《生阳极磨粉工序微粉粒度即时自动控制工业模拟.doc》由会员分享,可在线阅读,更多相关《生阳极磨粉工序微粉粒度即时自动控制工业模拟.doc(6页珍藏版)》请在装配图网上搜索。
1、生阳极磨粉工序微粉粒度即时自动控制工艺流程开发的可行性探讨碳素厂 陈向阳摘要 球磨粉纯度与生阳极制品最终性能有着密不可分的关系,我厂现行的磨粉工序在抽样检查及粒度控制两方面分别存在着滞后和准确性较低的缺陷,碳素厂将建立一个中心分析室,分析设备采用瑞士R&D公司设备,可分析骨料堆积密度、比表面积等以往无法分析的重要指标,这从硬件上为球磨粉的粒度检测控制提供了支持,基于这一前提,本文以取样及粒度控制为切入点,对微粉粒度的即时及自动控制进行了探讨。关键词 球磨粉 纯度 取样分析 粒度控制一、球磨粉纯度与阳极制品性能的关系:生阳极制备选用的主要原料为煅后焦、残极、及粘接剂改质沥青,煅后焦、残极称为骨料
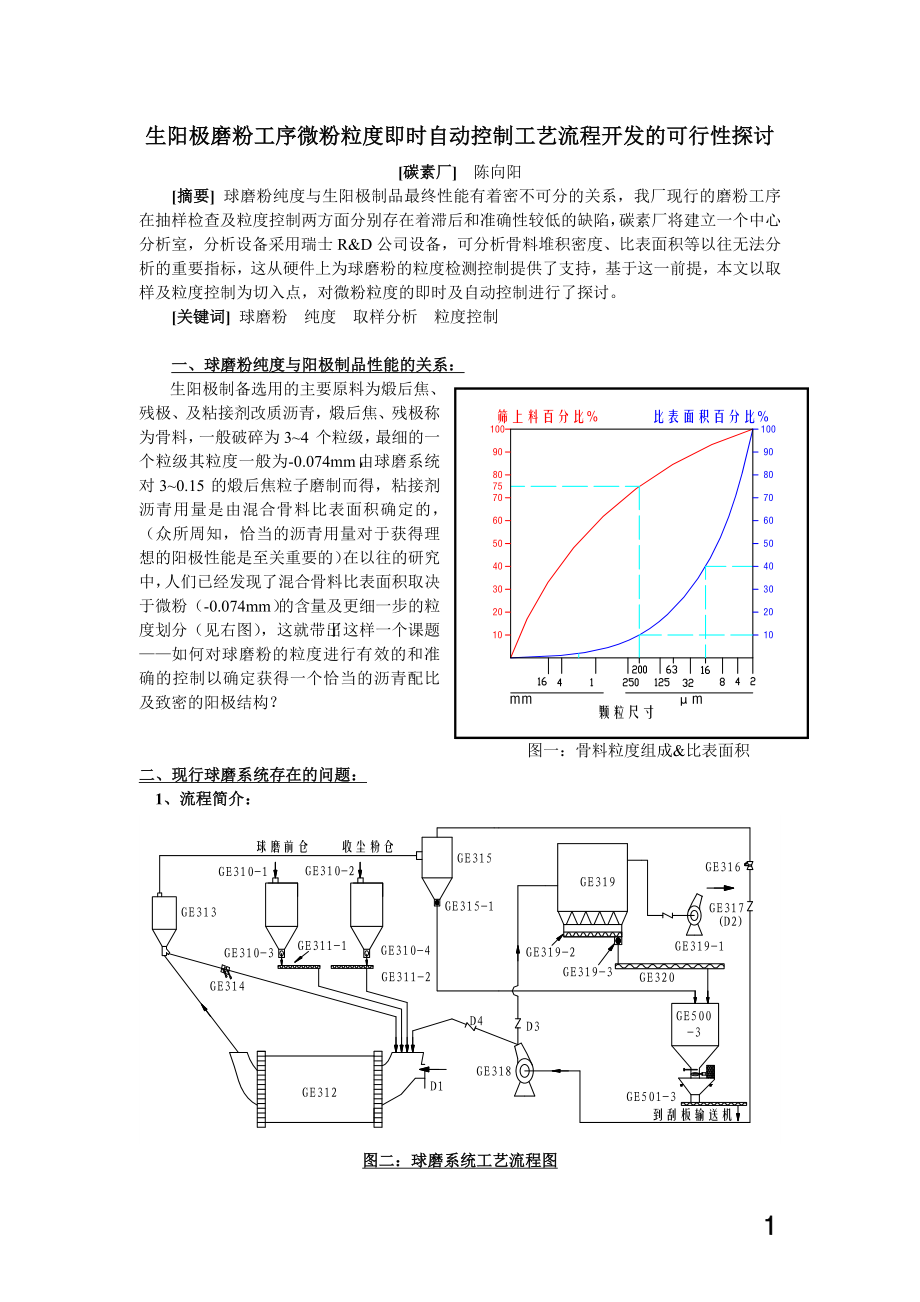
2、,一般破碎为34个粒级,最细的一个粒级其粒度一般为-0.074mm,由球磨系统对30.15的煅后焦粒子磨制而得,粘接剂沥青用量是由混合骨料比表面积确定的,(众所周知,恰当的沥青用量对于获得理想的阳极性能是至关重要的)在以往的研究中,人们已经发现了混合骨料比表面积取决于微粉(-0.074mm)的含量及更细一步的粒度划分(见右图),这就带出了这样一个课题如何对球磨粉的粒度进行有效的和准确的控制以确定获得一个恰当的沥青配比及致密的阳极结构? 图一:骨料粒度组成&比表面积二、现行球磨系统存在的问题: 1、流程简介:图二:球磨系统工艺流程图 如上图;粒度为30.15mm的焦炭中粒进入球磨前仓(GE310
3、-1),破碎、筛分系统的收尘粉进入收尘粉仓,然后分别通过螺旋GE311-1,GE311-2进入球磨机,在球磨机内磨细的粒子由GE318循环风机鼓风送到GE313粗粒分离器,粒度未达标的粒子经GE314两层重力翻板返回球磨机,达标的粒子随气流进入GE315多管旋风除尘器,经多管旋风捕集的粉尘进入球磨粉仓,尾气分两路,一路经GE318到GE319布袋收尘器后排入大气,GE319捕集的粉子经GE319-3螺旋进入球磨粉仓;另外一路经GE318到球磨机后循环。 按系统工艺的设计,球磨粉粒度调整的主要方法有三种: (1)调整风量挡板:如图二,系统共有5个挡板在用(比一成型少一个),分别是:D1球磨机进端
4、补风口插板,调整补风量;D2循环风量挡板(电动液压缸,可实现自动调节),调整循环风量;D3GE319支路风量挡板,调整圆筒布袋收尘器风量;D4尾气循环支路风量挡板,调整进球磨机尾气风量挡板;D5GE319出风口风量挡板,调整圆筒布袋收尘器出风口风量;调整方式:如果粒度变粗,则关小D2、D4,适当开大D3、D5或关小D1。反之则相反。除D2外,其余均为现场手动调节。(2)调整GE313粗粒分级机三个间隙高度:对应控制调节杆向上气流状况分级结果A下部调整园环再分级间隙减小再分级上升气流增大粒度加粗B排出口套环出口通路扩大上升气流阻力减小粒度加粗C分流调正头主分级间隙增大主分级气流速度降低粒度加粗A
