 钢筋工程规范规1
钢筋工程规范规1

《钢筋工程规范规1》由会员分享,可在线阅读,更多相关《钢筋工程规范规1(6页珍藏版)》请在装配图网上搜索。
1、钢筋工程规范规定一、构造要求: (一)板:1、板上部钢筋伸入边梁的长度L:如为单向板,Llaa;如与边梁整浇为L:la(锚固长度),并满足构造要求。2、下部钢筋应伸至梁或墙体中线,并不少于5d 。(二)柱:1、一级抗震必须采用焊接。2、柱焊接头应处在两个断面内,在35d且大于500的范围内,接头面积不超过受力钢筋总面积的50,同一根钢筋不得有2个接头。3、接头最低点距柱端不宜小于柱截面长边尺寸且宜在楼板上750处。4、框架顶层柱的纵向钢筋全锚固到柱顶或梁板内,锚固长度从板梁底算起,不小于la10d,且顶部有不少于10d的直钩长度。(三)梁:梁在边柱时,锚固长度为la10d(la为锚固长度),如
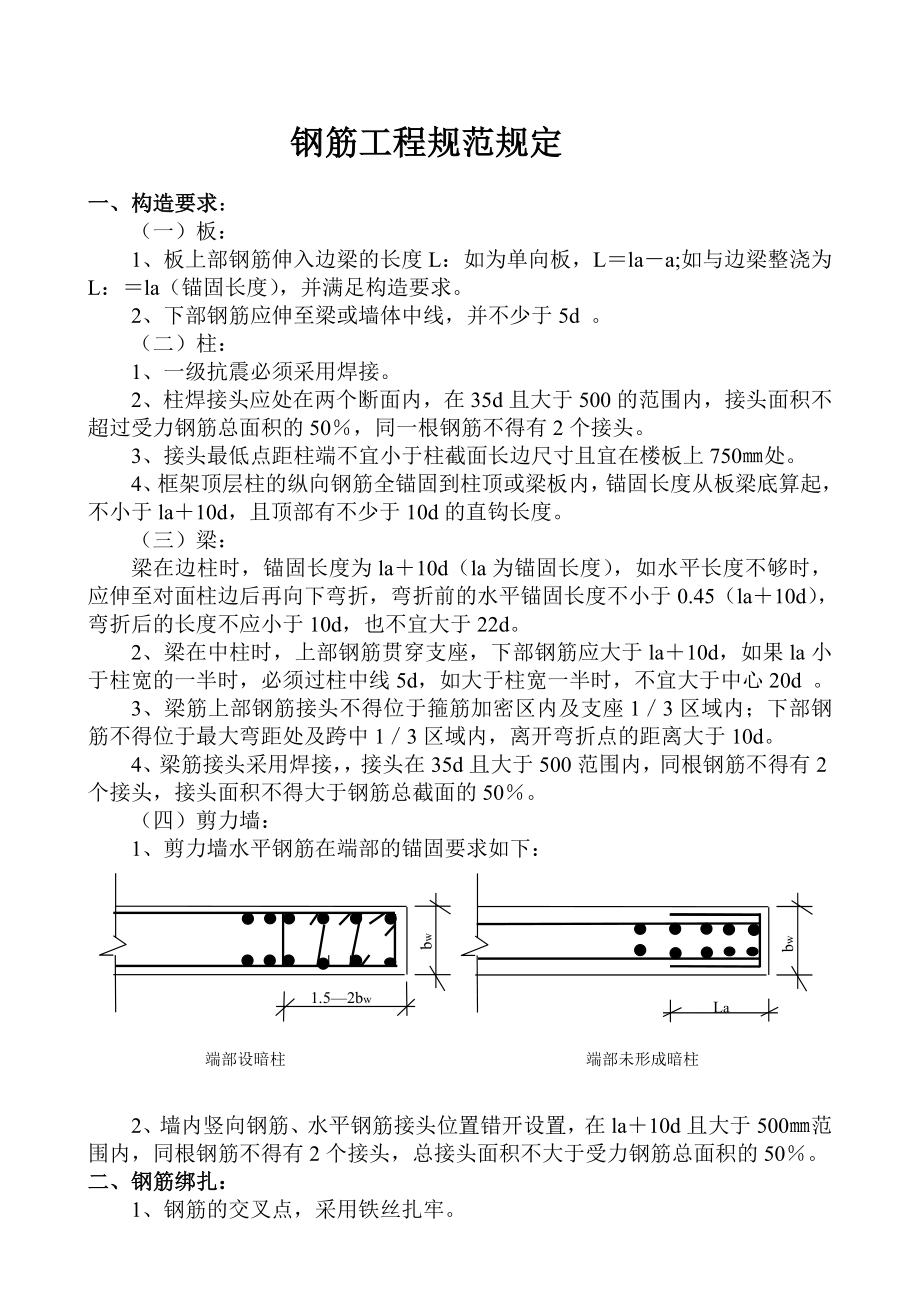
2、水平长度不够时,应伸至对面柱边后再向下弯折,弯折前的水平锚固长度不小于0.45(la10d),弯折后的长度不应小于10d,也不宜大于22d。2、梁在中柱时,上部钢筋贯穿支座,下部钢筋应大于la10d,如果la小于柱宽的一半时,必须过柱中线5d,如大于柱宽一半时,不宜大于中心20d 。3、梁筋上部钢筋接头不得位于箍筋加密区内及支座13区域内;下部钢筋不得位于最大弯距处及跨中13区域内,离开弯折点的距离大于10d。4、梁筋接头采用焊接,接头在35d且大于500范围内,同根钢筋不得有2个接头,接头面积不得大于钢筋总截面的50。(四)剪力墙:1、剪力墙水平钢筋在端部的锚固要求如下:bwbw1.52bw
3、La端部未形成暗柱端部设暗柱2、墙内竖向钢筋、水平钢筋接头位置错开设置,在la10d且大于500范围内,同根钢筋不得有2个接头,总接头面积不大于受力钢筋总面积的50。二、钢筋绑扎:1、钢筋的交叉点,采用铁丝扎牢。2、板和墙的钢筋网除靠边外围两行钢筋的相交点全部扎牢外,中间部分交点可间隔交错扎牢,双向受力钢筋,必须全部扎牢。3、梁柱箍筋离开节点边缘处50内开始设置,并与受力钢筋垂直设置,箍筋弯钩叠合处,沿受力筋方向错开设置。4、框架柱箍筋应在下列范围内加密:(1)柱两端在高度等于矩形截面长边尺寸或圆柱截面直径,柱净高之16、500三者中的最大值范围内;(2)底层刚性地坪上、下各500范围内;(3
