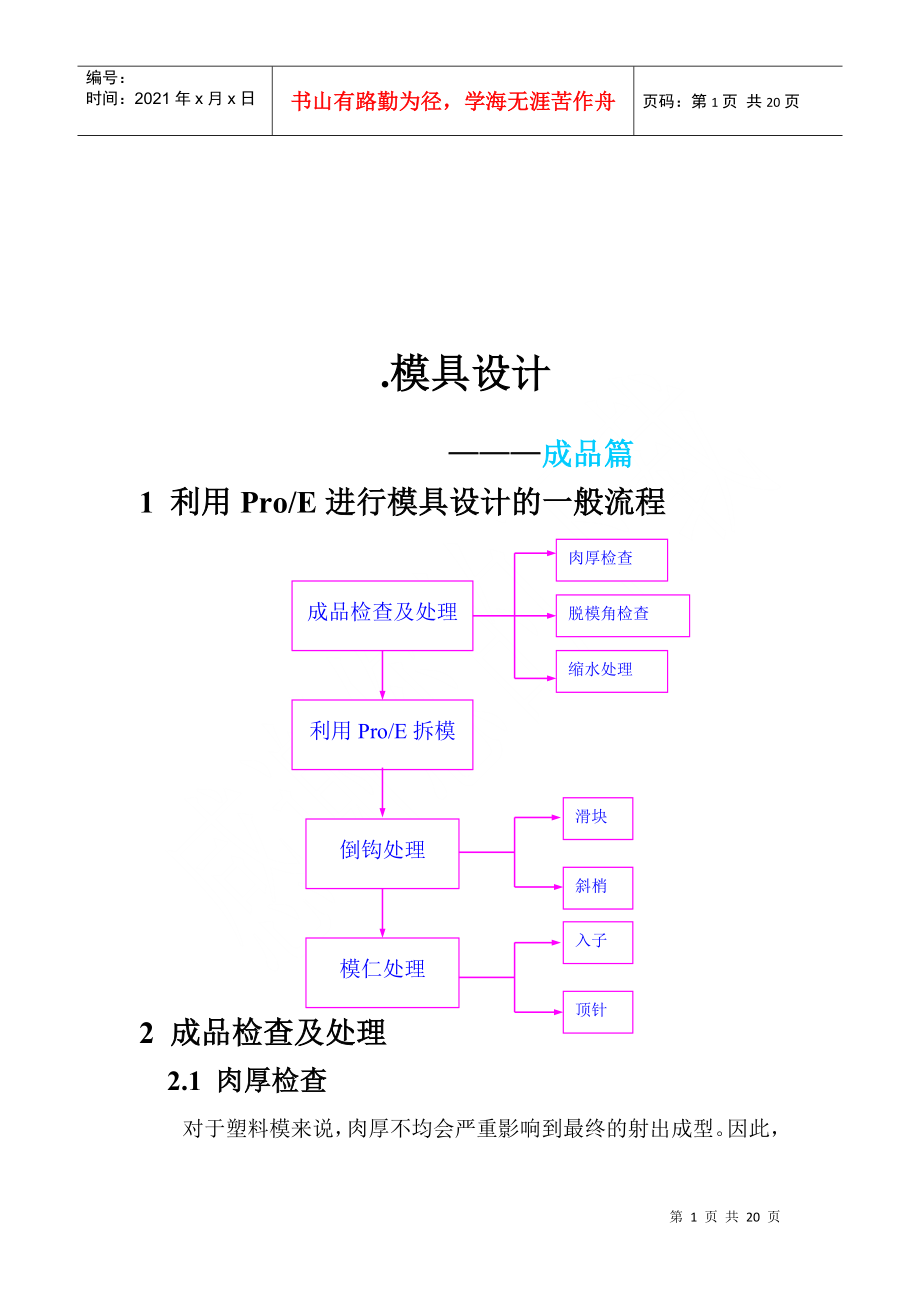
1、编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第20页 共20页.模具设计 成品篇 1 利用Pro/E进行模具设计的一般流程成品检查及处理利用Pro/E拆模倒钩处理模仁处理滑块斜梢入子顶针肉厚检查脱模角检查缩水处理2 成品检查及处理2.1 肉厚检查对于塑料模来说,肉厚不均会严重影响到最终的射出成型。因此,拿到一个成品,我们最先要做的是肉厚检查。对于有肉厚不均的现象要及早通知客户, 以及时寻求解决方案。进行成品肉厚分析的方法:Pro/E main menu Analysis Model Analysis 选择分析类型分析指定面厚度层状显示厚度选取Mold分析結果显示所有结果清
2、除显示保存分析结果显示分析信息设定最大厚度设定最小厚度选取方向平面设定层间距设定层数弹出如图2-1所示对话框:(右图为选取Slices后的对话框)图2-11)选取Thickness: 2)选择 Slices 在Slices Offset 中输入103)根据成品要求及塑料特性输入最大肉厚(本例为2.4)与最小肉厚(1.8)4)选取起始位置点与终止位置点5)选择方向平面,点取Compute 分析结果中红色圈内表示肉厚过厚,蓝色圈内表示肉厚过薄,即在允许的肉厚范围之外。点 Show all , Pro/E将显示图标结果; 点 Clear, 将清除图标结果显示;可以用Info来查看相关文字信息。 本例
3、分析结果如图2-2所示:图2-22.2 脱模角检查 为了保证成品的顺利脱出,使模具开模时不至于有粘模现象,需要在平行于开模方向的壁上有一定的脱模角度。 进行脱模角检查的方法: Pro/E main menu: Analysis Surface Analysis 弹出如图2-3所示对话框:选择分析类型选择分析对象选择中性面选择脱模方向最大脱模角要检查脱模角的方向显示方式图2-3点取Display后出现对话框如图2-4所示:全色显示结果三种颜色显示结果显示的精度图2-41) 选取Draft Check: 2)选择分析对象为Part:3)选择脱模中性面,指定分析脱模方向4)确定要检查单侧还是双侧,指
4、定最小的脱模角(本例中为0.5)5)选取显示方式图2-5为用三种颜色显示的脱模角检查结果,窗口左上角显示的为颜色和角度对照表。图2-52.3 缩水处理(Shrinkage) 塑料在冷却过程中会收缩,从而影响成品的外观。为了保证成品的外形,在拆模前需对成品加些预加量,即作缩水处理。 菜单调用步骤如图2-6所示: 放缩水的方式有Formula、By Dimension、By Scaling三种。根据公式按尺寸按比例图2-6 选择By Scaling,X、Y、Z为方向因子,即在X、Y、Z三个方向上均作Shrinkage处理。根据提示选择基准坐标系,再依次输入X、Y、Z三个方向上的Shrinkage系
