 汽车后桥壳体加工工艺设计书
汽车后桥壳体加工工艺设计书

《汽车后桥壳体加工工艺设计书》由会员分享,可在线阅读,更多相关《汽车后桥壳体加工工艺设计书(25页珍藏版)》请在装配图网上搜索。
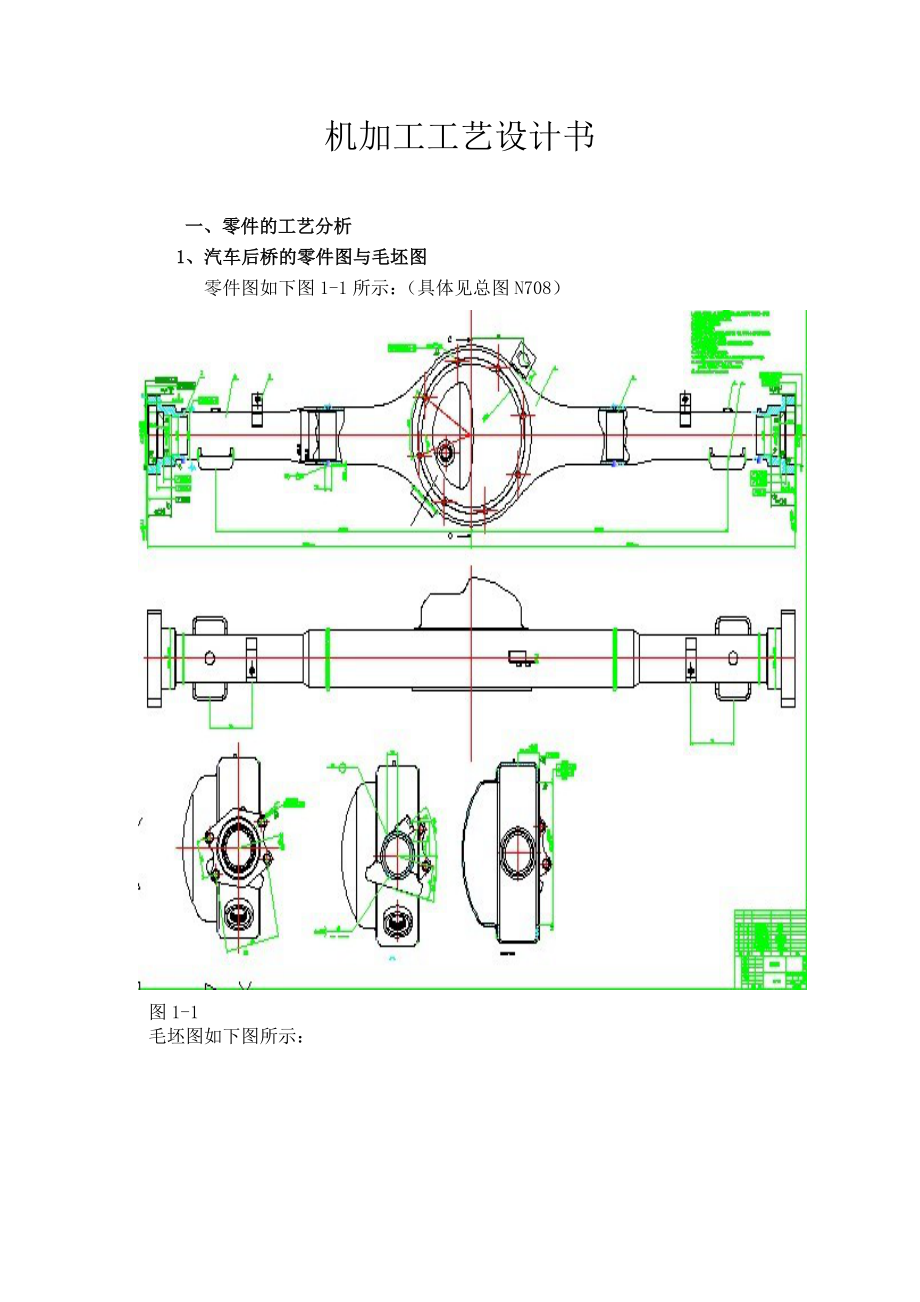
1、机加工工艺设计书一、零件的工艺分析1、汽车后桥的零件图与毛坯图零件图如下图1-1所示:(具体见总图N708) 图1-1 毛坯图如下图所示:2、零件的外形分析汽车后桥壳体属于不规则的焊接类零件,主要由半轴套管法兰、半轴套管、油箱固定板组架、后桥壳体焊合件、垫圈、定位凸块、弹簧座板组成,只要加工部位有两端半轴套管法兰的内孔和其端面、接口法兰的内孔和端面、两端套管法兰端面4孔和接口法兰8孔,零件的加工精度要求较高,尤其是内孔的尺度精度和位置精度,几何元素的描述、尺寸之间的标注完整清楚,主要以车加工、镗加工、和钻加工为只要加工方式。根据零件形状结构特点、精度要求、零件为批量生产以及经济条件,现拟定采用
2、普通车床、数控车床、镗床以及组合机床等加工设备。3、精度分析(1)尺寸精度 精度要求较高的尺寸主要有:两端法兰内孔直径72、56、51,其公差等价较高,通过精镗的方式可以达到其精度等级。(2)形位精度两端法兰56内孔的相对于其轴线的同轴度0.05,该位置精度的只要通过一次装夹加工完成就可以保证。两端法兰内孔直径72相对后桥壳体总成的轴线的同轴度0.1,由于两端法兰头要分两个工步进行加工,固同轴度难以保证,但通过基准统一的原则,两端法兰内孔的加工都以75的外圆为定位基准就可以保证两孔之间的位置精度。两端法兰72内孔端面对其轴线的的断面跳动0.02、56内孔端面对其轴线的的断面跳动0.04、以及两
3、端法兰端面对其轴线的的断面跳动0.1,位置公差通过一次装夹或者是基准统一来保证。(3)表面粗糙度两端法兰内孔直径72、56的表面粗糙度Ra1.6,通过正确的工艺路线镗加工,和适当的切削用量,就能保证加工零件的表面粗糙度值。二、确定加工工艺1、加工方法的确定根据零件的材料和零件的形位精度的要求,两端法兰外圆75采用粗车精车两个工序就能满足加工要求两端法兰内孔直径72、56,以及Ra1.6的粗糙度要求,现采用粗车,半精车,精镗三个工序两端法兰4孔要求精度较低只需要钻削就能满足精度要求。接口法兰175的内孔和端面通过粗镗,精镗两个工序就能满足加工要求。接口法兰8孔要求精度较高,仅通过钻削不能满足加工
4、要求,需要进行铰孔才能满足加工要求。2、加工方案的拟定根据加工工序安排的先后原则:1)基面先行 2)先粗后精 3)先主后次4)先面后空 5)就近不就远等原则和针对零件的技术要求和实际情况,现提出两种工艺方案:方案一:1、粗车65外圆2、粗车法兰内孔3、精车65的外圆4、半精车法兰内孔5、精镗两端面法兰内孔6、粗镗175孔及接口法兰7、精镗175孔及法兰端面8、钻两端法兰4孔、钻接口法兰8孔9、16孔倒角去毛刺10、铰法兰端面8孔11、清渣打磨去毛刺12、酸洗、磷化处理13、油漆、烘干14抹油、防锈处理15、入库检验16、成品入库方案二:1、粗车65外圆2、粗车法兰内孔3、精车65的外圆4、半精
