《【精品文档】M3318 用于压水堆稳压器波动管的Z2CND18—12控氮奥氏体不锈钢锻—钻管》由会员分享,可在线阅读,更多相关《【精品文档】M3318 用于压水堆稳压器波动管的Z2CND18—12控氮奥氏体不锈钢锻—钻管(9页珍藏版)》请在装配图网上搜索。
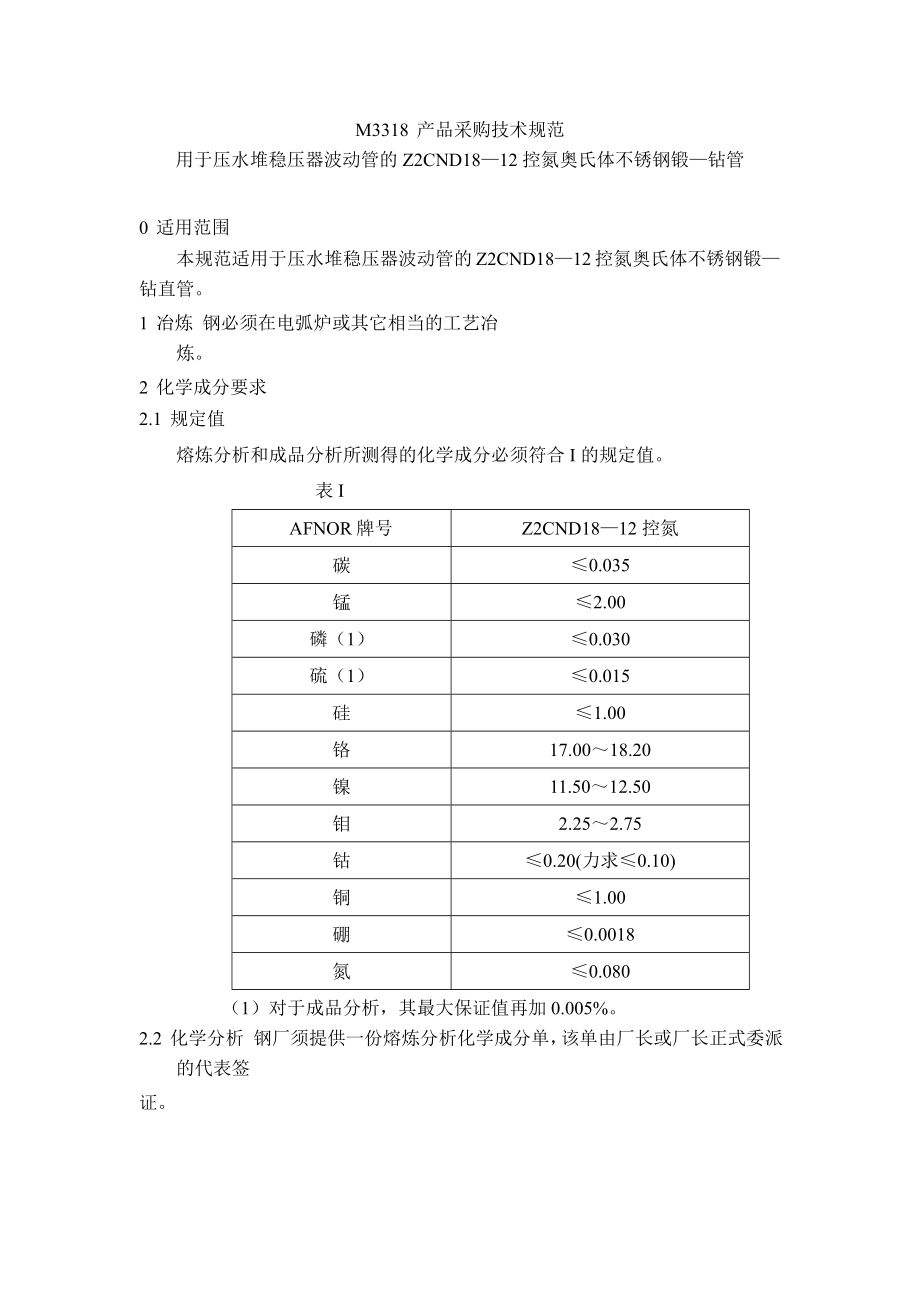
1、M3318 产品采购技术规范用于压水堆稳压器波动管的 Z2CND1812 控氮奥氏体不锈钢锻钻管0 适用范围本规范适用于压水堆稳压器波动管的 Z2CND1812 控氮奥氏体不锈钢锻 钻直管。1 冶炼 钢必须在电弧炉或其它相当的工艺冶炼。2 化学成分要求2.1 规定值熔炼分析和成品分析所测得的化学成分必须符合 I 的规定值。 表 IAFNOR 牌号Z2CND1812 控氮碳0.035锰2.00磷(1)0.030硫(1)0.015硅1.00铬17.0018.20镍11.5012.50钼2.252.75钴0.20(力求0.10)铜1.00硼0.0018氮0.080(1)对于成品分析,其最大保证值再加
2、 0.005%。2.2 化学分析 钢厂须提供一份熔炼分析化学成分单,该单由厂长或厂长正式委派的代表签证。应在每根管子端部的内表面取样进行成品化学分析,该端部要相应原始钢锭的头部。必须分析 C、Cr、Ni、Mo 和 Co 的含量。 另外应在每根管子对应于原始钢锭尾部的一端的内表面取样做碳的成分分析。上述分析必须按照 MC1000 的规定进行。若要对材料作更全面的分析,则对 表 I 中未作规定的那些元素,只需测定它们通常的残余含量。如果进行重新试验,则必须按 MC1000 要求进行化学分析。3 制造按 M380 规定计算的总锻造比必须不低于 3。3.1 制造程序 开始制造前,供货商必须制订一份制造
3、程序,其内容如下:钢的冶炼方式;钢锭的重量和类型;钢锭头、尾切除百分比;管子在钢锭中的相应位置;每一锻造火次的锻件尺寸图,包括按 M380 确定的部分和总锻造比;锻造状态零件图、热处理外形图、以及交货外形图;中间热处理和最终性能热处理条件;验收试验用试料在零件上的位置;试样在试料上的位置图。 必须按时间先后顺序列出各种热处理、取样、无损检验的操作过程。3.2 锻造 为了清除缩孔和大部分的偏析,钢锭头尾必须充分切除。钢锭重量和切除量百分比的记录以及总锻造比必须交监督机构掌管。3.3 机加工 在最终超声波检验之前,零件必须按采购图的要求进行机加工。3.4 交货状态热处理热处理条件应符合 M150
4、的要求。所有管子应以固溶热处理状态交货;热处 理工艺为:加热至 10501150。必须用放置在炉料上的热电偶测量温度。每个零件上至少有一个热电偶。热电偶放置的位置必须在制造程序中标明(见 3.1)。 应采用将管子全部浸入水中冷却的方法来进行固溶热处理。 供货商应建立热处理记录分析卡。3.5 组织 必须在平行于钢管轴线的一个侧面作金相照相检验。 组织结构应均匀,按 MC1000 测定的晶粒度指数应大于 1。4 力学性能4.1 规定值 力学性能规定值列于表。表试验项目试验温度性能规定值Z2CND1812拉伸室温R0.002210MPaRm520PaA%(5D)35350R0.t002130MPaR
