 数控编程指令
数控编程指令

《数控编程指令》由会员分享,可在线阅读,更多相关《数控编程指令(7页珍藏版)》请在装配图网上搜索。
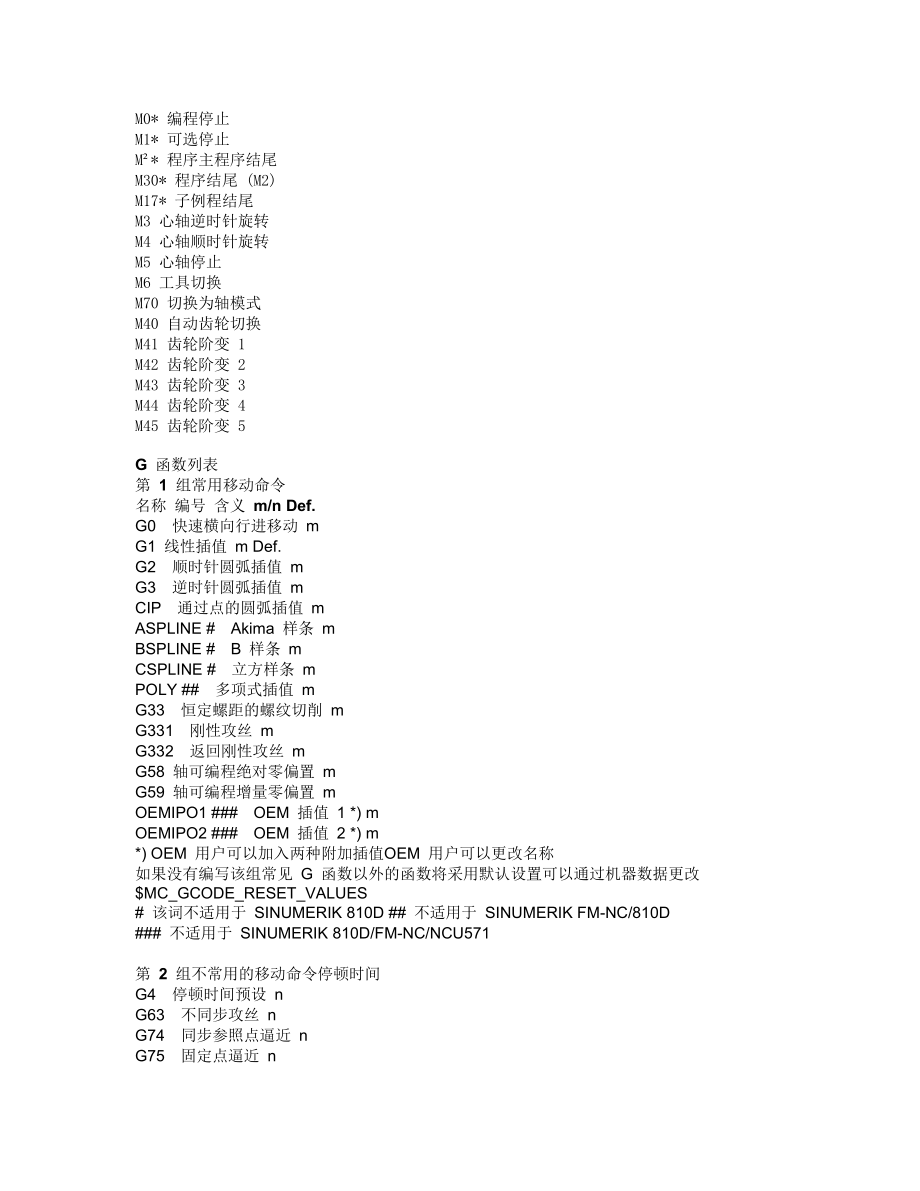
1、M0* 编程停止M1* 可选停止M* 程序主程序结尾M30* 程序结尾 (M2)M17* 子例程结尾M3 心轴逆时针旋转M4 心轴顺时针旋转M5 心轴停止M6 工具切换M70 切换为轴模式M40 自动齿轮切换M41 齿轮阶变 1M42 齿轮阶变 2M43 齿轮阶变 3M44 齿轮阶变 4M45 齿轮阶变 5G 函数列表第 1 组常用移动命令名称 编号 含义 m/n Def.G0 快速横向行进移动 mG1 线性插值 m Def.G2 顺时针圆弧插值 mG3 逆时针圆弧插值 mCIP 通过点的圆弧插值 mASPLINE # Akima 样条 mBSPLINE # B 样条 mCSPLINE # 立
2、方样条 mPOLY # 多项式插值 mG33 恒定螺距的螺纹切削 mG331 刚性攻丝 mG332 返回刚性攻丝 mG58 轴可编程绝对零偏置 mG59 轴可编程增量零偏置 mOEMIPO1 # OEM 插值 1 *) mOEMIPO2 # OEM 插值 2 *) m*) OEM 用户可以加入两种附加插值OEM 用户可以更改名称如果没有编写该组常见 G 函数以外的函数将采用默认设置可以通过机器数据更改 $MC_GCODE_RESET_VALUES# 该词不适用于 SINUMERIK 810D # 不适用于 SINUMERIK FM-NC/810D# 不适用于 SINUMERIK 810D/FM
3、-NC/NCU571第 2 组不常用的移动命令停顿时间G4 停顿时间预设 nG63 不同步攻丝 nG74 同步参照点逼近 nG75 固定点逼近 nREPOSL 在轮廓上重新定位线性 nREPOSQ 在轮廓上重新定位四分之一圆 nREPOSH 在轮廓上重新定位半圆 nREPOSA 在轮廓上重新定位所有轴 nREPOSQA 在轮廓上重新定位所有轴四分之一圆中的几何轴nREPOSHA 1 在轮廓上重新定位所有轴半圆中的几何轴nm 常用n 不常用Def. 默认值第 3 组写内存名称 编号 含义 m/n Def.TRANS TRANSLATION 平移可编程 nROT ROTATION 旋转可编程 nS
4、CALE SCALE 缩放可编程 nMIRROR MIRROR 镜像可编程 nATRANS 增量平移可编程 nAROT 增量旋转可编程 nASCALE 增量缩放可编程 nAMIRROR 增量镜像可编程 nTOFRAME 将当前编程的框架放在工具坐标系上 nG25 最小工作区限制/心轴速度限制 nG26 最大工作区限制/心轴速度限制 nG110 相对于上一个编程定点位置的极坐标编程 nG111 相对于当前 WCS 零点的极坐标编程 nG112 相对于上一个有效极坐标的极坐标编程 n第 4 组FIFOSTARTFIFO 并行执行并填充预处理缓冲区 m Def.STOPFIFO 停止处理填充预处理内
