 生产计划与控制
生产计划与控制

《生产计划与控制》由会员分享,可在线阅读,更多相关《生产计划与控制(19页珍藏版)》请在装配图网上搜索。
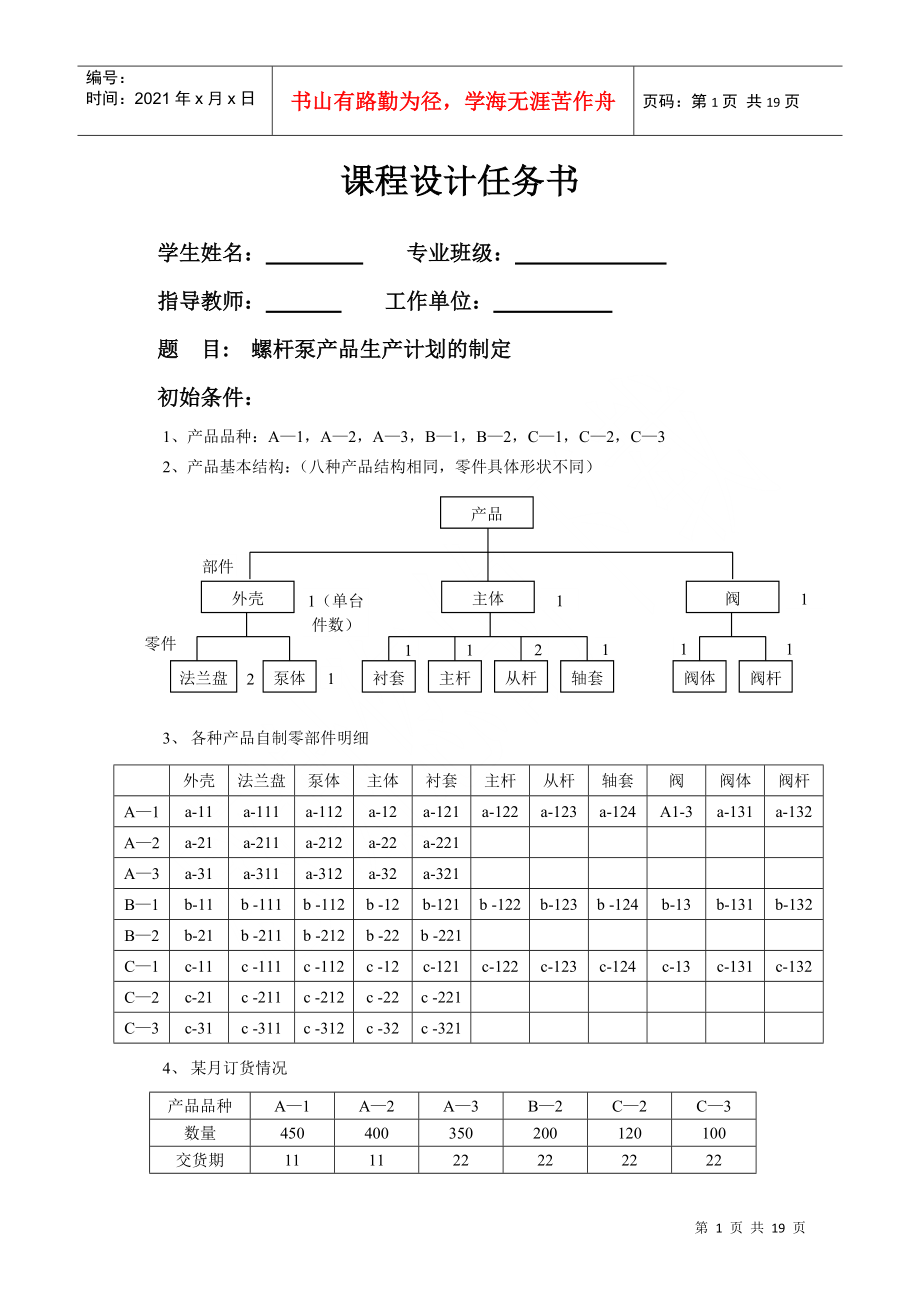
1、编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第19页 共19页课程设计任务书学生姓名: 专业班级: 指导教师: 工作单位: 题 目: 螺杆泵产品生产计划的制定 初始条件:1、产品品种:A1,A2,A3,B1,B2,C1,C2,C32、产品基本结构:(八种产品结构相同,零件具体形状不同)1(单台 件数)1121112111产品外壳主体阀法兰盘泵体衬套主杆从杆轴套阀体阀杆部件零件3、 各种产品自制零部件明细外壳法兰盘泵体主体衬套主杆从杆轴套阀阀体阀杆A1a-11a-111a-112a-12a-121a-122a-123a-124A1-3a-131a-132A2a-21a-21
2、1a-212a-22a-221A3a-31a-311a-312a-32a-321B1b-11b -111b -112b -12b-121b -122b-123b -124b-13b-131b-132B2b-21b -211b -212b -22b -221C1c-11c -111c -112c -12c-121c-122c-123c-124c-13c-131c-132C2c-21c -211c -212c -22c -221C3c-31c -311c -312c -32c -3214、 某月订货情况产品品种A1A2A3B2C2C3数量450400350200120100交货期111122222
3、222配件品种a122a123a124数量100100100交货期2222225、生产能力设计规模台份能力 :2000台(混合品种)易损件(主杆、从杆、轴套)能力:25003000件(注:在前面2000台的基础上加上该能力)6、提前期 自制件:无提前期;外购件:11天要求完成的主要任务: (包括课程设计工作量及其技术要求,以及说明书撰写等具体要求)1、 确定生产车间的生产类型,选择合理的生产组织方式2、 列出车间设备明细,画出机加工车间平面布置示意图。3、 制定某月主生产计划4、 制定机加工车间粗生产能力计划5、 制定物料需求计划6、 制定机加工车间生产能力精平衡7、 制定某月机加工车间作业计
4、划8、 产品装配工序卡编制 时间安排:序号内 容所用时间(天)1问题分析22生产组织及平面布置13生产计划的制定,44上计算机计算15说明书撰写及答辩2合计10指导教师签名: 年 月 日系主任(或责任教师)签名: 年 月 日附录:零件工艺过程,工时定额及设备类型1泵体工艺工序号123456工序名粗车精车钻孔粗铣精铣检验设备立车立车-1摇臂孔立铣立铣-1检验台-1工时(分)4924532衬套工艺工序号12345678工序名热处理粗车精车粗镗侧孔半精镗三孔精镗三孔钻攻螺纹检验设备热处理炉普车普车专用镗床-1镗床-2专用镗床-2车检验台-2工时3033131414443主杆工艺工序号12345678
5、910工序名调质开坯粗精车钻深孔磨外圆粗铣螺纹精铣螺纹调直铣槽检验设备热处理炉车车深钻孔外圆磨数控铣-1数控铣-1专用调直仪立铣检验台-3工时202334554344从杆工艺工序号123456工序名开坯粗铣螺纹精铣螺纹调直粗车检验设备车数控纹-2数控铣-2调直仪车检验台-4工时2554245阀体工艺工序号12345工序名车成活铣钻孔钳工检验设备普车铣床立钻钳工台检验台-5工时21130.56阀杆工艺工序号1234工序名车攻螺纹钳检验设备普车普车钳工台检验台-5工时1220.57法兰盘工艺工序号123工序名车钻孔检验设备普车立钻检验台-5工时220.58轴套工艺工序号123工序名车磨孔检验设备普