5、m445MPaKV 冲击室温最小平均值60J4.2 取样管子经固溶热处理后再截取试料。 在管子的每一端部截取一块试料。 试料应有足够的尺寸以能截取有关试验和可能做复试所需的试样。 试样应在管子内侧四分之一壁厚处截取。 所有试样应切向截取。对于每一类试验,在一端截取的试样与在另一端截取的试样在方位上相差 180。 零件上试料的位置示意图和在试料上截取试样的尺寸图应列入制造程序(见3.1)。4.3 试验4.3.1试验项目和数量 试验项目、取样方向及试验温度列于表。表试验项目试验位置取样方向各试验项目试样数室温拉伸350拉伸 室温 KV 冲击(a)管子内侧壁厚 1/4处 管子内侧壁厚 1/4 处管子
6、内侧壁厚 1/4处切向切向 切向相隔 180,两端各取 1 个试样相隔 180,两端各取 1 个 试样每端并排截取 3 个试样,试 样在两端间隔 180(a)当室温拉伸试验中 A%小于 45%时进行该项试验。4.3.2 试验实施方式A室温和高温拉伸试验a)试样试样尺寸应符合 MC1000 的规定。b)试验方法必须按 MC1000 的规定进行拉伸试验,并记录以下数值:残余伸长 0.2%条件下屈服强度,MPa;极限拉伸强度,MPa;断后伸长率,%; c)结果 测得的结果必须符合表中规定的要求。如果结果不是这样,且试样有物理缺陷(不影响成品的使用能力),或由于 试样装夹不妥、或试验机运行失常而使试验
7、结果不合格时则必须另取试样重作试 验。如果第 2 次试验合格,该零件予以验收,反之则按下述规定执行。如果其结果不合格,不是由于上述任何一种原因所致,则可对测得的每个不合格结果再取双倍试样进行复试。复试试样取自不合格试样的邻近部位,若复试结果均合格,则该零件予以验收,反之,则必须拒收(见 4.4)。BKV 冲击试验a)试样试样的形状、尺寸及试验条件按 MC1000 的规定。b)试验方法试验应按照 MC1000 规定在室温进行。 c)结果 三个冲击试样的平均值必须满足表中规定的要求。个别值可以小于规定的平均值但不得低于该平均值的 70%。 如果上述规定的条件不能满足,则在不合格试样的邻近部位,再截
8、取三根试样进行试验。 如果试验结果同时满足下列条件,则该(批)零件可以验收:6 个试样的平均值大于或等于规定值;6 个试样中结果小于规定的最小值的个数不超过 2 个;6 个试验结果中只有一个小于规定平均值的 70%。 如果情况不是这样,该(批)零件应予以拒收。4.4 重新热处理 由于一项或几项力学性能试验结果不合格而被拒收时,可重作热处理。重新热处理的条件必须列入试验报告。在此情况下,试样必须按 4.2 的规定截取。要进行的试验内容须与 4.3 的规 定相同。重新热处理不允许超过 1 次。5 外观检查表面缺陷5.1 目检 表面应完好无损,不得有氧化皮、纵向划痕、发纹、气泡和凹坑等有损于使用的缺