4、)柱净高与截面长边尺寸之比小于4的柱全高范围内;(4)框架角柱全高范围内。5、梁中箍筋应符合下列要求:(1)一级框架梁端2倍梁高范围内和二四级框架框架端1.5倍梁高范围内,箍筋应当加密,且加密区长度不应小于500;(2)加密区箍筋符合下列要求:抗震等级箍筋最大间距(取最小值)箍筋最小直径一hb/4,6d,10010二hb/4,8d,1008三hb/4,8d,1508四hb/4,8d,1506注d为纵筋直径,hb为梁截面高度。当梁端纵向受拉钢筋率大于2时,箍筋最小直径应按表内数值增大2;箍筋直径不应小于d4。6、焊接区域内箍筋加密设置,间距不大于100;主次梁交接处,弯起筋端部箍筋必须加密,加密
5、间距为50,并不少于3根。三、钢筋焊接:(一)焊接时注意电源电压的波动情况,对于闪光对焊,当电压下降大于5,小于8时,采取提高焊接变压器级数的措施,当大于或等于8时,不得进行焊接;电渣压力焊电压下降超过5时,不宜进行焊接。 (二)钢筋对焊:1、 钢筋的对接连接应优先采用闪光对焊;其焊接工艺方法宜按下列规定选择:a、 当钢筋直径较小,钢筋级别较低,在本规程下表的规定范围内,可采用“连续闪光焊”;连续闪光焊钢筋上限直径焊机容量(kV.A)钢筋级别钢筋直径()160I 级II级III级252220100I 级II级III级20181680I 级II级III级161412b、当超过表中规定,且钢筋端面
6、较平整,宜采用“预热闪光焊”;c、当钢筋端面不平整,应采用“闪光预热闪光焊”。2、连续闪光焊所能焊接的钢筋上限直径,应根据焊机容量、钢筋级别等具体情况而定,并应符合上表的规定:3、在闪光对焊生产中,当出现异常现象或焊接缺陷时,宜按下表查找原因和采取措施,及时消除。闪光对焊异常现象、焊接缺陷及消除措施异常现象和焊接缺陷措 施烧化过分剧烈并产生强烈的爆炸声1、降低变压器级数;2、减慢烧化速度闪光不稳定1、清除电极底部和表面的氧化物;2、提高变压级数;3、加快烧化速度接头中有氧化膜、未焊透或夹渣1、增加预热程度;2、加快临近顶锻时的烧化程度;3、确保带电顶锻速度;4、加快顶锻速度;5、增大顶锻压力接
7、头中有缩孔1、降低变压器级数;2、避免烧化过程过分强烈;3、适当增大顶锻留量及顶锻压力焊缝金属过烧1、减小预热程度;2、加快烧化速度,缩短焊接时间;3、避免过多带电顶锻接头区域裂纹1、检验钢筋的碳、硫、磷含量;若不符合规定时应更换钢筋;2、采取低频预热方法,增加预热程度钢筋表面微熔及烧伤1、消除钢筋被夹紧部位的铁锈和油污;2、消除电极内表面的氧化物;3、改进电极槽口形状,增大接触面积;4、夹紧钢筋接头弯折或轴线偏移1、正确调整电极位置;2、修整电极钳口或更换已变形的电极;3、切除或矫直钢筋的弯头4、闪光对焊拉头外观检查结果,应符合下列要求:a、接头处不得有横向裂纹;b、与电极接触处的钢筋表面,