5、、B、C三套调节杆如结构图二所示,在一成型原版引进的设备上,三套调节螺杆上均有刻度,虽然是手动调节但还算方便,二成型调节螺杆没有刻度,投产至今从未将调节分级机间隙作为粒度调整的主要手段。 (3)控制焦炭中粒粒度: 虽然分级机可以将大部分粗粒分离,但如果原料粒度不佳,就会产生球磨粉产量与纯度的矛盾,而且对0.074内的粒度细分分布有一定影响。 图三:GE313粗粒分离器2、分析取样存在的问题:如上流程所述,球磨粉取样点设置在失重称输料螺旋下料溜管与刮板输送机连接处,在长期的生产实践中,至少可以发现两点不合理之处:(1)时间上的严重的滞后性:球磨粉仓容量为17.3m3,堆积密度约为0.79g/ c
6、m3,仓容量折合为13.67T,常规料仓料位控制在50%左右,即常规保有容量为6.9T,按每小时消耗约3.2T球磨粉计,当前工序状态下生产的球磨粉约2.15小时后到达刮板输送机处的取样点,再经过约2小时的分析出结果,得到的是4.15小时前工序状态下的产品纯度,这样的结果仅能作为一种检验结果,对于配方调整及球磨粉纯度调整都失去了指导意义。(2)取样样品的代表性较差:3、粒度控制方面存在的问题:(1)手动控制为主要控制手段,控制量化性较差,完全凭操作者经验,由于个体水平差异及理解的不同,造成球磨粉纯度稳定性不能让人放心;(2)可选择的控制手段单一,对于分级机的调整及球磨原料粒度的控制基本无法进行,
7、前者是因为控制螺杆无刻度,手动调节不可靠,而后者是因为采用反击式破碎机生产的焦炭中粒不可能进一步控制其1以下粒子的重量百分比。4、需要解决的问题: 通过以上分析,我们需要建立一个能快速分析球磨粉粒度并据此调整骨料配方及球磨系统工作状态的球磨流程及分析标准,以获得粒度稳定的球磨粉、比表面积相对均一的混合骨料、及更加合理及稳定的粘接剂配入量,从而得到性能稳定、均一的阳极生块,从产品使用性能“木桶原理”来看,避免因局部质量恶劣而导致整体质量恶化是获取良好经济和环保效益的最佳手段。要缩小质量波动范围,至少需要解决两个问题:(1)选择更加及时和合理的球磨粉取样点,缩短粒度分析时间;(2)改进球磨系统粒度
8、控制手段,实现量化控制、建立控制标准;三、设想方案:1、关于取样点的选择: 取样点选择的依据是及时性与准确性,同时,除了能反应产品纯度外,还应该能反应系统工作的效率,所以在这里还考虑对GE313粗粒分离器返回的粒子进行粒度分析:(1)取样点1:该点设置在GE315-1与球磨粉仓连接的溜管上,在此管上连接一个取样装置。取样点设置在此处,避免了从料面顶部到刮板输送机取样点的等待过程,拿到分析结果的时间将至少缩短2小时,同时也更能反应系统工艺状况。该取样点的主要作用是反应球磨系统是否处于我们需要的工作状态。(2)取样点2:保留原有取样点,严格的说,由于球磨粉在仓内的堆积、出料,到原取样点的球磨粉粒度
