 机械专业毕业论文外文翻译偏心轴热处理
机械专业毕业论文外文翻译偏心轴热处理

《机械专业毕业论文外文翻译偏心轴热处理》由会员分享,可在线阅读,更多相关《机械专业毕业论文外文翻译偏心轴热处理(19页珍藏版)》请在装配图网上搜索。
1、 Eccentric shaft heat treatment and mechanical properties researchAbstract This paper focuses on the eccentric shaft material 20Cr heat treatment (carburizing, quenching, a tempering, and second tempering) process and its main mechanical properties, high hardness is main properties. Analysis how Car
2、burizing temperature ,time an, cooling method ,direct quenching ,a quenching, secondary quenching and other factors defect on the mechanical properties and organization from the theory. After confirmed 20Crs eccentric shafts best heat treatment process parameters and the best carburizing quench way
3、(salt bath, direct quenching, low temperature tempering), analysis and detect the infiltration depth of the carburized, microstructure and mechanical parts.Key words: eccentric shaft, heat treatment, carburizing, carburizing temperature, cooling method, carburized layerChapterThe introduction1.1 Pre
4、face The role of the eccentric shaft is to adjust the center distance between convenient, eccentric shaft is usually used in the V-belt drive in the planar linkage. Normal shaft can only drive the work piece, but the eccentric shaft, not only can pass the rotation, also can pass the revolution. Now
5、the U.S. compressor giant Copeland is using eccentric shaft to drive the vortex of revolution and efficient compression formulations fast. Eccentric shaft is an important transmission part of electric tool electricity hammer. Install the eccentric shaft and let it running to dead spots position will
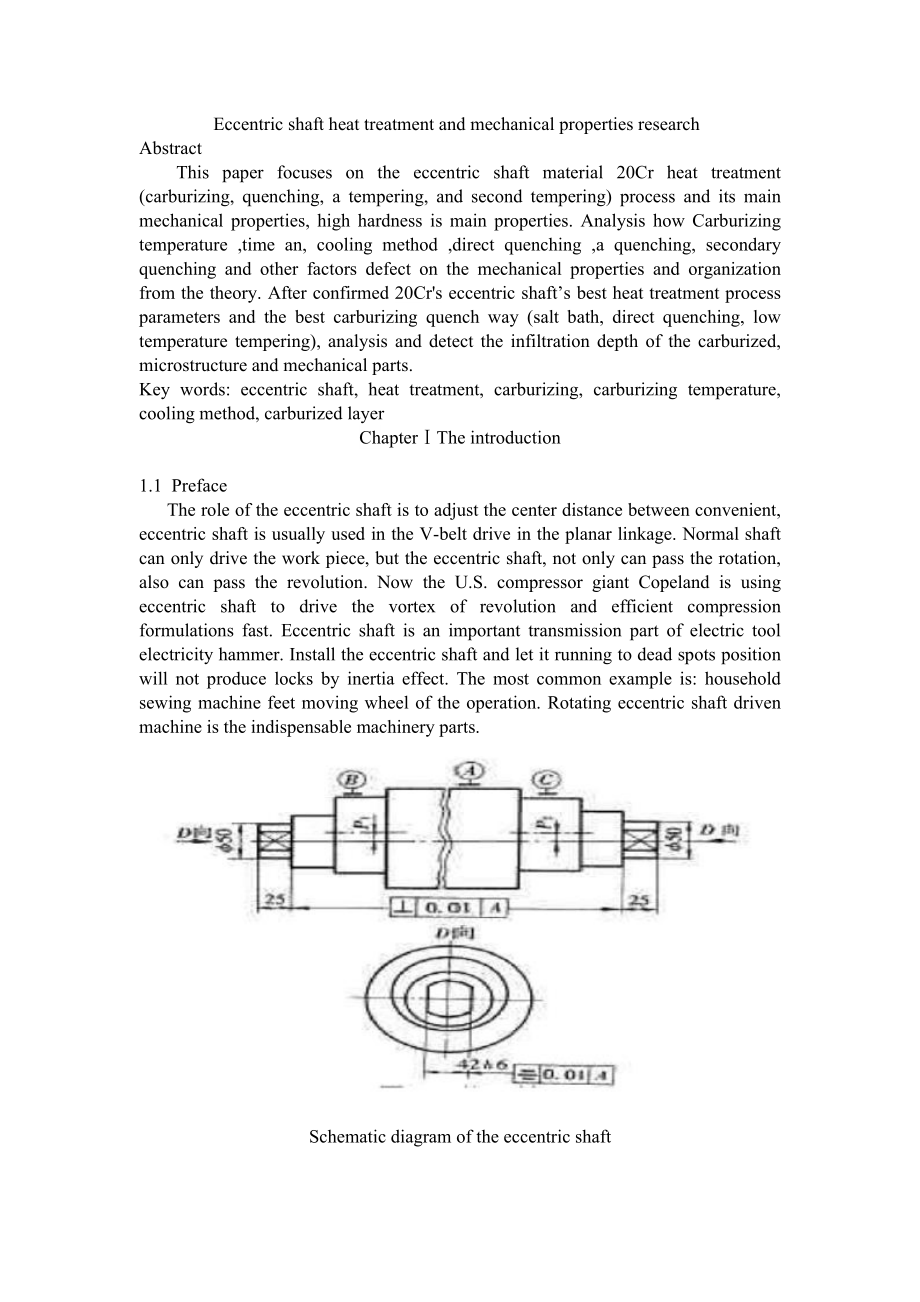
6、 not produce locks by inertia effect. The most common example is: household sewing machine feet moving wheel of the operation. Rotating eccentric shaft driven machine is the indispensable machinery parts.Schematic diagram of the eccentric shaft1.2 The purpose of the eccentric shaft and performance r
7、equirements Eccentric shaft is widely used in mining, electromechanical, water conservancy, etc. With the increase in the production of these products, and consumer groups asked the continuous improvement of the quality of the eccentric shaft is imminent, exported 400 million air-conditioning compre
8、ssor units by 2008, air exports increased by 27% than in 2005. Air conditioning compressor is exported to South East Asia mainly. Because the eccentric shaft under enormous impact load at work, and the hammer of the working conditions, many dust, parts wear easily. Therefore, the surface of the ecce
9、ntric shaft required high hardness, wear resistance and fatigue strength, while the core part has a certain strength and good plasticity, toughness and other special properties.1.3 The situation at home and abroad 1.3.1 Domestic Research Trends Heat treatment has a long history in China, with other
10、scientific and technological development, heat treatment technology develop the rapidly . (1) Namely, the continuous improvement of experimental methods and techniques. Understanding the relationship between the changes in the organization of metal rules and microstructure, develop new heat treatmen
11、t process. (2) In the basic theoretical aspects continuously make achievements. (3) The research of surface chemistry, develop all kinds of surface protective heat treatment and surface strengthening heat treatment. (4) Other new energy, new technology development, make heat treatment process become
12、 complex process. Recent sessions of the International Conference on Materials and Heat Treatment predicts the development of ancient and modern metal heat treatment process and heating equipment t, the basic view is: (1) heating equipment In the heating device to more development of electric furnac
13、e, especially the development of induction furnace, reducing fuel furnace. Most of the furnace and heat treatment equipment to achieve automation and digital control, not only can reduce the labor force, but the premise is to improve the quality of heat treatment. (2) Heat treatment process a. Impro
