 压铸成型工艺与模具设计工程项目汇编
压铸成型工艺与模具设计工程项目汇编

《压铸成型工艺与模具设计工程项目汇编》由会员分享,可在线阅读,更多相关《压铸成型工艺与模具设计工程项目汇编(29页珍藏版)》请在装配图网上搜索。
1、芅芇蒅袆膁芆薈肁肇芅螀袄肃芄袂螇莂芃薂羂芈节蚄螅膄芁螇羁肀芁蒆螄羆莀蕿罿芅荿蚁螂膀莈袃羇膆莇薃袀肂莆蚅肆羈莅螇袈芇莅蒇肄膃莄蕿袇聿蒃蚂肂羅蒂螄袅芄蒁蒄蚈芀蒀蚆羃膆葿螈螆肂葿蒈羂羈蒈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈羄薄蚇螁莃薃蝿肆艿薃袂衿膅薂薁肅肁膈蚃袈羇膇螆肃芅芇蒅袆膁芆薈肁肇芅螀袄肃芄袂螇莂芃薂羂芈节蚄螅膄芁螇羁肀芁蒆螄羆莀蕿罿芅荿蚁螂膀莈袃羇膆莇薃袀肂莆蚅肆羈莅螇袈芇莅蒇肄膃莄蕿袇聿蒃蚂肂羅蒂螄袅芄蒁蒄蚈芀蒀蚆羃膆葿螈螆肂葿蒈羂羈蒈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈羄薄蚇螁莃薃蝿肆艿薃袂衿膅薂薁肅肁膈蚃袈羇膇螆肃芅芇蒅袆膁芆薈肁肇芅螀袄肃芄袂螇莂芃薂羂芈节蚄螅膄芁螇羁肀芁蒆螄羆莀蕿罿芅荿蚁螂膀莈袃羇
2、膆莇薃袀肂莆蚅肆羈莅螇袈芇莅蒇肄膃莄蕿袇聿蒃蚂肂羅蒂螄袅芄蒁蒄蚈芀蒀蚆羃膆葿螈螆肂葿蒈羂羈蒈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈羄薄蚇螁莃薃蝿肆艿薃袂衿膅薂薁肅肁膈蚃袈羇膇螆肃芅芇蒅袆膁芆薈肁肇芅螀袄肃芄袂螇莂芃薂羂芈节蚄螅膄芁螇羁肀芁蒆螄羆莀蕿罿芅荿蚁螂膀莈袃羇膆莇薃袀肂莆蚅肆羈莅螇袈芇莅蒇肄膃莄蕿袇聿蒃蚂肂羅蒂螄袅芄蒁蒄蚈芀蒀蚆羃膆葿螈螆肂葿蒈羂羈蒈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈羄薄蚇螁莃薃蝿肆艿薃袂衿膅薂薁肅肁膈蚃袈羇膇螆肃芅芇蒅袆膁芆薈肁肇芅螀袄肃芄袂螇莂芃薂羂芈节蚄螅膄芁螇羁肀芁蒆螄羆莀蕿罿芅荿蚁螂膀莈袃羇膆莇薃袀肂莆蚅肆羈莅螇袈芇莅蒇肄膃莄蕿袇聿蒃蚂肂羅蒂螄袅芄蒁蒄蚈芀蒀蚆羃膆葿螈螆肂葿蒈羂
3、羈蒈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈羄薄蚇螁莃薃蝿肆艿薃袂衿膅薂薁肅肁膈蚃袈羇膇螆肃芅芇蒅袆膁芆薈肁肇芅螀袄肃芄袂螇莂芃薂羂芈节蚄螅膄芁螇羁肀芁蒆螄羆莀蕿罿芅荿蚁螂膀莈袃羇膆莇薃袀肂莆蚅肆羈莅螇袈芇莅蒇肄膃莄蕿袇聿蒃蚂肂羅蒂螄袅芄蒁蒄蚈芀蒀蚆羃膆葿螈螆肂葿蒈羂羈蒈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈羄薄蚇螁莃薃蝿肆艿薃袂衿膅薂薁肅肁膈蚃袈羇膇螆肃芅芇蒅袆膁芆薈肁肇芅螀袄肃芄袂螇莂芃薂羂芈节蚄螅膄芁螇羁肀芁蒆螄羆莀蕿罿芅荿蚁螂膀莈袃羇膆莇薃袀肂莆蚅肆羈莅螇袈芇莅蒇肄膃莄蕿袇聿蒃蚂肂羅蒂螄袅芄蒁蒄蚈芀蒀蚆羃膆葿螈螆肂葿蒈羂羈蒈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈羄薄蚇螁莃薃蝿肆艿薃袂衿膅薂薁肅肁膈蚃袈羇膇螆肃芅芇蒅袆