9、分布是不能代表球磨系统产品的,但此点取样是骨料的真实配方反应,所以改点的主要左作用是用于分析计算混合骨料粒度分布。(3)取样点3:我们应该怎样来衡量GE313粗粒分离器的工作状态?会不会出现风量过大,返回的粗粒比例较大或风量过小粒度过细?坦率的说,目前的工艺不太好回答这个问题,在GE314分水滤气阀下加一个取样装置或许可以解决这个问题,通过对返回料的粒度分析,评价GE313粒度分级效果,可以作为调整其三个出风口间隙的依据之一,同时,对返回料量的评价也可作为系统循环风量调整的依据。2、粒度控制手段的变革: 目前,成型车间对球磨粉粒度的控制手段主要是根据粒度分析的结果,对各风量挡板进行调整,前面已
10、经对这一控制手段的诸多弊病进行了论述,我们最需要解决的是时间上的滞后性,如何解决?首先要解决分析取样的周期过长的问题,其次是要解决几个风量挡板的调节问题,再次是解决自动控制的问题。如果从该设想涉及的范围来说,要从工艺、机械、电气、仪表四个方面的统一协作来完成,在以后的论述中将一步步进行考虑。3、在线分析粒度的设想: 在线分析粒度是实现球磨粉粒度自动控制的关键,这个问题一旦解决,后面的包括挡板控制自动化,GE313粗粒分离器风口电动控制、包括连锁控制的程序参数选择都是迎刃而解地问题了。 前面已经考虑在GE315-1到球磨粉仓之间管路上加一个取样点,实际上,这一个取样点应该考虑为在线分析点,一个基
11、本的原则是:如果设计为一个在线取样点,它的取样特性为间断性,比如说1小时取一个样,然后根据在线分析的结果进行自动调节,下面对在线分析粒度的两种设想分别进行论述:(1)利用重量与粒度的关系进行检测: 球磨粉体积密度与其粒度分布是有一定关系的,至少从定性的角度可以说体积密度与球磨粉粒度成反比,可以通过实验对二者之间的数量关系进行一个界定,实验方法与步骤如下: 取合格球磨粉100作准备; 将其筛分为+0.22、0.220.15、0.150.1、0.10.075、0.0750.045、-0.045六个粒级; 按下表配制实验用球磨粉若干:序号+0.220.220.150.150.10.10.0750.0
12、750.045-0.04512.5%3.5%8.5%19.5%66%22.5%3.5%8.5%18.5%67%32.5%3.5%8.5%17.5%68%42.5%3.5%8.5%16.5%69%52.5%3.5%8.5%15.5%70%62.5%3.5%8.5%12.5%73%72.5%3.5%8.5%9.5%76%82.5%3.5%8.5%6.5%79%92.5%3.5%8.5%3.5%82% 配制完成的球磨粉按序号编号 用骨料容重测量仪对各种配料的球磨粉进行容重测量; 增大实验频次,确定球磨粉体积密度与粒度分布的数量关系,以此作为系统工序状况的判断依据;(2)间歇性取样分析仪的基本工作原理