5、数(此系数由塑料特性决定)。完成缩水处理后的成品除尺寸较原始成品要大外,从外形看不出差别。为示区别可另存一个档案,并以”_shk”作为标识。3 用Pro/E拆模经上述处理后,可以进到Assembly中开始拆模,步骤如下:1) 建立组立档,组立放过缩水的成品进来 Component Assemble (选用Coord Sys对齐)2) 创建两个Part档作为公母模仁Component Create Part Solid 输入Part名 Fix01Locale Default Datums Align Csys To Csys 选择组立档的Csys用同样的方法建立另一个Part,取名为Move01
6、3) 进入Fix01拷贝母模面Modify Mod Part Sel By Menu 选取Fix01用Copy Surf & Bnd拷贝母模面,再用Copy、Boundaries、Flat、Merge等方式缝合母模面。注:母模面是否完全闭合,可打成线架构看其黄色边界是否只有一条。单独打开Fix01 Part档,完整的母模面如图3-7所示:图3-74) 在Fix01中用Protrusion长一个长方体注:其大小为最后加工时的模仁大小,尺寸以能完全包住刚拷贝的母模面,再圆整成整数为原则。5) 依次延伸母模边界到刚建的长方体四周Extend Along Dir Up To Plane6) 用Cut
7、Use Quilt切出母模仁完成后的母模仁如图3-8所示:图3-87) 回到组立档,用Mod Part进入Move018) 用Protrusion长个长方体,作为公模仁9) Cut Out出公模仁Component Adv Utils Cut OutSel By Menu 选择Mover01作为被Cut Out的对象 Done SelSel By Menu 依次选择Fix01、Design作为要切除的对象 Done Sel进入Move01查看公模仁,完成的公模仁如图3-9所示:图3-910) 在组立图里将公模仁打成线架构,检视完成的公母模仁View Model SetUp Component
8、Display Create成品公模母模图3-10图3-10 Wireframe 选择公模仁,结果如图3-10所示:4 倒钩处理4.1 滑块 在母模侧上部有个凸起(对应于成品上部的天线孔),如图4-11所示,很显然将会影响到成品的脱出。为了保证能顺利开模,需要将凸起的倒钩部分做成滑块,使其在开模时能顺利脱开。图4-11滑块的具体做法是:圖4-121) 单独打开Fix012) Cut出滑块头部的外形,如图4-12所示:3) 另存新档为Fix024) 打开组立档,利用Coord Sys将Fix02组立进来5) 在母模上Cut Out掉滑块,完成后的母模如图4-13所示:图4-13注:对于留在成品外
9、部的倒钩,可做成滑块形式。4.2 斜销 在公模侧的下部有个凹陷(对应于成品下部的卡钩),同样会影响到成品的脱出,如图4-14中红色所示部份。为了能将成品顺利从公模上取出,需要对此卡钩部位做些处理。由于倒钩出现在成品内部,很显然不能做成滑块的形式,这时我们可以将其处理成斜梢。 斜梢的做法同滑块基本一样,具体操作介绍如下:单独打开Move011) 将倒钩部份整块Cut下来(厚度取整数),如图4-15所示图4-14图4-152) 以图4-15红色箭头所指面作为草绘平面,Cut出斜梢的形状。注:由于卡钩部份是在成品内侧,要使成品能从卡钩部分脱出,必需在水平方向上有个运动分量。所以将斜梢做成与开模方向上