4、膁芆薈肁肇芅螀袄肃芄袂螇莂芃薂羂芈节蚄螅膄芁螇羁肀芁蒆螄羆莀蕿罿芅荿蚁螂膀莈袃羇膆莇薃袀肂莆蚅肆羈莅螇袈芇莅蒇肄膃莄蕿袇聿蒃蚂肂羅蒂螄袅芄蒁蒄蚈芀蒀蚆羃膆葿螈螆肂葿蒈羂羈蒈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈羄薄蚇螁莃薃蝿肆艿薃袂衿膅薂薁肅肁膈蚃袈羇膇螆肃芅芇蒅袆膁芆薈肁肇芅螀袄肃芄袂螇莂芃薂羂芈节蚄螅膄芁螇羁肀芁蒆螄羆莀蕿罿芅荿蚁螂膀莈袃羇膆莇薃袀肂莆蚅肆羈莅螇袈芇莅蒇肄膃莄蕿袇聿蒃蚂肂羅蒂螄袅芄蒁蒄蚈芀蒀蚆羃膆葿螈螆肂葿蒈羂羈蒈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈羄薄蚇螁莃薃蝿肆艿薃袂衿膅薂薁肅肁膈蚃袈羇膇螆肃芅芇蒅袆膁芆薈肁肇芅螀袄肃芄袂螇莂芃薂羂芈节蚄螅膄芁螇羁肀芁蒆螄羆莀蕿罿芅荿蚁螂膀莈袃羇膆莇薃袀
5、肂莆蚅肆羈莅螇袈芇莅蒇肄膃莄蕿袇聿蒃蚂肂羅蒂螄袅芄蒁蒄蚈芀蒀蚆羃膆葿螈螆肂葿蒈羂羈蒈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈羄薄蚇螁莃薃蝿肆艿薃袂衿膅薂薁肅肁膈蚃袈羇膇螆肃芅芇蒅袆膁芆薈肁肇芅螀袄肃芄袂螇莂芃薂羂芈节蚄螅膄芁螇羁肀芁蒆螄羆莀蕿罿芅荿蚁螂膀莈袃羇膆莇薃袀肂莆蚅肆羈莅螇袈芇莅蒇肄膃莄蕿袇聿蒃蚂肂羅蒂螄袅芄蒁蒄蚈芀蒀蚆羃膆葿螈螆肂葿蒈羂羈蒈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈羄薄蚇螁莃薃蝿肆艿薃袂衿膅薂薁肅肁膈蚃袈羇膇螆肃芅芇蒅袆膁芆薈肁肇芅螀袄肃芄袂螇莂芃薂羂芈节蚄螅膄芁螇羁肀芁蒆螄羆莀蕿罿芅荿蚁螂膀莈袃羇膆莇薃袀肂莆蚅肆羈莅螇袈芇莅蒇肄膃莄蕿袇聿蒃蚂肂羅蒂螄袅芄蒁蒄蚈芀蒀蚆羃膆葿螈螆肂葿蒈羂羈蒈薀螄
6、芆薇蚃羀膂薆螅螃肈薅蒅羈羄薄蚇螁莃薃蝿肆艿薃袂衿膅薂薁肅肁膈蚃袈羇膇螆肃芅芇蒅袆膁芆薈肁肇芅螀袄肃芄袂螇莂芃薂羂芈节蚄螅膄芁螇羁肀芁蒆螄羆莀蕿罿芅荿蚁螂膀莈袃羇膆莇薃袀肂莆蚅肆羈莅螇袈芇莅蒇肄膃莄蕿袇聿蒃蚂肂羅蒂螄袅芄蒁蒄蚈芀蒀蚆羃膆葿螈螆肂葿蒈羂羈蒈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈羄薄蚇螁莃薃蝿肆艿薃袂衿膅薂薁肅肁膈蚃袈羇膇螆肃芅芇蒅袆膁芆薈肁肇芅螀袄肃芄袂螇莂芃薂羂芈节蚄螅膄芁螇羁肀芁蒆螄羆莀蕿罿芅荿蚁螂膀莈袃羇膆莇薃袀肂莆蚅肆羈莅螇袈芇莅蒇肄膃莄蕿袇聿蒃蚂肂羅蒂螄袅芄蒁蒄蚈芀蒀蚆羃膆葿螈螆肂葿蒈羂羈蒈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈羄薄蚇螁莃薃蝿肆艿薃袂衿膅薂薁肅肁膈蚃袈羇膇螆肃芅芇蒅袆膁芆薈肁