13、:该仪器应包括一个称重的已标定体积的称重仓、三个金属称重传感器、以及数据采集、转换、处理模块及传送。图4:间歇性在线取样仪示意图如上图,在GE315-1下的溜管上开一支路,并安置气动挡板,在主控室远端控制,给出操作指令后,气动挡板选择分析侧,球磨粉开始进入标准容积料斗,一定时间后,气动挡板转回原位置,刮料板刮去标准容积料斗中多余的粉子,重力传感器称重,获取数据,标准容积料斗下气动蝶阀动作放料,程序处理数据,与标准体积密度范围进行对比,确定调整与否及调整范围。此套方案的关键在重力传感器的精度及刮料板是否保证球磨粉每次称量的体积上的一致性。(2)直接在GE315-1下设支路加一套振动粒度分析仪:
14、分析仪由振动装置、干燥装置、筛子、及称重装置组成,为提高在工业上运用的可行性,该分析仪筛仅选择了0.075及0.045两种型号,重点对-200目下的球磨粉进行控制,工作原理是:在转换挡板的作用下,球磨粉进入振动粒度分析仪,一定时间后挡板回球磨粉仓侧,在干燥装置中,首先进行称重,干燥后再次称重,进入振动筛,分级后对-0.075及-0.045两个型号的筛子进行称重,经过上述过程,可得到球磨粉水分含量、及-200目粒子含量,然后进行相应的自动调节。该方案的关键在分析仪的机械设计上。4、挡板控制的自动化:参照GE317即D2挡板改造D3、D4、D5三个挡板,在可能新增的球磨系统中(由于二成型提产改造,
15、GE300系统将提高产能),这三个挡板已经设计为电动,具备了先决条件。5、GE313粗粒分离器自动控制改造:三个调整风口的三套调整螺杆,一是可考虑参照一成型在螺杆上标注刻度;二是考虑将其调整方式改为电动调整,但这需要增加一套小型的液压系统一台油泵、油缸、一个行程检测装置,其控制方式可以参考EIRICH PID-RV23 CONTI设备的糊料出口开度控制阀。6、球磨粉原料粒度控制方案预磨流程的开发:图5 预磨流程示意图相关资料介绍,经过柱磨机预磨,进入球磨机原料纯度-1mm可占95%以上;球磨粉纯度-0.075mm达8590%。同时,球磨粉产量可提高50%左右,这同我们提产改造的思路又是吻合的。四、总结:开发球磨粉纯度在线检测是解决球磨粉分析滞后、控制手段混乱的最佳方法,在对这一流程的开发中,本文主要提出了以下观点:5、 在球磨粉仓上设立在线检测装置;2、将三个风量调整挡板及GE313粗粒分离器三个风口调节螺杆控制由手动改为自动调节;3、通过预磨流程的开发,解决球磨粉原料粒度控制的问题,同时达到提产50%的目的,与车间正在进行的改造有良好的兼容性;4、如果上述计划能顺利完成,即解决了调整依据及调整方法的自动化,球磨粉粒度控制自动化就具备了良好的先决条件。5、按照这一设想,GE300系工艺流程将如下图:图6: GE300系新取样点及电动挡板示意图
 生阳极磨粉工序微粉粒度即时自动控制工业模拟.doc
生阳极磨粉工序微粉粒度即时自动控制工业模拟.doc