5、存 m第 6 组平面选择G17 平面选择 第 1 个 - 第 2 个几何轴 m Def.G18 平面选择 第 3 个 - 第 1 个几何轴 mG19 平面选择 第 2 个 - 第 3 个几何轴 mm 常见n 不常见Def. 默认值第 7 组工具半径补偿名称 编号 含义 m/n Def.G40 无工具半径补偿 mG41 轮廓左侧工具半径补偿 mG42 轮廓右侧工具半径补偿 m第 8 组可设置的零偏置G500 取消 G54 - G5xx 重置可设置的框架 m Def.G54 第 1 个可设置的零偏置 mG55 第 2 个可设置的零偏置 mG56 第 3 个可设置的零偏置 mG57 第 4 个可设置
6、的零偏置 mG5xx nth 第 n 个可设置的零偏置 mG599 第 100 个可设置的零偏置 m第 9 组框架抑制G53 抑制当前框架 nSUPA 抑制当前零偏置包括编程偏置和手轮偏置 (DRF) 外部零偏置和预设偏置第 10 组精确停止连续轨迹模式G60 速度降低精确定位 m Def.G64 连续轨迹模式 mG641 具有可编程圆角距离的连续轨迹模式 m第 11 组顺时针精确停止G9 速度降低精确停止 nm 常见n 不常见Def. 默认值第 12 组精确停止时的块更改条件 (G60/G09)名称 编号 含义 m/n Def.G601 精确停止时的块更改精密 m Def.G602 精确停止
7、时的块更改粗略 mG603 插值块末尾的块更改 m第 13 组标注英寸/公制的工件G70 输入系统英寸 mG71 输入系统公制 m Def.第 14 组标注绝对/增量的工件G90 绝对尺寸输入 m Def.G91 增量尺寸输入 m第 15 组进料速率类型G93 # 与时间成反比的进料速率编码 mG94 线性进料速率毫米/分钟英寸/分钟 m Def.G95 旋转进料速率毫米/转英寸/转 mG96 启用恒定切削速度G97 禁用恒定切削速度# 该词不适用于 SINUMERIK FM-NC/810D第 16 组内曲度和外曲度的进料纠正CFC 轮廓的常速进料 m Def.CFTCP 工具中心点的常速进料
8、 mCFIN 内曲度的常速进料 mm 常见n 不常见Def. 默认值第 12 组精确停止时的块更改条件 (G60/G09)名称 编号 含义 m/n Def.G601 精确停止时的块更改精密 m Def.G602 精确停止时的块更改粗略 mG603 插值块末尾的块更改 m第 13 组标注英寸/公制的工件G70 输入系统英寸 mG71 输入系统公制 m Def.第 14 组标注绝对/增量的工件G90 绝对尺寸输入 m Def.G91 增量尺寸输入 m第 15 组进料速率类型G93 # 与时间成反比的进料速率编码 mG94 线性进料速率毫米/分钟英寸/分钟 m Def.G95 旋转进料速率毫米/转英