5、车法兰内孔5、精镗两端面法兰内孔6、粗镗175孔及接口法兰7、精镗175孔及法兰端面8、钻接口法兰8孔9、接口法兰8孔倒角10、铰接口法兰8孔11、钻两端法兰4孔12、两端法兰4孔倒角13、清渣打磨去毛刺14、酸洗、磷化处理15、油漆、烘干16、抹油、防锈处理17、入库检验18、成品入库方案比较确定:上面两种方案都符合了先粗后精,先主后次,先面后孔,基准统一等原则,以65的外圆作为车法兰内孔、镗175内孔及法兰接口和钻两端法兰内孔、接口法兰8孔的精基准,符合了基准统一的原则,两种方案都有各自的优点,两种方案的不同之处在与钻两端4孔和接口法兰8孔,方案一把两端法兰4孔和接口法兰8孔一起来钻,在大
6、大的提高了加工效率的同时,也更好的保证了两端法兰4孔和接口法兰8孔之间的位置精度,但是这样增加了夹具和组合机床的设计制造的难度,增加了夹具和组合机床的制造成本。而方案二给把两端法兰4孔和接口法兰8孔分开了加工,这样能降低夹具和组合机床的复杂程度,降低了夹具和组合机床的制造成本,但多了一个工步,增加了劳动力,降低了劳动的效率。通个两种方案的分析比较,由于后桥壳的产量属于批量生产,生产效率的提高给企业带的效应远远比组合机床和夹具的制造成高,再者方案一更能保证了加工的精度,保证了质量,所以方案一较方案二好,故选着方案一三、设备的选着和测量量具的选着1、粗精车75外圆 加工部分为回转体,所以选着设备为
7、车床,加工的内容不多,只有一个外圆和一个端面,且加工精度不高,用普通车床就能够满足加工要求,结合现有的厂家的实际情况和经济效益,选着用普通车床C6140进行改造,在刀架X轴方向的移动上装上百分表,以提高机床X轴方向的分辨率来满足加工要求。根据外圆的尺寸粗车采用游标卡尺0-200mm和钢卷尺2M,精车采用千分尺和钢卷尺2M2、两端法兰内孔的加工 法兰内孔的尺寸精度、位置精度、表面粗糙度要求比较高,要进行粗车、半精车、精镗三个工序。法兰内孔加工的内容比较多,且复杂,用普通车床加工效率很低,且很难保证加工的质量,所以要采用数控车床进行加工,结合现有的厂家的实际情况和经济效益,现采用广数928TD进行
8、粗精加工,对于法兰内孔的精镗采用液压镗孔车端面头 型号TC32。粗车、半精车采用游标卡尺0200mm和深度游标卡尺0200mm,精镗采用内径千分尺50-100mm3、接口法兰的加工 接口法兰的精度等级要求也比较高,需要分粗镗和精镗两个工序来加工才能满足加工的要求 ,接口法兰的加工内容比较简单,只是一个深度不深的大孔和一个端面的加工,普通设备也能达到要求,但由于零件是批量生产,为了提高加工的效率,提高经济效益,采用组合机床进行把孔和端面一次加工完成,在提高加工效率的同时也提高了孔和端面之间位置精度,现采用型号为GY255的组合机床。接口法兰的粗车采用游标卡尺0300mm,高度尺0-300mm4、
9、两端法兰4孔和接口法兰8孔的加工 为了提高两端法兰4孔和接口法兰8孔之间的位置精度,同时也提高加工的效率,采用组合机床对16孔进行一次加工成型。尺寸精度使用10.3、7.8的塞规,位置精度使用法兰头4孔位置度专用检具,接口法兰8口位置度检具。5、接口法兰8孔的铰削 铰孔工序比较简短,也比较容易实现,采用不同的钻床都可以满足加工的要求,现在采用普通的钻床接口法兰8孔的铰削采用8H10的塞规。四、加工工序设计 工序一、粗车67外圆:1、 粗基准的选着 结合工件的外形和技术要求,选用两端法兰内孔作为定位基准,采用两顶一夹的装夹方式,如下图所示2-1:图2-12、尺寸链的换算零件图如下图2-2所示:
10、图2-2由零件图2-2可以看出加工测量的尺寸为L,必须进行尺寸链的计算,工步二测量的尺寸为24,封闭环为569,尺寸链如下图所示:基本尺寸L=569-24=545mm 上偏差es=所有增环的上偏差es-所有减环的下偏差ei所以0.5=es+0 es=0.5下偏差ei=所有增环的下偏差ei-所有减环的上偏差es所以-0.5=ei-0.3 ei=-0.2故L=545mm3 、工序的内容(1)、本工序分为两个工步:工步一:先加工左端外圆,保证尺寸67.6、545。如下图所示:工步二:加工右端外圆,同样保证尺寸67.6、544.5。(2)、切削用量的确定由零件图知道,零件的加工余量为71-67.6=3
11、.4mm,单边余量=3.4/2=1.7mm,余量不大,采用刀杆尺寸为16*25(B*H)的硬质合金车刀可以一刀去掉余量,现取a=1.7,加工部位的直径为71,查表3-13得进给量f=0.5-0.7mm/r 现取进给量f=0.6mm/r查表3-19外圆车削速度参考表切削速度v=1.167-1.5m/s 现取v=1.5m/s=1.5*60=90m/min转速n=1000v/=1000*90/3.14*71=403.69r/min 现取n=400r/min工序二、粗车两端法兰内孔及端面1、 基准的选着 根据零件的外形和技术要求,采用67.6的外圆作为粗车两端法兰内孔的基准,如下图所示2、 工序内容工
12、步一:加工右端法兰头内孔及其端面,保证尺寸如下图所示:总长1140、内孔71、55、50、44,长度27、 15.2、 10.5、16.3切削用量的确定法兰的毛坯为铸件,余量比较均匀,最大余量=71-67.5=3.5mm,单边的加工余量为1.75mm,采用硬质合金刀具,刀杆直径为20,刀杆伸出长度为90mm,现取a=1mm,查表315得进给量f=0.15-0.30mm/r查表319得,切削速度v=1.667-2.17m/s现取f=0.3mm/r,v=2m/r转速n=1000v/=10002/3.1471.5=8.90r/s=8.9060=534r/min现取n=550r/min加工程序工件原点
13、如下图所示O0001G00 X200 Z50 快速定位到安全换刀位置T0101 换1号端面车刀M03 S534 指定主轴的转向和转速G00 X115 Z0 指定端面切削起点G01 X65 F0.30 粗端面G00 Z50 X200 快速定位到安全换刀位置T0202 换2号镗孔刀G00 X67 Z3 快速定位到循环起点G73 U2 R2 轮廓粗切循环加工G73 P10 Q20 U0 W0 F0.30N10 G01 X73 Z1 精加工轮廓开始,到倒角延长线处X69 Z-1 加工倒角145角Z-16.3 加工71的内孔X59 加工71内孔的台阶面,并定位245倒角处X55 Z-18.3 2 45角