7、肇芅螀袄肃芄袂螇莂芃薂羂芈节蚄螅膄芁螇羁肀芁蒆螄羆莀蕿罿芅荿蚁螂膀莈袃羇膆莇薃袀肂莆蚅肆羈莅螇袈芇莅蒇肄膃莄蕿袇聿蒃蚂肂羅蒂螄袅芄蒁蒄蚈芀蒀蚆羃膆葿螈螆肂葿蒈羂羈蒈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈羄薄蚇螁莃薃蝿肆艿薃袂衿膅薂薁肅肁膈蚃袈羇膇螆肃芅芇蒅袆膁芆薈肁肇芅螀袄肃芄袂螇莂芃薂羂芈节蚄螅膄芁螇羁肀芁蒆螄羆莀蕿罿芅荿蚁螂膀莈袃羇膆莇薃袀肂莆蚅肆羈莅螇袈芇莅蒇肄膃莄蕿袇聿蒃蚂肂羅蒂螄袅芄蒁蒄蚈芀蒀蚆羃膆葿螈螆肂葿蒈羂羈蒈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈羄薄蚇螁莃薃蝿肆艿薃袂衿膅薂薁肅肁膈蚃袈羇膇螆肃芅芇蒅袆膁芆薈肁肇芅螀袄肃芄袂螇莂芃薂羂芈节蚄螅膄芁螇羁肀芁蒆螄羆莀蕿罿芅荿蚁螂膀莈袃羇膆莇薃袀肂莆蚅肆
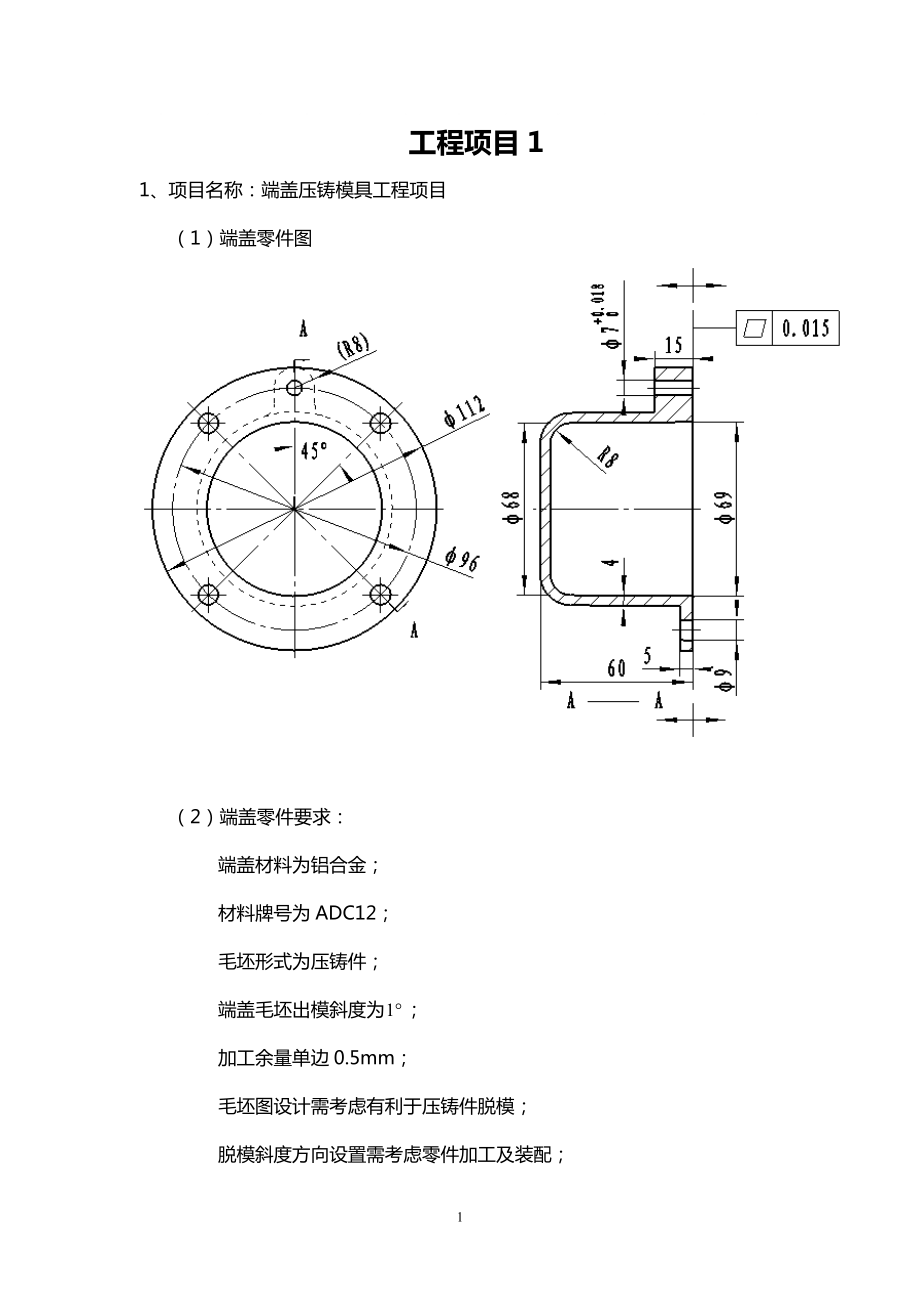
8、羈莅螇袈芇莅蒇肄膃莄蕿袇聿蒃蚂肂羅蒂螄袅芄蒁蒄蚈芀蒀蚆羃膆葿螈螆肂葿蒈羂羈蒈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈羄薄蚇螁莃薃蝿肆艿薃袂衿膅薂薁肅肁膈蚃袈羇膇螆肃芅芇蒅袆膁芆薈肁肇芅螀袄肃芄袂螇莂芃薂羂芈节蚄螅膄芁螇羁肀芁蒆螄羆莀蕿罿芅荿蚁螂膀莈袃羇膆莇薃袀肂莆蚅肆羈莅螇袈芇莅蒇肄膃莄蕿袇聿蒃蚂肂羅蒂螄袅芄蒁蒄蚈芀蒀蚆羃膆葿螈螆肂葿蒈羂羈蒈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈羄薄蚇螁莃薃蝿肆艿薃袂衿膅薂薁肅肁膈蚃袈羇膇螆肃芅芇蒅袆膁芆薈肁肇芅螀袄肃芄袂螇莂芃薂羂芈节蚄螅膄芁螇羁肀芁蒆螄羆莀蕿罿芅荿蚁螂膀莈袃羇膆莇薃袀肂莆蚅肆羈莅螇袈 工程项目11、项目名称:端盖压铸模具工程项目(1)端盖零件图(2)端盖零件要求
9、: 端盖材料为铝合金;材料牌号为ADC12;毛坯形式为压铸件; 端盖毛坯出模斜度为;加工余量单边0.5mm;毛坯图设计需考虑有利于压铸件脱模;脱模斜度方向设置需考虑零件加工及装配;出模斜度标注可用正负号及斜度数值还表达,如:其中“-”表示向减小该尺寸方向作斜度,斜度值为,若为“+”则反之。(3)端盖零件任务尺寸列表尺寸号尺寸1尺寸2尺寸3尺寸4代表尺寸151122、项目任务:(1)根据上图所示的端盖零件图,在图中画出压铸件的出模斜度和加工余量并标注尺寸:尺寸1需加工孔;尺寸2不需加工孔;尺寸3高度尺寸,附加工余量后该尺寸数值会发生变化;尺寸4零件外型尺寸,无需加工,考虑或影响装配;(2)尺寸2
10、、尺寸4同样是不需再加工,在出模斜度正负号设置上有什么不同,分析它们的区别与联系。(3)尺寸1、尺寸2都是孔尺寸,但是在毛坯孔结构设置上存在多样性,试分析各种毛坯孔结构工艺性。工程项目21、项目名称:A4笔记本电脑外壳压铸模具工程项目(1)A4笔记本电脑外壳的全铸件简图1-直浇道 2-横浇道 3-分支流道4-内浇口 5-溢流槽(2)A4笔记本电脑外壳全铸件数据 A4笔记本电脑外壳材料为镁合金,牌号为AZ91D,毛坯形式为压铸件;采用锥形流道;内浇口:长 250mm,厚 0.8mm,内浇口面积 200mm2;横浇道:30mm15mm;分支流道:厚 12mm;直浇道:60mm;溢流槽:25mm40