10、有个夹角,使开模时卡钩部位能沿水平方向退开。完成后的斜梢如图4-16所示:图4-163) 另存新档为Move024) 打开组立档,利用Coord Sys将Move02组立进来5) 在公模上Cut Out掉斜梢,此时的公模如图4-17所示图4-175 模仁处理5.1 入子 模仁的成型面主要靠NC铣床及放电来加工,由于受刀具及电极的影响,模仁上的深孔及凸起过高部分很难加工,而且成本很高。如图5-18红圈所圈起来的几个BOSS成形部位。这时可以将这些部位从模仁上分割下来单独加工,即做成入子。图5-18入子的制作比较简单,主要要考虑加工的可行性及经济性,一般原则是能用NC加工的部位不做入子。1)单独打
11、开Move032) Cut出入子外形,如图5-19左图所示:注:入子外形选用原则:孔易于线割加工,而入子周围的轮廊线不会影响到成品的外观。如图5-19右图所示之入子就不合理。图5-193) 另存新档名为Move034) 重复前三步操作,依次完成另个四个入子Move04 、Move05、 Move06、Move075) 打开组立档,利用Coord Sys将五个入子组立进来6) 从公模上Cut Out掉五个入子,此时的公模如图5-20所示 至此,模仁部分的设计基本完成。在实际的模具设计中还有很多的辅助机构,诸如顶针、浇道、水路、排气孔、模座等。由于这些机构的制作都大同小异,这里不作过多的介绍。在本
12、章的最后一节将就顶针部分作些简要介绍,剩下部分由读者自行学习。图5-205.2 顶针顶针对于塑料模具来说具有很重要的作用,完成射塑后的成品在冷却过程中会收缩,在一些侧壁较深的地方会产生较大的抱紧力,从而无法将成品顺利取出。如图5-21所示,蓝色线架构部分为成品,其四周侧壁都较深,因而开模时这些地方会产生较大的抱紧力。为了解决这个问题,通常的做法是在抱紧力较大的地方排一些顶针。在开模时,通过顶出板带动顶针,从而将成品从公模仁上顶出,使成品完全脱离模仁。顶针的作用很大,但制作却极为简单,实际生产中一般采用标准顶针。在用Pro/E进行模具设计时,只需切出相应的部位即可,方法同入子。具体操作介绍如下:图5-211)单独打开Move012)按标准件的尺寸Cut出顶针外形,如图5-22所示:图5-22注:为了加工方便,顶针的位置尺寸一般要圆整为整数,以不干涉其它机构为原则。3)另存新檔为Pin014)用同样的方法完成其它几个顶针5) 打开Assembly檔,利用Coord Sys将这些顶针组立进来6) 从公模仁中Cut Out出各个顶针公模滑塊成品斜梢頂針母模入子图6-23为全部完成后爆炸状态的模具组立图:第 20 页 共 20 页
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