8、IIII级钢筋焊接时不得有明显烧伤;IV级钢筋焊接时不得有烧伤;负温闪光对焊时,对于IIIV级钢筋,均不得有烧伤;c、接头处的弯折角不得大于4;d、接头处的轴线偏移,不得大于钢筋直径的0.1倍,且不得大于2。外观检查结果,当有1个接头不符合要求时,应对全部接头进行检查,剔出不合格接头,切除热影响区后重新焊接。(三)钢筋电弧焊:1、钢筋电弧焊包括帮条焊、搭接焊、坡口焊、窄间隙焊和熔槽帮条焊五种接头型式。焊接时应符合下列要求:a、应根据钢筋级别、直径、接头型式和焊接位置,选择焊条、焊接工艺和焊接参数;b、焊接时,引弧应在垫板、帮条或形成焊缝的部位进行,不得烧伤主筋;c、焊接地线与钢筋应接触紧密;d
9、、焊接过程中应及时清渣,焊缝表面应光滑,焊缝余高应平缓过渡,弧坑应填满。2、帮条焊接时,宜采用双面焊。当不能进行双面焊时,可采用单面焊。帮条长度l应符合下表的规定。当帮条级别与主筋相同时,帮条直径可与主筋相同或小一个规格;当帮条直径与主筋相同时,帮条级别可与相同或低一个级别。钢筋帮条长度钢筋级别焊接型式帮条长度lI级单面焊8d双面焊4dII、III级单面焊10d双面焊5d注:d为主筋直径()。3、搭接焊可用于IIII级钢筋。焊接时宜采用双面焊。当不能进行双面焊时,可采用单面焊。搭接长度与帮条长度相同,并符合上表的规定。4、帮条焊接头或搭接焊接接头的焊缝厚度s不应小于主筋直径的0.3倍;焊缝宽度
10、b不应小于主筋直径的0.7倍。5、帮条焊或搭焊时,钢筋的装配和焊接应符合下列要求:a、帮条焊时,两主筋端面的间隙应为25;b、搭接焊时,焊接端钢筋应预弯,并应使两钢筋的轴线在一直线上;c、帮条焊时,帮条与主筋之间应用四点定位焊固定;搭接焊时,应用两点固定;定位焊缝与帮条端部或搭接端部的距离应大于或等于20;d、焊接时,应在帮条焊或搭接焊形成焊缝中引弧;在端头收弧前应填满弧坑,并应使主焊缝与定位焊缝的始端和终端熔合。6、钢筋电弧焊接头外观检查结果,应符合下列要求:a、焊接表面应平整,不得有凹陷或焊瘤;b、焊接接头区域不得有裂纹;c、咬边深度、气孔、夹渣等缺陷允许值及接头尺寸的允许偏差,应符合下表
11、的规定:钢筋电弧焊接头尺寸偏差及缺陷允许值名称单位接头型式帮条焊搭接缝坡口焊窄间歇焊熔槽帮条焊帮条沿接头中心线的纵向偏移0.5d_接头处弯折角()444接头处钢筋轴线的偏移0.1d0.1d0.1d333焊缝厚度+0.05d0+0.05d0_焊缝宽度+0.1d0+0.1d0_焊缝长度-0.5d-0.5d_横向咬边深度0.50.50.5在长2d焊缝表面上的气孔及灰渣数量个22_面积mm266_在全部焊缝表面上的气孔及夹渣数量个_2面积mm2_6注:1、d为钢筋直径();2、负温电弧焊接头咬边深度不得大于0.2(四)钢筋电渣压力焊:1、电渣压力焊可采用交流或直流焊接电源,焊机容量应根据所焊钢筋直径选