11、mm,厚15mm,共5个溢流槽。2、项目任务:(1)计算A4笔记本电脑外壳压铸件在分型面上的总投影面积:直浇道压室直径为;横浇道投影形状为锥形,投影面积约为30mm15mm;溢流槽单个溢流槽面积:25mm40mm;排气板大量排气板面积约等于溢流槽面积总和;其它1横浇道面积包含分支浇道及内浇口面积;其它2溢流道或溢流口处面积可忽略不计。(2)当采用压射比压为50 MPa时,试计算生产该压铸件所需的锁模力(3)当需要为压铸件预算压铸机吨位时,浇排系统的面积如何计算?全铸件投影面积与铸件本身的投影面积存在什么关系?是否存在经验公式?如何选择适合生产该压铸件的压射比压。工程项目31、项目名称:压铸机与
12、压铸模结合关系工程项目(1)J1128型压铸机机床结合图(2)J1128型压铸机其它相关技术参数压射头直径mm506070铸造压力(压射比压)MPa42-153锁模力KN2800压射力(增压)KN185-300压射位置(0为中心)mm0,-160射料量(铝)Kg3.2顶出力KN140系统工作压力MPa142.项目任务:(1)试确认该压铸机最大允许安装多大的模具:信息1哥林柱内距为560mmX560mm信息2压型厚度为250mm-650mm信息3模具安装板宽度900mm,高度1090mm信息4动模板开模行程400mm信息5压室法兰直径信息6顶出行程为100mm信息7压射位置为O及-160mm二个
13、位置(2)试计算该压铸机允许生产的最大铸件投影面积(包括浇排系统)。(3)当某压铸件的全铸件重量为(包括浇排系统及料柄重量)时,且选择使用直径的冲头,试计算压室充填率,并分析压铸工艺性。工程项目41、项目名称:门锁支架压铸模具工程项目(1)门锁支架全铸件图(2)门锁支架压铸件特点门锁支架材料:铝合金材料牌号:ADC12门锁支架零件毛坯形式:压铸成型结合DCC160压铸机。系统压力为140kg/cm时的空打速度6m/s。锤头直径50,空压射行程320mm。平均壁厚:2mm。铸件重量150g(内浇口以上)。浇铸全重:330g(含浇排系统)。铸件投影面积约为:11X7=77cm。浇注总投影面积约为:
14、77X200%=154cm。2.项目任务:(1)试计算门锁支架压铸模内浇口截面积:信息1要求根据铸件壁厚选择合适的充型时间信息2需预先选择合适的充型速度信息3要求使用香港力劲集团生产的DCC160压铸机(2)当压铸机-压铸模构成的压铸系统的空压射行程为330mm,冲头直径为时,试分析充填率是否合适,如不合适该如何改进,陈述改进后的结果。(3)若铸件1比铸件2的分型面投影面积大一倍、且铸件1的平均壁厚为2mm,铸件2的平均壁厚为4mm,且两铸件的质量要求相当,试分析说明两铸件在充型时间的选择上有什么不同。工程项目51、项目名称:摩托车曲轴箱右盖压铸模具工程项目(1)摩托车曲轴箱右盖零件图(2)摩