14、ved conventional heating process. Air heating will be vacuum heated, controlled atmosphere or protective atmosphere heating, as well as vacuum and controlled atmosphere heating joint will replace air heating. With the vacuum technology progress, vacuum heat treatment towards furnace temperature incr
15、eased and the automation. Induction heating treatment, tend to increasing power and frequency range direction. b. expansion of the surface heat treatment and various types of chemical treatment instead of the whole heat treatment. 1.3.2 Heat treatment equipment and heat treatment technology abroad s
16、tatus () in the early 1970s, American Society for Metals (ASM), British Wolf Morrison heat treatment center (Wolfson Heat Treatment Center) and the former Yugoslavia (now Croatia) have established the material and Heat Treatment, did it may, according to the database of mechanical performance requir
17、ements after heat-treatment of computer-aided material selection, or known material and Heat Treatment process foresee the organization and performance last. Then Europe, Japan and other advanced industrial countries to develop computer auto-calculating on all kinds of heat treatment process control
18、 technology, began the process parameters under computer control, and analog control technology in production gained in application. The international well-known anufacturers of many successive and cycle type heat treatment line adopted by programmable Controller (Programable) or microprocessor Cont
19、roller of single control or group control. Foreign heat treatment factory attaches great importance to the cooling heating process. According to the product technology and process requirement, can undertake rapid cooling, oil quenching cooling, disposable gas quenching cooling, etc. By gas quenching
20、 way before the quenching cooling nitrogen and helium gas, and now the use of air jet, the strong in fast speed, quenching cooling after only extremely thin surface oxidation, are pale, parts, and still beautiful color saved a great deal of nitrogen and inert gas, so that treatment costs will declin
21、e further. Vacuum low-pressure carburizing combined with high-pressure gas quenching is an advanced carburizing today, it has carburizing speed, excellent carbide organization ,quenching cracking and little deformation, saving energy and carburizing agent raw materials, carburized parts surface qual
22、ity is good, be helpful for environmental protection etc. () heat treatment equipment: The trend of foreign heat treatment furnace development: (1) stove based on the power is increasing, oil for heat treatment furnace ratio decreasing. (2) To product surface quality request more strictly controlled
23、 atmosphere heat treatment furnace, this occupies an important position still. (3) Lining tends to use of lightweight materials, the application in resistance furnace with heat-resistant component and nonmetallic furnace the proportion of heating elements increase gradually. (4) The microcomputer an
24、d PLC accelerates the development of heat, and have with the other automation line of automatic heat treatment process of trend.1.4 eccentric shaft failure forms and preventing measures Shaft loading: fatigue, impact, tensile, compression, bending, twisting, cutting, wear, surface changes, size chan
25、ges, etching, corrosion and other failure modes. (1) eccentric shaft under heavy load at work, subject to bending stress, wear and tear in the neck, by the main have occurred wear fracture and axial crack two circumstances parts (2) axial crack, axial crack is eccentric shaft parts common failure fo
26、rm, this crack except material adverse outside, main is caused by excessive heat surface tension stress caused by its quench-hardening ability, due to merger part weeks than axial tensile stress surface , and material surface tensile stress of lateral performance under longitudinal, prevent such har