12、定。2、焊接夹具应具有刚度,在最大允许荷载下应移动灵活,操作便利。焊剂筒的直径应与所焊钢筋直径相适应。电压表、时间显示器应配备齐全 。3、电渣压力焊工艺过程应符合下列要求:a、焊接夹具的上下钳口应夹紧于上、下钢筋上;钢筋一经夹紧,不得晃动;b、引燃宜采用铁丝圈或焊条头引弧法,亦可采用直接引弧法;c、引燃电弧后,应先进行电弧过程,然后,加快上钢筋下送速度,使钢筋端面与液态渣池接触,转变为电渣过程,最后在断电的同时,迅速下压上钢筋,挤出熔化金属和熔渣;d、接头焊毕,应停歇后,方可回收焊剂和卸下焊接夹具,并敲去渣壳;四周焊包应均匀,凸出钢筋表面的高度应大于或等于4。4、电渣压力焊焊接参数应包括焊接电
13、流、电压和通电时间,并应符合下表的规定:电渣压力焊焊参数钢筋直径()焊接电流(A)焊接电压(V)焊接通电时间(s)电弧过程21电渣过程22电弧过程1电源过程21420022035452227123162002501441825030015520300350175223504001862540045021628500550246326006502773670075030840850900339不同直径钢筋焊接时,应按较小直径钢筋选择参数,焊接通电时间可延长。5、在焊接生产中焊工应进行自检,当发现偏小、弯折、烧伤等焊接缺陷时,宜按下表查找原因和采取措施,及时消除。电渣压力焊接缺陷及消除措施焊接缺陷
14、措施轴线偏移1、矫直钢筋端部;2、正确安装夹具和钢筋;3、避免过大的顶压力;4、及时修理或更换夹具弯折1、矫直钢筋端部;2、注意安装和扶持上钢筋;3、避免焊后过快卸夹具;4、修理或更换夹具咬边1、减小焊接电流;2、缩短焊接时间;3、注意上钳口的起点和止点,确保上钢筋下预压到位未焊合1、增大焊接电流;2、避免焊接时间过短;3、检修夹具,确保上钢筋下送自如焊包不均1、钢筋端面力求平整;2、填装焊剂尽量均匀;3、延长焊接时间,适当增加熔化量气孔1、按规定要求烘焙焊剂;2、清除钢筋焊接部位的铁锈;3、确保接缝在焊剂中合适埋入深度烧伤1、钢筋导电部位除净铁锈;2、尽量夹紧钢筋焊包下淌1、彻底封堵焊剂筒的漏孔;2、避免焊后过快回收焊剂6、电渣压力焊接结果应符合下列要求:、四周焊包凸出钢筋表面的高度应应大于或等于4。、钢筋与电极接触处,应无烧伤缺陷;、接头处的弯角不得大于4;、接头处的轴线偏移不得大于钢筋直径的0.1倍,且不得大于2。外观检查不合格的接头应切除重焊,或采取补强焊接措施。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