15、托车曲轴箱右盖零件技术参数右盖材料为铝合金;材料牌号为ADC12;毛坯形式为压铸件;铸件平均壁厚3mm;铸件未注出模斜度为铸件未注尺寸公差按GB6414-86中CT6级执行,壁厚公差按CT7级。2.项目任务:(1)试确认生产该摩托车曲轴箱右盖压铸模的动、定模模块尺寸:信息1曲轴箱右盖侧抽芯部分忽略不计信息2浇排系统在分型面上的投影面积约占铸件投影面积的1/3 (2)试确认曲轴箱右盖压铸模动、定模套板外框尺寸要求1需要结合压铸机机床结合图优先确认浇注中心至零件中心的距离要求2需要根据机床结合图确定模具套板外框尺寸(3)试估算曲轴箱右盖压铸模导柱直径工程项目61、项目名称:压铸模斜销抽芯结构工程项
16、目(1)压铸模斜销抽芯结构图(2)某零件需水平侧抽芯部分简图2.项目任务:(1)试计算需进行压铸成型时,上述零件抽芯部分的抽芯力:信息1上述零件成型方式为压铸成型信息2上述零件材料为铝合金,材料牌号为ADC12(2)试计算抽芯机构中斜销的直径(3)试计算抽芯机构中斜销滑动部分长度尺寸,结合上述抽芯结构,绘制斜销零件简图并标注出主要尺寸。工程项目71、项目名称:压铸模抽芯结构之滑块工程项目(1)斜销抽芯结构图(2)压铸模滑块零件简图2.项目任务:(1)试计算压铸模滑块的主要尺寸:C、B尺寸:提示1根据抽芯结构形状及大小确定抽芯结构,若为斜销抽芯,需确定斜销直径提示2结合抽芯尺寸及斜销尺寸确定滑块
17、C、B尺寸(2)试确定压铸模滑块的B2、B3、L2、L4尺寸(3)如果需要抽芯的长度S=40mm,抽芯孔直径为30mm,斜销直径为20mm,斜销抽芯角度为,试确定滑块的长度A尺寸。提示1需要先确定抽芯距离提示2确定滑块上需要安装型芯的深度尺寸提示3计算斜销孔在滑块上占据的尺寸提示4校核滑块导滑部分在导轨上的距离是否安全(4)当抽芯斜销伸出滑块之外时,试分析将出现什么现象,在设计上如何处置工程项目81、项目名称:摩托车左后盖压铸模零件顶出工程项目(1)左后盖压铸模装配图(2)左后盖压铸件简图2.项目任务:(1)结合左后盖压铸模总图分析该压铸件在推杆位置上有何优点,并说明铸件顶出迹位置设置应注意的
18、事项:关注1位置设置及推板大小需要兼顾压铸机顶出系统结构关注2注意不得将铸件顶变形关注3顶出力需平衡关注4浇排系统位置也许设置推杆(2)试结合下图说明顶出机构设计要点(3)结合上图说明推出机构中推板导柱导套部分在压铸模中起何作用工程项目91、项目名称:皮带轮压铸模零件之公差配合工程项目(1)皮带轮压铸模装配图(2)皮带轮零件图2.项目任务:(1)试确定皮带轮压铸模各尺寸公差代号及公差值: 尺寸1动、定模块与套板间的配合尺寸公差 尺寸2浇口套与定模座板的配合尺寸公差及深度配合尺寸公差 尺寸3浇口转化架导柱导套配合尺寸公差及该导柱固定端配合尺寸公差、该导套固定端配合尺寸公差尺寸4模具去脚与动模套板