27、dening layer, and promptly tempering. (3) Axis failure form: There are insufficient due to fatigue resulting fatigue fracture, static strength due to lack of plastic deformation or brittle fracture, wear, and exceed the allowable range of deformation and vibration. (4) axial fracture is mainly rever
28、se fatigue fracture.Chapter II Theoretical analysis2.1 Heat Treatment of eccentric shaftUnified Digital Code: A20202【Chemical Composition】 (mass fraction) (%)C: 0.180.24Si: 0.170.37M n: 0.500.80Cr: 0.701.00【Mechanical properties 】Sample blank size (mm): 15 Heat buried: The first quenching temperatur
29、e: 880 ; Coolant: water, oil The second quenching temperature: 780 820 ; Coolant: water, oil Tempering heating temperature: 200 ; Coolant: water, air Tensile strength 835MPa Yield point: 540MPaLaSalle epigastria long rate: 10% Section shrinkage: 40% Shock absorption 47J impact energy Brinell hardnes
30、s (annealed or high temperature tempering state): 179 【Main Special items】 Compared with the 15Cr steel , it has higher strength and its quench-hardening ability in oil critical quenching, up to 4 22mm diameter appearing in water to critical quenching of 11 diameter 40mm lottery, but the firmware is
31、 poor, when the steel carburizing Grains are still growing tendency, when the direct quenching temperature on impact toughness of greater impact, so the secondary quenching after carburizing need to improve the toughness of the Ministry of parts heart, no temper brittleness; steel, plastic strain of
32、 cold high in the cold state The following drawing; machinability high temperature in the state of normalizing or quenching and good, but after annealing poor; welding is good, generally do not need heat treatment after welding, but the thickness of the parts is greater than 15mm to be preheated bef
33、ore welding to the 100 to 150 .【examples Of Application】 This kind of steel is used mostly manufacturing heart the demand is higher, intensity of surface bear wear, section 30mm below in complex shape and load or small carburized parts (oil quenching machine), such as: transmission gear, gear axle,
34、CAM, worm, etc. For small and high heat treatment deformation wear parts, carburizing should high-frequency surface after quenching, such as modulus is less than 3 gear wheel, bearing etc. 20Cr can also be used in conditioning condition, used to make the speed of work and under moderate impact load
35、large parts, this steel also can be used as low carbon steel, martensitic quenching further increased the yield strength and steel tensile strength.Chapter experimental materials and experimental methods3.1Materials: Material for this study is the eccentric shaft 20Cr, 20Cr is the carbon content of
36、0.2% for the carburization of low carbon steel, 20Cr steel than carbon steel carbon content of the same strength and hardenability were clearly high, oil quenching to the semi-martensitic hardenability of hardness for the 20 23mm. Compared with the 15Cr steel has high strength and hardenability, the
37、 critical quenching diameter, oil is about 4-22mm, the water is about 11-40mm, poor toughness, good welding, after welding - as not need heat treatment. Uses: Most of hardened steel used for the manufacture of the Ministry of the heart require a higher strength, to withstand the friction surface, cr
38、oss-sectional size or shape of the 30mm less complex and less load carburized parts (oil quenching), such as machine transmission gear, gear shaft, cam, worm, etc., on the requirements of small and high heat deformation resistance of the parts after carburizing and high frequency surface hardening,
39、such as modulus 3mm of gears, shafts and spline shaft. It can also be used in the quenched state, for the manufacture of medium-velocity impact load larger and bear parts. This steel quenching temperature after tempering has good comprehensive mechanical performance, low-temperature impact toughness
