《炼钢厂精炼炉钢包车改造方案》由会员分享,可在线阅读,更多相关《炼钢厂精炼炉钢包车改造方案(8页珍藏版)》请在装配图网上搜索。
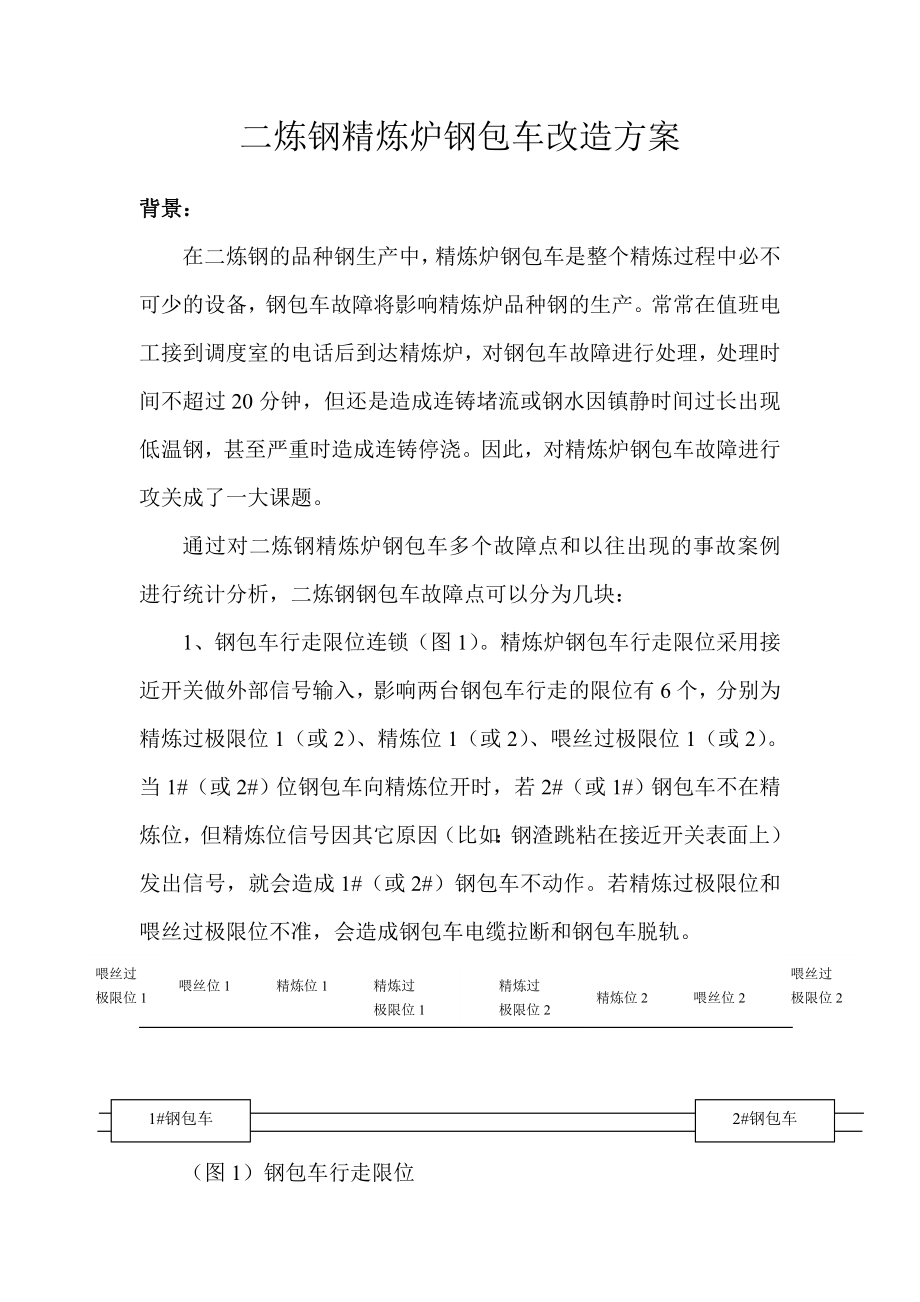
1、二炼钢精炼炉钢包车改造方案背景:在二炼钢的品种钢生产中,精炼炉钢包车是整个精炼过程中必不可少的设备,钢包车故障将影响精炼炉品种钢的生产。常常在值班电工接到调度室的电话后到达精炼炉,对钢包车故障进行处理,处理时间不超过20分钟,但还是造成连铸堵流或钢水因镇静时间过长出现低温钢,甚至严重时造成连铸停浇。因此,对精炼炉钢包车故障进行攻关成了一大课题。通过对二炼钢精炼炉钢包车多个故障点和以往出现的事故案例进行统计分析,二炼钢钢包车故障点可以分为几块:1、钢包车行走限位连锁(图1)。精炼炉钢包车行走限位采用接近开关做外部信号输入,影响两台钢包车行走的限位有6个,分别为精炼过极限位1(或2)、精炼位1(或
2、2)、喂丝过极限位1(或2)。当1#(或2#)位钢包车向精炼位开时,若2#(或1#)钢包车不在精炼位,但精炼位信号因其它原因(比如:钢渣跳粘在接近开关表面上)发出信号,就会造成1#(或2#)钢包车不动作。若精炼过极限位和喂丝过极限位不准,会造成钢包车电缆拉断和钢包车脱轨。精炼过极限位2精炼过极限位1精炼位1喂丝位1喂丝过极限位1喂丝过极限位2喂丝位2精炼位21#钢包车2#钢包车(图1)钢包车行走限位2、精炼炉电极上限位、炉盖上限位、高压合闸故障确认等外部条件与钢包车行走连锁。精炼炉电极上限位采用行程开关做为外部信号输入,炉盖上限位采用接近开关做外部信号输入。电极上限位常常在生产中,因电极上的油
3、落下卡在行程开关上,造成信号不到位;炉盖上限位因有外物或积灰也会造成错误信号。3、钢包车本体故障有变频器故障、主接触器辅助触点接触不好故障、进线断路器辅助触点接触不好故障。4、钢包车外部故障有外部线路、操作启动按钮、(集中/机旁)转换开关、操作停止按钮、急停按钮、电机、控制电缆、抱闸、电机风扇等损坏造成的故障。二炼钢精炼炉钢包车连锁点多,故障点多,出现突发性故障电工很难快速判断出来。为解决该问题,除平常的点检和定检外,经过讨论认为可采取以下的方法进行处理:(1)对于突发的外部连锁故障可查看HMI画面上的连锁条件,采取HMI画面上屏蔽连锁方法,人为监护操作,紧急将钢包车运行起来,保证生产的顺行,
4、然后再对故障点进行处理。(2)对于钢包车外部设备故障,可先通过操作,查看模块输入点状态,根据输入点状态信号进行处理。(3)对于钢包车变频器突发的本体故障,在没有时间判断和处理的情况下,要将钢包车紧急开出,只有采用变频器代用的方法,而原设计是没有变频器代用的功能。为此,对钢包车变频器代用进行改造。一、改造方案1、原设计:(1)主回路: 原设计为1#位和2#位两台钢包车,在生产中当1#位钢包车装载钢水在精炼位精炼完成离开进行喂丝时,2#位钢包车紧接着装载钢水进入精炼位进行精炼。这说明在工艺上,这两台钢包车不存在一用一备。 (2)部份控制回路:给定变频器控制图 在控制回路上,两台钢包车的控制方式都一