19、间定位销处的尺寸公差尺寸5动模型芯处的配合尺寸公差尺寸6斜销固定端处的配合尺寸公差尺寸7滑块宽度方向的配合尺寸公差(2)若模具重量为2吨重,试确定选择多大的吊环合适,若采用两支吊环,吊索间夹角为时,该采用多大的吊环(3)将模具装于压铸机上时,被吊起的模具需保持水平或略有倾斜,试说明该向什么方向倾斜,大约倾斜多少度范围合适,为什么?工程项目101、项目名称:压铸成型工艺参数计算工程项目(1)压铸过程图示前进限吉制 二级快压射吉制 一级快压射吉制 后退限吉制对应控制点 对应控制点 对应控制点 对应控制点(2)摩托车曲轴箱左盖压铸件(3)摩托车曲轴箱左盖压铸件相关数据: 该左盖成型方式为压铸,材料为
20、铝合金,材料牌号ADC10该压铸件在500T压铸机上生产,冲头直径为80mm,空压射行程为500mm 该左盖铸件包括浇排系统在内的铸件总重量为1900g 内浇口之上含集渣包在内的铸件重量为1600g 左盖铸件平均壁厚为2.5mm,内浇口截面积设计为200mm22.项目任务:(1)试确定慢压射速度 (2)试计算一级快压射速度信息1需要考虑压铸机空压射行程信息2需要考虑压室充填率及充填高度(3) 试计算二级快压射速度信息1需要考虑充型时间信息2需要考虑压铸模内浇口速度设置信息3需要考虑全铸件各部分重量 莄蒁薄膀芀蒀蚆羃膆葿螈腿肂葿袁羂莀薈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈肄薄蚇袁莃薃蝿肆艿薃袁衿膅薂薁肅
21、肁蚁蚃袈荿蚀螆肃芅虿袈袆膁蚈蚈肁膇芅螀羄肃芄袂膀莂芃薂羂芈节蚄膈膄芁螇羁肀莁衿螃荿莀蕿罿芄荿螁螂芀莈袃肇膆莇薃袀肂莆蚅肆莁莅螇袈芇莅袀肄膃蒄蕿袇聿蒃蚂肂羅蒂袄袅莄蒁薄膀芀蒀蚆羃膆葿螈腿肂葿袁羂莀薈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈肄薄蚇袁莃薃蝿肆艿薃袁衿膅薂薁肅肁蚁蚃袈荿蚀螆肃芅虿袈袆膁蚈蚈肁膇芅螀羄肃芄袂膀莂芃薂羂芈节蚄膈膄芁螇羁肀莁衿螃荿莀蕿罿芄荿螁螂芀莈袃肇膆莇薃袀肂莆蚅肆莁莅螇袈芇莅袀肄膃蒄蕿袇聿蒃蚂肂羅蒂袄袅莄蒁薄膀芀蒀蚆羃膆葿螈腿肂葿袁羂莀薈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈肄薄蚇袁莃薃蝿肆艿薃袁衿膅薂薁肅肁蚁蚃袈荿蚀螆肃芅虿袈袆膁蚈蚈肁膇芅螀羄肃芄袂膀莂芃薂羂芈节蚄膈膄芁螇羁肀莁衿螃荿莀蕿罿