9、寸/转 mG96 启用恒定切削速度G97 禁用恒定切削速度# 该词不适用于 SINUMERIK FM-NC/810D第 16 组内曲度和外曲度的进料纠正CFC 轮廓的常速进料 m Def.CFTCP 工具中心点的常速进料 mCFIN 内曲度的常速进料 mm 常见n 不常见Def. 默认值第 17 组逼近/回退操作工具补偿名称 编号 含义 m/n Def.NORM 起点/终点的正常位置 m Def.KONT 在起点/终点绕轮廓行进 m第 18 组棱角操作工具补偿G450 过渡圆 m Def.G451 等距交叉 m第 19 组样条起点的曲线过渡BNAT # 第一个样条块处的自然曲线过渡 m Def
10、.BTAN # 第一个样条块处的正切曲线过渡 mBAUTO # 通过后面 3 个点的第一个样条段的定义 m第 20 组样条终点的曲线过渡ENAT # 自然曲线过渡到下一个横向行进块 m Def.ETAN # 样条起点的正切曲线过渡 mEAUTO # 通过最后 3 个点的最后一个样条段的定义 m第 21 组加速配置文件BRISK 快速不平滑轨迹加速 m Def.SOFT 软平滑轨迹加速 mDRIVE # 与速度有关的轨迹加速 mm 常见n 不常见Def. 默认值# 该词不适用于 SINUMERIK 810D# 该词仅适用于 SINUMERIK FM-NC第 22 组工具补偿类型名称 编号 含义
11、m/n Def.CUT2D 2 1/2D 工具补偿 m Def.CUT2DF 相对于当前框架斜面的 2 1/2D 工具补偿 mCUT3DC # 3D 工具补偿外围铣 mCUT3DF # 3D 工具补偿外围铣 mCUT3DFS # 恒定工具方位的 3D 工具补偿切面铣与活动框架无关 mCUT3DFF # 恒定工具方位的 3D 工具补偿切面铣与活动框架无关 m# 该词不适用于 SINUMERIK FM-NC/810D第 23 组内轮廓的碰撞检测CDOF 关闭碰撞检测 m Def.CDON 打开碰撞检测 m第 24 组进料速率控制FFWOF 关闭前馈控制 m Def.FFWON 打开前馈控制 m第
12、25 组工具方位ORIWKS # 工具在工件坐标系中的方位 m Def.ORIMKS # 工具在机器坐标系中的方位 mORIPATH # 工具方位轨迹 m# 该词不适用于 SINUMERIK FM-NC/810D/NCU571第 26 组重新定位点RMB 返回块开头 mRMI 返回中断点 m Def.RME 返回块结尾 mm 常见n 不常见Def. 默认值第 27 组外角方位改变时的工具补偿名称 编号 含义 m/n Def.ORIC # 方位改变会叠加到要插入的圆块上 m Def.ORID # 方位改变在圆块之前执行 m第 28 组打开/关闭工作区限制WALIMON 打开工作区限制 m Def