5、样均采用变频控制,且控制模式上全部为固定频率输入的正反转控制模式。 通过以上的分析,可采用1#、2#钢包车变频器互代方式来解决因钢包车变频器的本体故障造成钢包车不动作带来的生产影响。2、改造设计:(1)主回路: 在原设计的主回路上增加5台倒换线路接触器,在线路还未通电的情况下,首先通过选择开关进行操作模式选择,在选择完成后,才进行钢包车运行操作。这样保证了接触器的使用寿命及可靠程度。(2)部份控制回路:新增加的控制回路二、改造后的功能和安装位置:改造后的功能图:开始选择开关选择1档KA1闭合、KA4闭合KA5闭合、KA6闭合选择开关选择0档KA1闭合、KA2闭合KA3闭合、KA4闭合选择开关选
6、择2档KA2闭合、KA3闭合KA5闭合、KA6闭合操作2#钢包车按钮操作1#(或2#)钢包车按钮操作1#钢包车按钮1#钢包车变频器工作1#(或2#)钢包车变频器工作2#钢包车变频器工作2#钢包车运行1#(或2#)钢包车运行1#钢包车运行(1)、使用转换开关选择代用后, PLC接到代用信号,在对信号进行处理后直接输出给相应的各控制系统,代用接触器上电,代用接触器辅助触点闭合将信号送给PLC,代用指示灯亮,代用成功。其它操作方法与原来不变。(2)、此改造增加185A的接触器5个,3档转换开关一个,指示灯1个(电压可就地取)。(3)、主接触器安装位置选择安装在各喂丝机变频柜前,这样做是为了保证检修的
7、安全和更换设备方便。(4)、代用控制逻辑全部由PLC编程完成,不采用外部继电逻辑控制方式,这样做减少了控制线路的复杂程度。(5)、代用后,取消了外部连锁,保留限位连锁。操作时,要求监护操作。(6)、转换开关和指示灯安装在主操作台上,安装位置如下图。转换开关和指示灯安装位。三、改造时间改造时间定于2011年12月15日至2011年12月19日精炼炉不生产的5天内。四、改造备件及材料序号名称规格型号单位数量单价金额备注1接触器CJ35-185台5185092502继电器MY2NJ(带座子)台5462303指示灯AD16-22个1554铜线鼻子50mm2个3051505电缆3*16 mm2米10454506铜芯线1.5 mm2米5063007转换开关LW42-40F/303个12626合计10411改造费用合计大约在2万以内(车间内部消耗)。 2011年12月12日
 炼钢厂精炼炉钢包车改造方案
炼钢厂精炼炉钢包车改造方案