《机床作业规范 精加工作业指导规范 数控机床精加工试件作业指导书》由会员分享,可在线阅读,更多相关《机床作业规范 精加工作业指导规范 数控机床精加工试件作业指导书(5页珍藏版)》请在装配图网上搜索。
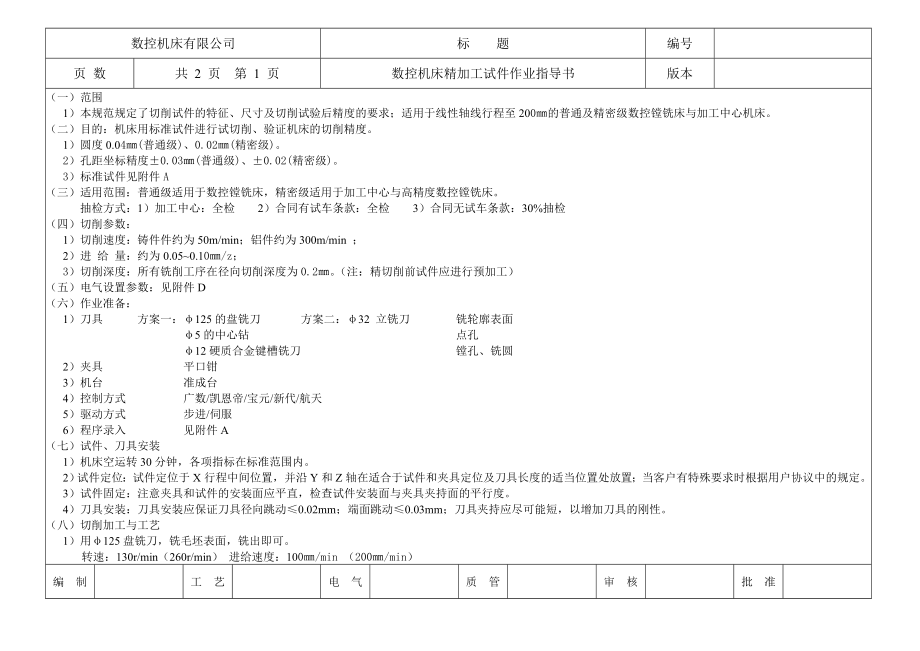
1、数控机床有限公司标 题编号页 数共 2 页 第 1 页数控机床精加工试件作业指导书版本(一)范围 1)本规范规定了切削试件的特征、尺寸及切削试验后精度的要求;适用于线性轴线行程至200的普通及精密级数控镗铣床与加工中心机床。(二)目的:机床用标准试件进行试切削、验证机床的切削精度。1)圆度0.04(普通级)、0.02(精密级)。 2)孔距坐标精度0.03(普通级)、0.02(精密级)。 3)标准试件见附件A(三)适用范围:普通级适用于数控镗铣床,精密级适用于加工中心与高精度数控镗铣床。抽检方式:1)加工中心:全检 2)合同有试车条款:全检 3)合同无试车条款:30%抽检(四)切削参数:1)切削
2、速度:铸件件约为50m/min;铝件约为300m/min ; 2)进 给 量:约为0.050.10/z; 3)切削深度:所有铣削工序在径向切削深度为0.2。(注:精切削前试件应进行预加工)(五)电气设置参数:见附件D(六)作业准备:1)刀具 方案一:125的盘铣刀 方案二:32 立铣刀 铣轮廓表面 5的中心钻 点孔 12硬质合金键槽铣刀 镗孔、铣圆 2)夹具 平口钳3)机台 准成台4)控制方式 广数/凯恩帝/宝元/新代/航天5)驱动方式 步进/伺服6)程序录入 见附件A(七)试件、刀具安装1)机床空运转30分钟,各项指标在标准范围内。 2)试件定位:试件定位于X行程中间位置,并沿Y和Z轴在适合
3、于试件和夹具定位及刀具长度的适当位置处放置;当客户有特殊要求时根据用户协议中的规定。 3)试件固定:注意夹具和试件的安装面应平直,检查试件安装面与夹具夹持面的平行度。4)刀具安装:刀具安装应保证刀具径向跳动0.02mm;端面跳动0.03mm;刀具夹持应尽可能短,以增加刀具的刚性。(八)切削加工与工艺1)用125盘铣刀,铣毛坯表面,铣出即可。 转速:130r/min(260r/min) 进给速度:100/min (200/min) 编 制工 艺电 气质 管审 核批 准数控机床有限公司标 题编号页 数共 2 页 第 2 页数控机床精加工试件作业指导书版本2)用12立铣刀铣82外圆,深度为4;分粗、
4、精加工,精加工留余量0.2mm。转速:1600r/min 进给速度:160/min 3)打中心孔(定位) 转速:1500 r/min 4)用12的铣刀进行镗孔,深度为4。转速:1600 r/min进给速度:120/min。(九)清理1)加工结束后对机床进行进行全面清理,工作台面、机床内不得有铁屑。2)夹具、刀具清理、整理后放置到工具柜。3)工作台面、主轴锥孔进行防锈。(十)检验与记录。 1)检验方式:全检 2)检验方法及仪器:用千分表、千分尺、游标卡尺进行测量,必要时用三坐标测量机测量。 3)检测项目及允差:见附件E 4)检验记录:在附件E上作记录,记录应完整,真实。(十一)注意事项:1)试切
5、削机床必须为质检部检验合格的机床。2)机床空运转30分钟,主轴与导轨充分润滑、主轴发热正常、振动与噪音在标准范围内。3)机床运动时重要参数(间隙补偿、螺距补偿前与补偿后)应达到以下要求 参数类别脉 冲导轨间隙丝杆间隙重复定位精度定位精度(普通级)定位精度(精密级)X、Y垂直度X向Y向X向Y向X向Y向X向Y向X向Y向X向Y向0.005补偿前0.030.040.0200.0200.010.010.0050.0050.0320.040.0250.025补偿后0.010.01不变不变不变不变不变不变0.010.010.010.01不变4)机床运动时紧固螺钉扭矩必须达到标准,具体见附件C。5)数控、驱动