6、车内圆磨检验台-5工时131目录1 确定生产车间的生产类型,选择合理的生产组织方式62 列出车间设备明细,画出机加工车间平面布置示意图73 制定某月主生产计划94 制定机加工车间粗生产能力计划115 制定物料需求计划136制定机加工车间生产能力精平衡147制定某月及加工车间作业计划168产品装配工序卡编制17螺杆泵产品生产计划的制定1 确定生产车间的生产类型,选择合理的生产组织方式1.1确定生产车间的生产类型按照产品的生产批量的大小来划分生产类型,可以分为三种:大批量生产方式,即产品单一,产量大,生产重复程度高,长期重复生产且条件稳定,专业化水平高;多品种中小批量生产,即品种较多,单产品产量较
7、少;单件小批量生产,即品种繁多,每种产品仅生产一件,生产的重复程度低。根据任务书所给的初始条件,我们可以知道该产品为八种结构相同,零件具体形状不同的一系列产品,且有多种自制零部件,因此,我们认为螺杆泵产品是多品种的。再从某月的订货情况来看,単种产品的订货数量均在500以下,因此,可以确定生产车间类型为多品种小批量生产。1.2选择合理的生产组织方式生产组织方式有四种,一种是以工艺为原则,一种是以产品为原则,一种是成组技术,一种是固定生产。以工艺为原则生产,是按照生产工艺的特点来布置车间设备,将同一类型的设备和工作地集中进行布置,并且设备利用率高,生产系统的可靠性较高,便于工艺管理和提高技术水平。
8、一般适用于多产品、小批量生产方式。以产品为原则生产,是按照产品为对象来布置车间设备,依照产品或零件的加工顺序排列各种不同的机床设备和工作地,把产品的全部或大部分工艺过程集中在一个生产单位中。一般适用于大量、大批生产方式。它可以实现机械化、自动化,降低搬运费,生产流程连续性好,同时,可以缩短按生产周期,但是机床设备利用率低,可靠性、适应性差。综上所述,由于该车间生产类型是多品种小批量生产,它的种类多、批量小,所以选择以工艺为中心生产比较合理,可以避免过多的设备以及生产能力闲置造成的严重浪费。2 列出车间设备明细,画出机加工车间平面布置示意图2.1计算车间设备明细 已知生产能力为:台份能力:200
9、0台(混合品种)易损件(主杆,从杆,轴套)能力:25003000件。则,主杆能力700件,从杆能力1400件,轴套能力700件。为了让设备留有余量,便于以后的生产,我们在此以最大生产能力来计算设备规模。根据任务书得加工零部件数表格如下:零部件泵体衬套主杆从杆阀体阀杆法兰盘轴套数量20002000270054002000200040002700参照标准工作时间,按每月工作25天,每天工作8小时,以此来计算设备台数:所需工时/分所需工时/小时计算得设备台数设备台数立车26000433.3332.1673普车758001263.3336.1377立钻10000166.6670.8331摇臂钻4000
10、66.6670.3331深孔钻81001350.6751铣200033.3330.1671立铣261004352.1753数控铣8100013506.757检验台531008854.4255专用镗床540009004.55镗床28000466.6672.3333外圆磨108001800.91内圆磨81001350.6751钳工台10000166.6670.8331调直仪216003601.82专用调直仪108001800.912.2车间平面布置示意图:以工艺为中心生产的车间布置虽然能充分的利用设备,但最大的问题是运输路线长,难以避免零件加工物流线的交叉和回流,因此,为了减少回流和交叉,按如下方