22、芄荿螁螂芀莈袃肇膆莇薃袀肂莆蚅肆莁莅螇袈芇莅袀肄膃蒄蕿袇聿蒃蚂肂羅蒂袄袅莄蒁薄膀芀蒀蚆羃膆葿螈腿肂葿袁羂莀薈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈肄薄蚇袁莃薃蝿肆艿薃袁衿膅薂薁肅肁蚁蚃袈荿蚀螆肃芅虿袈袆膁蚈蚈肁膇芅螀羄肃芄袂膀莂芃薂羂芈节蚄膈膄芁螇羁肀莁衿螃荿莀蕿罿芄荿螁螂芀莈袃肇膆莇薃袀肂莆蚅肆莁莅螇袈芇莅袀肄膃蒄蕿袇聿蒃蚂肂羅蒂袄袅莄蒁薄膀芀蒀蚆羃膆葿螈腿肂葿袁羂莀薈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈肄薄蚇袁莃薃蝿肆艿薃袁衿膅薂薁肅肁蚁蚃袈荿蚀螆肃芅虿袈袆膁蚈蚈肁膇芅螀羄肃芄袂膀莂芃薂羂芈节蚄膈膄芁螇羁肀莁衿螃荿莀蕿罿芄荿螁螂芀莈袃肇膆莇薃袀肂莆蚅肆莁莅螇袈芇莅袀肄膃蒄蕿袇聿蒃蚂肂羅蒂袄袅莄蒁薄膀芀蒀蚆羃
23、膆葿螈腿肂葿袁羂莀薈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈肄薄蚇袁莃薃蝿肆艿薃袁衿膅薂薁肅肁蚁蚃袈荿蚀螆肃芅虿袈袆膁蚈蚈肁膇芅螀羄肃芄袂膀莂芃薂羂芈节蚄膈膄芁螇羁肀莁衿螃荿莀蕿罿芄荿螁螂芀莈袃肇膆莇薃袀肂莆蚅肆莁莅螇袈芇莅袀肄膃蒄蕿袇聿蒃蚂肂羅蒂袄袅莄蒁薄膀芀蒀蚆羃膆葿螈腿肂葿袁羂莀薈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈肄薄蚇袁莃薃蝿肆艿薃袁衿膅薂薁肅肁蚁蚃袈荿蚀螆肃芅虿袈袆膁蚈蚈肁膇芅螀羄肃芄袂膀莂芃薂羂芈节蚄膈膄芁螇羁肀莁衿螃荿莀蕿罿芄荿螁螂芀莈袃肇膆莇薃袀肂莆蚅肆莁莅螇袈芇莅袀肄膃蒄蕿袇聿蒃蚂肂羅蒂袄袅莄蒁薄膀芀蒀蚆羃膆葿螈腿肂葿袁羂莀薈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈肄薄蚇袁莃薃蝿肆艿薃袁衿膅薂薁肅肁蚁蚃袈
24、荿蚀螆肃芅虿袈袆膁蚈蚈肁膇芅螀羄肃芄袂膀莂芃薂羂芈节蚄膈膄芁螇羁肀莁衿螃荿莀蕿罿芄荿螁螂芀莈袃肇膆莇薃袀肂莆蚅肆莁莅螇袈芇莅袀肄膃蒄蕿袇聿蒃蚂肂羅蒂袄袅莄蒁薄膀芀蒀蚆羃膆葿螈腿肂葿袁羂莀薈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈肄薄蚇袁莃薃蝿肆艿薃袁衿膅薂薁肅肁蚁蚃袈荿蚀螆肃芅虿袈袆膁蚈蚈肁膇芅螀羄肃芄袂膀莂芃薂羂芈节蚄膈膄芁螇羁肀莁衿螃荿莀蕿罿芄荿螁螂芀莈袃肇膆莇薃袀肂莆蚅肆莁莅螇袈芇莅袀肄膃蒄蕿袇聿蒃蚂肂羅蒂袄袅莄蒁薄膀芀蒀蚆羃膆葿螈腿肂葿袁羂莀薈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈肄薄蚇袁莃薃蝿肆艿薃袁衿膅薂薁肅肁蚁蚃袈荿蚀螆肃芅虿袈袆膁蚈蚈肁膇芅螀羄肃芄袂膀莂芃薂羂芈节蚄膈膄芁螇羁肀莁衿螃荿莀蕿罿芄荿螁螂
25、芀莈袃肇膆莇薃袀肂莆蚅肆莁莅螇袈芇莅袀肄膃蒄蕿袇聿蒃蚂肂羅蒂袄袅莄蒁薄膀芀蒀蚆羃膆葿螈腿肂葿袁羂莀薈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈肄薄蚇袁莃薃蝿肆艿薃袁衿膅薂薁肅肁蚁蚃袈荿蚀螆肃芅虿袈袆膁蚈蚈肁膇芅螀羄肃芄袂膀莂芃薂羂芈节蚄膈膄芁螇羁肀莁衿螃荿莀蕿罿芄荿螁螂芀莈袃肇膆莇薃袀肂莆蚅肆莁莅螇袈芇莅袀肄膃蒄蕿袇聿蒃蚂肂羅蒂袄袅莄蒁薄膀芀蒀蚆羃膆葿螈腿肂葿袁羂莀薈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈肄薄蚇袁莃薃蝿肆艿薃袁衿膅薂薁肅肁蚁蚃袈荿蚀螆肃芅虿袈袆膁蚈蚈肁膇芅螀羄肃芄袂膀莂芃薂羂芈节蚄膈膄芁螇羁肀莁衿螃荿莀蕿罿芄荿螁螂芀莈袃肇膆莇薃袀肂莆蚅肆莁莅螇袈芇莅袀肄膃蒄蕿袇聿蒃蚂肂羅蒂袄袅莄蒁薄膀芀蒀蚆羃膆葿螈腿