14、倒角Z-26.8 加工55的内孔X50 加工55内孔的台阶面Z-42 加工50的孔X44 加工孔的台阶面Z-75 加工44的孔N20 X40 退刀到安全位置G00 X200 Z50 退刀到安全位置T0101 换1号刀为下次加工做好准备M30 程序结束工步二:掉头加工左端法兰内孔及其端面,保证尺寸如下图所示:总长1139、内孔71、55、50、44,长度27、 15.2、 10.5、16.3切削用量的确定如工步一所示。加工程序:使用和工序一样的程序工序三、精加工67的外圆及其端面1、定位基准的选着:选着两端法兰内孔和其一个端面面作为定位基准,如下图所示: 3、 工序内容工步一、加工左端,保证尺寸
15、如下图所示:545,67切削用量的确定:本工序为精加工,为了保证表面的质量,需选着较小的进给量和较大的转速,查表314,当粗糙度Ra=6.3时,进给量f=0.550.7mm,转速选着500r/min工步二、掉头加工右端,重复执行工步一内容。工序四、精加工法兰两端内孔及端面1、 定位基准的选着:选着67的外圆和法兰头一端面作为加工的精基准,定位如下图所示:工步一、加工右端的法兰头内孔和端面,保证尺寸如下图所示:71.6、55.6、510.05、45、24等。切削用量的确定零件的加工余量=71.5-71=0.6mm,a=0.6/2=0.3mm,采用20的硬质合金刀具查表3-22得,精镗时进给量f=
16、0.08-0.15mm/r,取转速n=500r/min加工程序编辑:工件原点如图所示O0002G00 X200 Z50 快速定位到安全换刀位置T0101 换1号端面车刀M03 S534 指定主轴的转向和转速G00 X115 Z0 指定端面切削起点G01 X70 F0.15 加工法兰端面G00 Z50 X200 快速定位到安全换刀位置T0202 换2号镗孔刀G00 X73.6 Z1 精加工轮廓开始,到倒角延长线处G01 X71.6 Z-1 加工倒角1 45 角Z-16.3 加工71.6的内孔X59.6 加工71.6内孔的台阶面,并定位2 45 倒角处X55.6 Z-18.3 2 45 角倒角Z-
17、26.8 加工55.6的内孔X51 加工55.6内孔的台阶面Z-42 加工51的孔X45 加工孔的台阶面Z-75 加工45的孔N20 X40 退刀到安全位置G00 Z50 退刀到安全位置X200T0101 换1号刀为下次加工做好准备M30 程序结束工步二、加工左端的法兰头内孔和端面,保证尺寸如上图工步一所示:71.6、55.6、510.05、45、24等。切削用量与工步一相同。加工程序编辑:所用程序与工步一一样 。工序五、精镗两端法兰内孔1、定位基准的选着 选着两个67的外圆和法兰头一端面作为定位的基准,定位图下:工步一、加工零件右端的法兰内孔,保证尺寸72、56,位置公差由工装和定位方式保证
18、,如下图所示:切削用量的确定:该工序采用专用的组合头机床,一次加工两孔,孔深度方向的台阶面部不需要加工,最大余量=72-71.6=0.4,所以a=0.4/2=0.2 ,现采用刀柄直径为20的硬质合金刀具,伸出量较短,查表3-22得:进给量f=0.05-0.10,转速n采用500转。工步二、掉头加工工件的另一端法兰内孔,定位基准,切削用量等均安照工步一来完成。工序六、粗镗接口法兰175内孔及其接口面1、定位基准的选着 选着两个67的外圆和法兰头一端面作为定位基准,另外由于工件的尺寸较长,需要在后桥壳体的圆弧面中加上辅助机构,以增强工件的刚度,加工时校直法兰接口面与工作台的垂直度,具体定位如下图所