11、式布置加工中心:入口入口车床区域堆货区堆货区 主 主 镗床区域员工休息区调直铣床钻床 通 通钳工及检验钳工及检验磨床区域 道 道 出口 出口 3 制定某月主生产计划根据订单情况来看,A-1,A-2交货期为11天,A-3,B-2,C-2,C-3以及易损件a-122,a-123,a-124交货期均为22天,因此,我们可以将一月分为3个时间段,即上旬,中旬,下旬,按订单生产方式制定如下生产计划:主生产计划最终产品或零件上旬中旬下旬A-1毛需求450期初库存0净需求450期末库存0A-2毛需求400期初库存0 净需求400期末库存0A-3毛需求3500期初库存0净需求350期末库存0B-2毛需求200
12、期初库存0净需求200期末库存0C-2毛需求120期初库存0净需求120期末库存0C-3毛需求100期初库存0净需求100期末库存0a-122毛需求100期初库存0净需求100期末库存0a-123毛需求100期初库存0净需求100期末库存0a-124毛需求100期初库存0净需求100期末库存0由主生产计划得本月生产任务表如下:产品或配件上旬中旬下旬A-145000A-240000A-303500B-202000C-201200C-301000a-12201000a-12301000a-124010004 制定机加工车间粗生产能力计划粗生产能力计划最终产品或零件加工中心车钻铣检验及钳工镗磨调直仪
13、A-1所需时间(分)20700450014850121501845027005400上A-2所需时间(分)108002400360032001640000旬总时间(分)31500690018450153503485027005400生产能力(分)4000012000440003000032000800012000差值(分)850051002555014650-285053006600A-3所需时间94502100315028001435000B-2所需时间54001200180001600820000C-2所需时间32407201080960492000中C-3所需时间270060090080
14、0410000旬a-122所需时间50030013004000400400a-123所需时间4000100040000400a-124所需时间1000010002000总时间21790492092307060278806008004000012000440003000032000800012000差值18210708034770229404120740011200 从粗生产能力计划平表格可知,上旬镗床加工中心均出现超负荷。因此,我们要调整主生产计划来满足镗床加工中心的能力。镗床加工中心:5台专用镗床和3台镗床一旬加工工时为24000分钟。各产品及配件的加工工时表如下:450台A-1400台A-
15、2350台A-3200台B-2120台C-2100台C-3100件a-122100件a-123100件a-124184501640014350820049204100000上旬超负荷2850分,相当于204个衬套;经分析计算,调整后的主生产计划表如下:产品或零件上月下旬本月上旬本月中旬A-140050A-2400A-3200150B-2200C-2120C-3100a-122100a-123100a-1241005 制定物料需求计划按照上述调整之后的主生产计划,通过计算得各零件的物料需求计划如下:零件名称上月本月下旬上旬中旬下旬a-111800100a-11240050a-12140050a-