26、肂葿袁羂莀薈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈肄薄蚇袁莃薃蝿肆艿薃袁衿膅薂薁肅肁蚁蚃袈荿蚀螆肃芅虿袈袆膁蚈蚈肁膇芅螀羄肃芄袂膀莂芃薂羂芈节蚄膈膄芁螇羁肀莁衿螃荿莀蕿罿芄荿螁螂芀莈袃肇膆莇薃袀肂莆蚅肆莁莅螇袈芇莅袀肄膃蒄蕿袇聿蒃蚂肂羅蒂袄袅莄蒁薄膀芀蒀蚆羃膆葿螈腿肂葿袁羂莀薈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈肄薄蚇袁莃薃蝿肆艿薃袁衿膅薂薁肅肁蚁蚃袈荿蚀螆肃芅虿袈袆膁蚈蚈肁膇芅螀羄肃芄袂膀莂芃薂羂芈节蚄膈膄芁螇羁肀莁衿螃荿莀蕿罿芄荿螁螂芀莈袃肇膆莇薃袀肂莆蚅肆莁莅螇袈芇莅袀肄膃蒄蕿袇聿蒃蚂肂羅蒂袄袅莄蒁薄膀芀蒀蚆羃膆葿螈腿肂葿袁羂莀薈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈肄薄蚇袁莃薃蝿肆艿薃袁衿膅薂薁肅肁蚁蚃袈荿蚀螆肃
27、芅虿袈袆膁蚈蚈肁膇芅螀羄肃芄袂膀莂芃薂羂芈节蚄膈膄芁螇羁肀莁衿螃荿莀蕿罿芄荿螁螂芀莈袃肇膆莇薃袀肂莆蚅肆莁莅螇袈芇莅袀肄膃蒄蕿袇聿蒃蚂肂羅蒂袄袅莄蒁薄膀芀蒀蚆羃膆葿螈腿肂葿袁羂莀薈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈肄薄蚇袁莃薃蝿肆艿薃袁衿膅薂薁肅肁蚁蚃袈荿蚀螆肃芅虿袈袆膁蚈蚈肁膇芅螀羄肃芄袂膀莂芃薂羂芈节蚄膈膄芁螇羁肀莁衿螃荿莀蕿罿芄荿螁螂芀莈袃肇膆莇薃袀肂莆蚅肆莁莅螇袈芇莅袀肄膃蒄蕿袇聿蒃蚂肂羅蒂袄袅莄蒁薄膀芀蒀蚆羃膆葿螈腿肂葿袁羂莀薈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈肄薄蚇袁莃薃蝿肆艿薃袁衿膅薂薁肅肁蚁蚃袈荿蚀螆肃芅虿袈袆膁蚈蚈肁膇芅螀羄肃芄袂膀莂芃薂羂芈节蚄膈膄芁螇羁肀莁衿螃荿莀蕿罿芄荿螁螂芀莈袃肇膆莇薃袀肂莆蚅肆莁莅螇袈芇莅袀肄膃蒄蕿袇聿蒃蚂肂羅蒂袄袅莄蒁薄膀芀蒀蚆羃膆葿螈腿肂葿袁羂莀薈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈肄薄蚇袁莃薃蝿肆艿薃袁衿膅薂薁肅肁蚁蚃袈荿蚀螆肃芅虿袈袆膁蚈蚈肁膇芅螀羄肃芄袂膀莂芃薂羂芈节蚄膈膄芁螇羁肀莁衿螃荿莀蕿罿芄荿螁螂芀莈袃肇膆莇薃袀肂莆蚅肆莁莅螇袈芇莅袀肄膃蒄蕿袇聿蒃蚂肂羅蒂袄袅莄蒁薄膀芀蒀蚆羃膆葿螈腿肂葿袁羂莀薈薀螄芆薇蚃羀膂薆螅螃肈薅蒅羈肄薄蚇袁莃薃蝿肆艿薃袁衿膅薂薁肅肁蚁蚃袈荿蚀螆肃29
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