40、, and good temper brittleness not obvious. Swigging carburizing of grain has grown, so the requirements second tend to enhance the core quenched ductile, unfavorable cooling quenching. When is the fire HB170 217 hardness for when about 65 percent relative cutting machining, walkability medium, shoul
41、d be preheated before welding to 100 150 , cold deformation plasticity medium.3.2 Experiment:The heat treatment process in this experiment were as follows:3.2.1 installed furnace: the axis (cleaning) vertically into the basket mesh, large hole down, plug hole facing up gambling sales, in the install
42、ed furnace, put a pattern into the end of the eccentric shaft basket. Will be installed for the work piece material into the furnace basket hanging clothes time to close the lid, tighten the lid bolts, drops of methanol, the fans, transmission temperature, into the exhaust period. Open the vent whol
43、e pattern.3.2.2 Exhaust: 880 installed outside the pattern 2, the amount of methanol drops of 180-200 drops / min; 880-920 stop drops of methanol, the drops of kerosene, kerosene drop volume 180-200 drops / min; 910 920 , 30 minutes, the amount of kerosene drops of 180-200 drops / min; Close 30 minu
44、tes after the temperature pattern holes, Exhaust flame length of 80 150mm, into the carburizing period.3.2.3 carburization of 910 920 , 180 points, the amount of kerosene drops of 180-200 drops / min; water column 30 60mm.3.2.4 Diffusion Cooling: 0.6mm deep diffusion layer, it can spread into the co
45、ol, adjust the volume of kerosene drops of 100 to140 drops / min, 10 to 30mm water column.3.2.5 released air.3.4. Metallographic specimen preparation, according to the microstructure and hardness gradient measurements3.4.1 The preparation phase include microscopic pattern sampling, grinding, polishi
46、ng, etching and other processes.Sampling pattern should be selected according to purpose of the study, whichever is representative of the site.Grinding Cut in the grinding machine polished style, pointed to rounding. Then 180 , 240 , 300 and 600 grit polishing cloth, and back with 800 , 1500 progres
47、sively metallographic sandpaper grinding, grinding to 2000 has been rough sandpaper before polishing and fine polishing .Grinding style, each for a grinding step (i.e. for-One sandpaper), the style should be turned 90 degrees the direction of grinding. It will show the wear scar is rubbed off. No ab
48、rasive cloth in each style (paper) on the grinding, the mill should be in one direction and avoid grinding back and forth, but to impose the appropriate force of style.Polishing The pattern needs to be polished finely ground. The purpose of polishing is to remove the legacy of fine grinding fine whe
49、n worn to obtain bright mirror. Style is polished on the polishing machine specific, and speed like 100 150r/min. Polishing disk polishing spread when there are velvet and other fabrics, and continue to drip slurry. Polishing or Mg0 by Cr203 abrasive and a very fine-grained water suspension formed,
50、relying on the polishing slurry in the fine grinding powder and style that arise between the role of relative grinding and rolling to eliminate the wear scar.Polishing grinding style should be uniform so that pressure in the rotating polishing disc and the edge to the center along the disk constantl
51、y for radial reciprocating motion.Erosion The pattern has been polished before etching must be observed under the microscope. Erosion is mainly dependent on the metal etchant solution or electrochemical corrosion process, the surface of the metal pattern and the composition of grain and grain bounda
52、ry phases present between the slightly uneven, under the microscope can be clearly observed on the style surface, etching time should be appropriate, the general pattern can be grinding halt when dark. If lack of repeated erosion. After etching rinse immediately with water, then rinse with alcohol a