16、12240050100a-123800100100a-12440050100a-13140050a-13240050a-211800a-212400a-221400a-311400300a-312200150a-321200150b-211400b-212200b-221200c-211240c-212120c-221120c-311200c-312100c-3211006制定机加工车间生产能力精平衡 粗平衡是以产品为对象,精平衡是以零件为对象,由物料需求表,得精平衡表如下:季度 加工中心车钻铣检验及钳工镗磨调直仪上月下旬法兰盘16001600400泵体520080036001200衬套400
17、0160016400主杆200012005200160016001600从杆3200800032003200轴套4004001200阀体8004004001400阀杆12001000总的所需时间(分)18400400017200104001640028004800生产能力400001200044000240003200080008000差值(分)21600800026800136001560052003200本月上旬法兰盘26002600650泵体8450130058501950衬套6500260026650主杆250150650200200200从杆4001000400400轴套505015
18、0阀体1005050175阀杆150125总的所需时间1850041007550615026650350600生产能力400001200044000240003200080008000差值2150079003645017850535076507400本月中旬法兰盘22802280570泵体7410114051302280衬套5700228023370主杆5003001300400400400从杆4001000400400轴套100100300总的所需时间1639037207430603023370700800生产能力400001200044000240003200080008000差值2361
19、082803657017970863073007200由表格知:精平衡时,各加工中心均满足生产能力要求,不存在超负荷情况。7制定某月及加工车间作业计划编制作业计划的主要作业之一就是确定最佳的作业顺序,在通常的情况下都是按最早可能开(完)工的时间来编制作业计划。在此制定车间作业计划时,只需要确定作业的加工顺序,下订单时间和交货时间。按照交货期,加工顺序为先加工A-1和A-2,再加工A-3、B-2、C-2、C-3、a-122、a-123、a-124。日期产品批量下单日期交货期日生产计划第一天第二天第三天第四天第五天第六天第七天第八天第九天第十天上月下旬A-150上月21日 本月11日 505050
20、5050505050本月上旬A-1501日本月11日 50A-21002日100100100100A-3506日本月22日 50505050本月中旬A-35011日505050B-210014日100100C-25016日10050C-310017日100a-12210018日100a-12310019日100a-12410020日1008产品装配工序卡编制以A-1产品为例 参考文献:潘尔顺:生产计划于控制,上海交通大学出版社蒋祖华 苗瑞 陈友玲:工业工程专业课程设计指导,机械工业出版社本科生课程设计成绩评定表姓 名性 别专业、班级课程设计题目:螺杆泵产品生产计划的制定课程设计答辩或质疑记录:成绩评定依据:最终评定成绩(以优、良、中、及格、不及格评定)第 19 页 共 19 页
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