6、器、变频器参数设置达到标准,参数标准见附件D。6)试件可以在试件切削试验中反复使用,但其规格尺寸应保持在所给原始尺寸的10%以内。编 制工 艺电 气质 管审 核批 准附 件D:数控、驱动器参数设置标准间隙补偿X轴Y轴Z轴一般0.02,特殊情况允许达到0.03一般0.02,特殊情况允许达到0.030螺距补偿X轴Y轴Z轴全长25段(螺距3倍)全长20段(螺距2倍)0一、系统间隙补偿参数对照表: 说明:1)间隙补偿办法:机床重复定位正常,定位精度0.01左右,脉冲0.02时间隙补偿不补;机床重复定位正常,定位精度0.020.03时,间隙补偿0.010.03,补到0.01动。 2)螺距补偿办法:a、根
7、据测量要求分成数段长度编程;b、用激光干涉仪或步距规采集数据;c根据系统选用增量或绝对方式输入数据二、系统加减速时间常数参数对照表:参数号设置值系统项目KND10MKND100MKND1000MGSK928MA2100EM2100ET新代系统LNC500iLNC520iX轴加减速时间30#15041#7049#7043#0.4D113#初初P541#初P0010#100Y轴加减速时间31#15042#7050#7044#0.4D114#始始P542#始P0011#100Z轴加减速时间32#20043#7051#7045#0.4D115#值值P543#值P0012#100第四轴加减速时间/52#
8、46#0.4/P544#P0013#100指数加减速时间33#4050#4056#40/ 说明:1)加减速时间参数根据上表进行初步设置; 2)根据加工出来的工件精度进行调整;加减速时间越短,系统的响应速度越快,加工精度高;加减速时间设太短,电机容易失步。KND10m一般蛇50左右,宝元设100左右。三、驱动器参数设置(SD100)序号参数号功 能要求设置值说 明15#速度比例增益3001、负载惯性量越大,设置值越大 2、系统不产生振荡的条件下,尽量设定的较大26#速度积分时间常数101、负载惯性量越大,设置值越小 2、系统不产生振荡的条件下,尽量设定的较小39#位置比例增益85设置值越大,位置
9、滞后量越小;但数值过大可能会引起振荡或超调410#位置比例前馈增益5系统响应速度要求非常高时才设此参数值,一般记为“0”;此参数易使系统不稳定。5驱动器电流设置5.1仅对配置步进电机的机床适用序号检验部位项目允差精密级实测普通级实测182 圆圆度 (普通级 / 精密级)0.04 / 0.0224-26孔1-2孔中心距(Y向)数控铣床:普通级:0.03精密级:0.02加工中心:0.053-4孔中心距(X向)1-3孔中心距(Y向)2-4孔中心距(Y向)四孔中心距误差1孔对82 中心位置度X向数控铣床:普通级:0.03精密级:0.02加工中心:0.05Y向2孔对82 中心位置度X向Y向3孔对82 中
10、心位置度X向Y向4孔对82 中心位置度X向Y向4孔对82 中心位置度误差异常情况及处理办法:1、圆度超差 处理办法:调整驱动器5#、6#、9#参数,调整数控系统指数加减速时间常数参数,缩短刀具的悬伸长度,重复加工。2、四孔中心距超差 处理办法:调整驱动器5#、6#、9#参数,调整数控系统直线加减速时间常数参数,检查机床反向间隙、导轨间隙、定位精度 及重复定位精度。检查工件装夹是否牢固可靠及刀具跳动。3、四孔对82中心位置度超差 处理办法:调整驱动器5#、6#、9#参数, 调整数控系统直线加减速时间常数参数,检查机床反向间隙、导轨间隙、定位精度 及重复定位精度。检查Z轴的垂直度及主轴的回转。检查工件装夹是否牢固可靠及刀具跳动。备注:切削检验记录 记录人: 年 月 日
 机床作业规范 精加工作业指导规范 数控机床精加工试件作业指导书
机床作业规范 精加工作业指导规范 数控机床精加工试件作业指导书