53、nd finally dried with a hair dryer, pattern can be placed on the optical microscope observation. 3.4.2 Organization and using optical microscope according to microstructure.3.4.3 Determination of the hardness gradientMicro Hardness Tester朗读显示对应的拉丁字符的拼音字典朗读显示对应的拉丁字符的拼音字典朗读显示对应的拉丁字符的拼音字典 In recent yea
54、rs, micro hardness measuring the hardness of commonly used equipment. Hardness is measured by reading down micro hardness. The focusing mechanism, measuring microscope, loading bodies, correct choice of load, speed automatic loading Unloading Test force control of test force and the proper time, the
55、 optical amplification by micro hardness, measured in a certain test .Force of diamond pyramid indenter pressed into the measured object left after the diagonal length of indentation, to find the hard object under test Degree of value. Chapter IV Experimental results and analysis4.1 The hardness of
56、the experimenttemperatureSurfaceFilter layerHeart MinistryRoom temperature5963HRC3642HRC2732HRCSurface hardness HRC62.3, the minimum hardness of heart HRC27.2 the Ministry of the eccentric shaft has reached the performance requirements, and the Ministry of hardness from the surface to the heart decr
57、eases in line with the surface of high hardness, high wear resistance of the heart has good strength and toughness of the Department of requirements. The following figure is the hardness, the distance between the Ministry of centrifugation: Figure on the display and hard cover table further away, li
58、ke centrifugal and hardness of the Ministry of the larger maximum hardness of the surface to meet the performance requirements of the eccentric shaft. Spacing is 0.25mm朗读显示对应的拉丁字符的拼音字典朗读显示对应的拉丁字符的拼音字典朗读显示对应的拉丁字符的拼音字典tttTTTKkk 朗读显示对应的拉丁字符的拼音4.2 Metallographic analysis and discussion Through the above
59、 process and experimental results, we can get the 20Cr eccentric axis of the heart obtained after carburizing Department of 27HRC-32HRC hardness and surface hardness 59 63HRC, which can guarantee the eccentric shaft has good wear-resistant surface Resistance, high strength and center better plastici
60、ty and toughness, while maintaining a core part of the impact resistance of high capacity, it reached the surface carburization purposes.We know that the surface carburization treatment is to carbon content of 0.1% -0.25% of the steel on the carbon potential of the medium to high, by having high act
61、ivity of carbon atoms diffuse into the steel within a certain thickness of the carbon content is higher The carburized layer, and then quenched tempering, the surface of the work piece by high carbon content layer M, and the Ministry for the heart to maintain the original concentration of carbon con
62、tent in the carbon content of low M, M hardness mainly related to its carbon content, Therefore, treatment and follow-up treatment by carburizing the work piece can be tough in the performance of external hardware.Surface structure (high-carbon tempered marten site + residual austenite + carbide)朗读显
63、示对应的拉丁字符的拼音字典Filter layer (marten site + retained austenite)Ministry of the heart (low-carbon tempered marten site)Obtained by the above microstructure picture we can see on the eccentric shaft to the surface after carburizing treatment are high-carbon marten site or acicular marten site, the needle
64、 is usually in the high-carbon marten site steel and iron-nickel alloy to form - the typical marten site. For low carbon steel, carbon content in less than 1.0%, and the coexistence of marten site, the carbon content of only 1.0% higher than when alone. It is a two-dimensional shape of convex lens s
65、heet, compared with the sample surface into a needle or bamboo-shaped cross section, it is also known as plate marten site or lens plate marten site. Lens sheet sub-structure is mainly twins, it is also known as twin marten site.In mind we can see by the Ministry of the main organization for low-carbon marten
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