19、示:2、加工内容 接口法兰的加工采用的是组合机床,将内孔和其端面一次加工成型,保证尺寸545,38.750.3,174,如下图所示切削用量的确定 本工序采用组合头机床,对法兰接口的面和孔一次加工成型,孔的加工余量=174-170=4mm,单边的加工余量为2mm,现在采用硬质合金刀具,取a=2mm,由于接口面的面积大,刀具与接口面得接触宽度约17mm,采用3045的刀柄,结合端面的车削,查表313得进给量f=0.61.1mm/r,结合实际情况,现取f=0.6mm/r由于该机床的旋转部分是刀具,结合实际经验和机床的情况,现取转速n=300r/min 工序七、精镗接口法兰175内孔及其接口面1、定位
20、基准的选着 选着两个67的外圆和法兰头一端面作为定位基准,另外由于工件的尺寸较长,需要在后桥壳体的圆弧面中加上辅助机构,以增强工件的刚度,加工时校直法兰接口面与工作台的垂直度,具体定位如下图所示:2、加工内容 接口法兰的加工采用的是组合机床,将内孔和其端面一次加工成型,保证尺寸545,38.250.15,175,如下图所示切削用量的确定 本工序采用液压组合头机床,对法兰接口的面和孔一次加工成型,采用硬质合金刀具,孔加工余量=175-174=1mm,单边的加工余量为0.5mm,法兰接口面的加工余量=38.75-38.25=0.5mm,取a=0.5mm,表面的粗糙度Ra=3.2,查表314得进给量
21、f=0.18-0.25,由于该设备的转动部分是刀具,端面切削时刀具与工件的接触面积大,结合机床的情况,现取n=350r/min工序八、钻两端法兰4孔及接口法兰8孔1、定位基准的选择 该工序选择两端72的内孔,接口法兰端面作为定位基准,如下图所示:2、工艺内容 本工序采用三面钻组合机床,采用7.8和10.3的高速钢钻头,一次将16孔加工完成,保证尺寸10.3、7.8、,其位置精度由模具控制,具体要求图下图所示:2、切削用量的确定 本工序采用三面钻组合机床,一次将16孔加工完成,由于孔径的大小不一样,法兰接口面的为7.8,两端法兰头的孔径为10.3,所以接口法兰孔加工的进给量与两端法兰头的不一样。
22、对于两端法兰头,深径比I/D=24/8=3。对于接口法兰面8孔的深径比I/D =6.5/10.3=0.63。 查表3-45得接口法兰面87.8的孔的钻削用量:进给量f=0.3mm/r、切削速度v=0.334m/s、转速n=13.6r/s两端法兰头4孔的钻削用量:进给量f=0.4mm/r、切削速度v=0.334m/s、转速n=10.6r/s工序九、16孔倒角去毛刺该工序要求精度不高,只要求去毛刺,故为了提高加工的效率,现采用手电钻倒145的倒角。工序十、铰法兰端面8孔1、定位基准的选择 该工序的要求不是高,表面粗糙度Ra6.3,为了节约成本,采用普通的钻床了尽行加工九能满足加工要求,选择两端67