9、陷。按 MC7200 的规定确定表面粗糙度,表面粗糙度(Ra)不得大于 6.3m。5.2 液体渗透检验。按 MC4000 规定,对钢管外表面以及端面进行液体渗透检验。必须在钢管交货状态下,对钢管进行这个检验。 应采用下列可记录条件和检验准则:尺寸等于或大于 1mm 的任一缺陷应予记录。凡呈现下述显示的缺陷都不能验收:1)线状显示;2)尺寸超过 3mm 的非线性显示;3)3 个或 3 个以上间距小于 3mm 的排列成行的显示;4)在 100cm2 的矩形面积上,累计有 5 个或 5 个以上密集痕迹。该矩形长边 不大于 20cm,且位于痕迹评定最严重的部位。如果上述检验发现零件上有不允许存在的缺陷
10、时,则零件不能原状验收并按 第 7 节的规定处理。6体积检验 内部缺陷检查采用超声波检验。6.1 检验时机 管子应在最终热处理和机加工至交货尺寸后作该项检验。6.2 检验方式超声波检验的实施方法按 MC2310 和 MC2320 的规定。 探头通常特性为:直射法:频率 22.25MHZ。斜射法:频率 22.25MHZ。折射角为 35和 45。6.3 扫描图和检验范围 零件的整个体积都要进行内部缺陷检查。 扫描效果要良好。零件类型为 3a 型。6.4 信号的评定型号按 MC2310 和 MC2320 的规定进行评定.6.5 可记录条件和检验准则 直射法检验可记录信号范围和检验准则按照 AFNOR
11、 标准 NF A04308 中质量等级为 3级的规定执行。 斜射法检验 凡回波幅度50%参考曲线高度的任何信号都应予以记录; 凡回波幅度超过参考曲线高度的任何信号不得验收。7 缺陷部位清除 只有用打磨法清除缺陷后,零件尺寸仍在规定的公差范围内的缺陷须予以验收。在磨削过程中应避免磨削区过热。打磨后必须按 MC4000 的规定作液体渗透检验,以确保缺陷完全清除。且修 整部位与周围区域平滑过渡。不允许焊补。8 尺寸检查8.1 规定值 在参考图纸上必须详细标明管子的外径、壁厚和长度公差。8.2 尺寸检查 不论是成品件还是锻造车间交货的锻件,都必须按采购图的要求进行尺寸检查。须记录主要尺寸。这些测量值必
12、须处在采购图样规定的公差范围内。允许的 最大偏差为 1mm/m。9 标记 应在原始试验钢锭的头尾部做标记。供货商必须按 B1300 的规定确定采用的标志和标记方法。11 清洁包装运输 其要求应在订货单中明确规定。12 试验报告 供货商在每一项试验后,且无论如何要在零件交货之前建立以下试验报告:熔炼分析和成品分析的化学成分单;热处理记录分析卡(重新热处理时,包括全部热处理记录);金相检验报告;力学性能试验报告;无损检验报告;尺寸检验单; 这些报告必须包括:炉罐号和钢板编号;供货商识别标志;订货单号;如有必要,检查机构的名称;各种试验和复试结果,及与相应的规定值。国内外标准大全豆丁网国内外标准下载地址
 【精品文档】M3318 用于压水堆稳压器波动管的Z2CND18—12控氮奥氏体不锈钢锻—钻管
【精品文档】M3318 用于压水堆稳压器波动管的Z2CND18—12控氮奥氏体不锈钢锻—钻管