13、.WALIMOF 关闭工作区限制 m第 29 组半径 直径DIAMOF 关闭直径编程 m Def.DIAMON 打开直径编程 m第 30 组打开/关闭压缩器COMPOF # 关闭压缩器 m Def.COMPON # 打开压缩器 m第 31 组OEM - G 组G810 # OEM G 函数 Def.G811 # OEM G 函数G812 # OEM G 函数G813 # OEM G 函数G814 # OEM G 函数G815 # OEM G 函数G816 # OEM G 函数G817 # OEM G 函数G818 # OEM G 函数G819 # OEM G 函数保留了两组函数供 OEM 用户
14、使用在最终程序中为最终用户提供 OEM 函数编号内部编号例如 PLC 接口的编号Def. 默认值# 该词不适用于 SINUMERIK FM-NC/810D/NCU571m 常见n 不常用Def. 默认值第 32 组OEM - G 组G820 # OEM G 函数 m/s Def.G821 # OEM G 函数 Def.G822 # OEM G 函数G823 # OEM G 函数G824 # OEM G 函数G825 # OEM G 函数G826 # OEM G 函数G827 # OEM G 函数G828 # OEM G 函数G829 # OEM G 函数保留了两组函数供 OEM 用户使用在最终
15、程序中为最终用户提供 OEM 函数编号内部编号例如 PLC 接口的编号m 常见n 不常见Def. 默认值第 33 组可设置工具精密编码FTOCOF # 关闭联机活动工具精密编码 m Def.FTOCON # 打开联机活动工具精密编码 m第 34 组工具方位校平OSOF # 关闭工具方位校平 m Def.OSC # 恒定工具方位校平 mOSS # 在块结尾校平工具方位 mOSSE# 在块开头和块结尾校平工具方位 m# 该词不适用于 SINUMERIK FM-NC/810D/NCU571m 常见n 不常见Def. 默认值第 35 组冲孔和冲裁名称 编号 含义 m Def.SPOF # 关闭冲孔和冲
16、裁 m Def.SON # 打开冲裁 mPON # 打开冲孔 mSONS # 在 IPO 周期中打开冲裁 mPONS # 在 IPO 周期中打开冲孔 m第 36 组有延迟的冲孔PDELAYON # 打开有延迟的冲孔 m Def.PDELAYOF # 关闭有延迟的冲孔 m第 37 组进料速率配置文件FNORM # 符合 DIN66025 的正常进料 m Def.FLIN # 线性可变的进料 mFCUB # 可根据立方样条变化的进料第 38 组为冲孔/冲裁分配高速 NCK 输入/输出SPIF1 # 冲孔/冲裁的高速 NCK 输入/输出1 字节 m Def.SPIF2 # 冲孔/冲裁的高速 NCK 输入/输出2 字节 m第 39 组可编程轮廓准确性CPRECOF 关闭可编程轮廓准确性 m Def.CPRECON 打开可编程轮廓准确性 m# 该词不适用于 SINUMERIK FM-NC/810D/NCU571编号内部编号例如 PLC 接口的编号m 常见n 不常见Def. 默认值
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