23、的外圆作为定位的基准,加工时,须校正接口法兰面与工作台的平行度再尽心夹紧加工,具体定位图如下:2、工序的内容 该工序采用普通钻床,采用手工进给的方式,所以要求工作者进给要尽量均匀,以保证加工面的表面粗糙度,孔径为8,具体尺寸位置要求见下图:工序十一、清渣打磨去毛刺1、技术要求 (1)内外表面清渣干净(2)校零件不能有虚焊、焊穿等现象、2、工序内容(1)把工件放在架子上,清理桥壳外表全部课件焊渣,清理桥壳内腔焊渣。(2)检查校零件是否有虚焊、焊穿现象,回攻管夹M8螺孔。(3)检查四环缝是否饱满,不合格的挑出转冷返修。(4)用风动砂轮机打磨接口法兰内孔内部空口及八孔锐边取毛刺,接口法兰外面锐边去毛
24、刺,回攻螺纹M161.5-6H、M181.5-6H。工序十二、 酸洗、磷化处理1、技术要求(1)工件磷化膜外观应为结晶致密,连续均匀的浅薄层磷化膜,无挂灰、泛黄等现象。(2)两端法兰基接口法兰与后盖内腔处不允许有锈迹。2、工序内容 (1)将后桥壳放入“二合一”除油除锈处理池中浸泡46分钟,将工件从除油漆除锈池捞出,用抹布或钢丝球进行擦洗。(所用溶液总酸度180250点,PH值24)(2)将后桥壳放入溢流清洗池中清洗干净,进出池子轻拿轻放,避免管夹变形。(所用溶液PH值57)(3)吊挂工件进入表调槽12分钟。(所用溶液总碱度510点,PH值89)(4)吊挂工件进入磷化处理槽1015分钟进行磷化处
25、理。(所用溶液游离酸度1.52.6点,总碱度3545点,气点值3.5点,PH值35)(5)吊挂工件进入热水槽快速干燥12分钟。(所用溶液的PH值57)工序十三、 油漆、烘干1、 技术要求(1) 工件外表非加工面喷漆TQ6,漆层均匀,厚度不小于40微米。2、 工序内容(1) 用木塞保护M181.5及M161.5螺纹孔。(2) 将工件垂直吊挂在悬架上喷TQ6漆。(3) 将保护木塞取下。(4) 将工件推入烘箱烤固化,温度(120140c),自然降温到90后出炉。(5) 将制成品整齐放置在周转架内。工序十四、抹油防锈处理将所有未喷漆的内外表面都进行抹油除锈,工作中注意轻拿轻放。工序十五、入库检验检查内
26、容如下:1、 外观(零件无漏焊、错焊,变形、加工面无毛刺、油漆质量)。检验工具/方法:目测2、 内孔56。检验工具:内径千分表501003、 内孔72。 检验工具:内径千分表501004、 孔175。 检验工具:内径千分表1602505、 38.280.15。 检验工具:高度游标卡尺03006、 接口法兰平面的平面度0.15 。 检验工具:平台、杠杆百分表7、 大孔175的位置度0.15(上偏),0. 5(下偏)。 检验工具:平台、杠杆百分表8、 孔8。 检验工具:塞规8H10。9、 88的位置度。 检验工具:接口法兰8孔位置度检具10、 5690.5。 检验工具:高度游标卡尺050011、 450 检验工具:高度游标卡尺050012、 12 检验工具:专用角尺13、 孔10.3。 检查工具:塞规10.314、 410.3孔位置度。 检查工具:法兰头4孔位置度检具工序十六、成品入库1、 工序内容如下:(1)、将成品整齐放置在工位器具内,注意轻拿轻放。(2)、按仓管员要求将放置成品的工位器具放置在指定的位置。(3)、挂上对应的标识。(4)、盖上防尘布。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
