 某某锅炉及环保产品生产加工项目专题报告
某某锅炉及环保产品生产加工项目专题报告

《某某锅炉及环保产品生产加工项目专题报告》由会员分享,可在线阅读,更多相关《某某锅炉及环保产品生产加工项目专题报告(66页珍藏版)》请在装配图网上搜索。
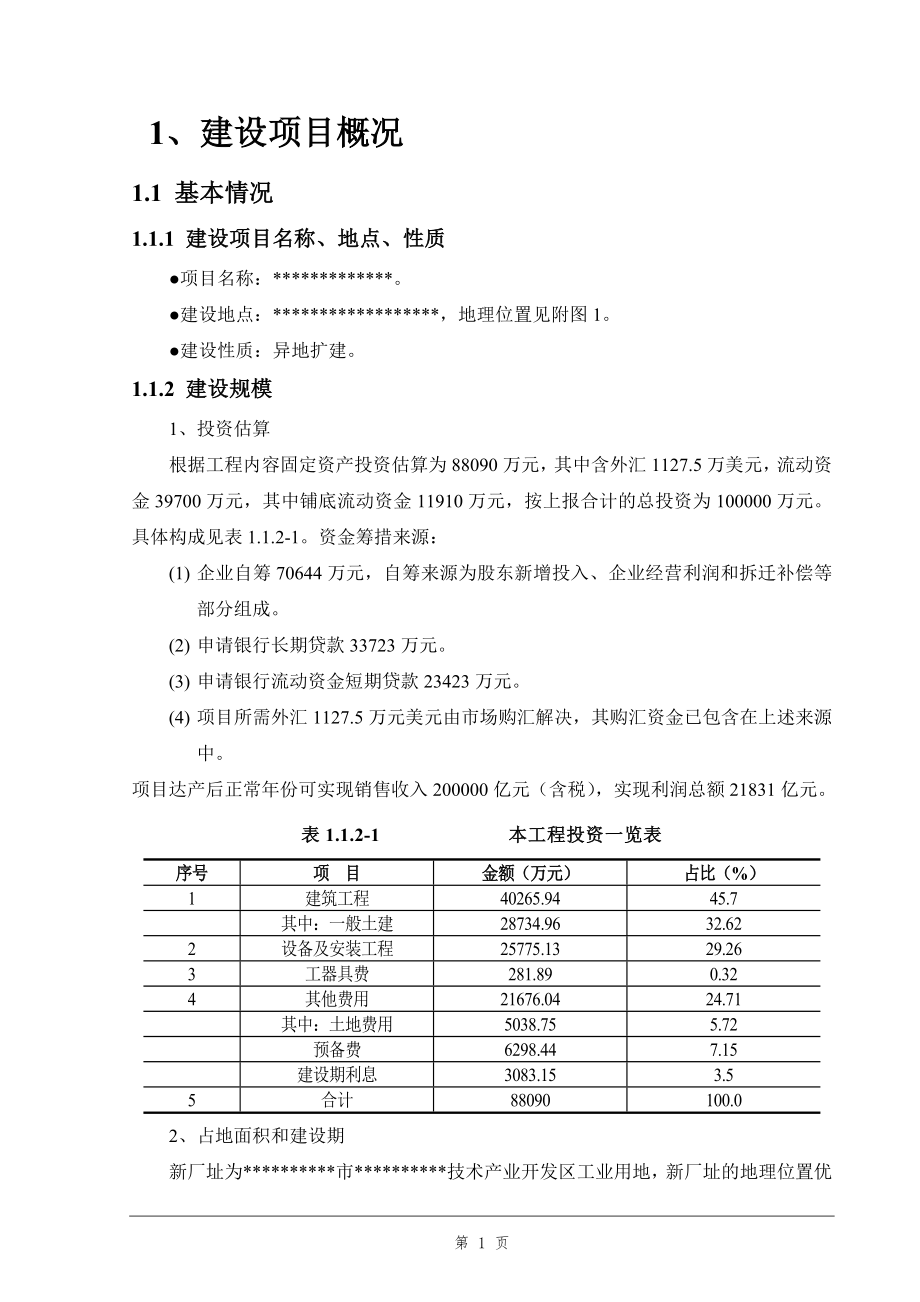
1、1、建设项目概况1.1 基本情况1.1.1 建设项目名称、地点、性质项目名称:*。建设地点:*,地理位置见附图1。建设性质:异地扩建。1.1.2 建设规模1、投资估算根据工程内容固定资产投资估算为88090万元,其中含外汇1127.5万美元,流动资金39700万元,其中铺底流动资金11910万元,按上报合计的总投资为100000万元。具体构成见表1.1.2-1。资金筹措来源:(1) 企业自筹70644万元,自筹来源为股东新增投入、企业经营利润和拆迁补偿等部分组成。(2) 申请银行长期贷款33723万元。(3) 申请银行流动资金短期贷款23423万元。(4) 项目所需外汇1127.5万元美元由市
2、场购汇解决,其购汇资金已包含在上述来源中。项目达产后正常年份可实现销售收入200000亿元(含税),实现利润总额21831亿元。表1.1.2-1 本工程投资一览表序号项 目金额(万元)占比(%)1建筑工程40265.9445.7其中:一般土建28734.9632.622设备及安装工程25775.1329.263工器具费281.890.324其他费用21676.0424.71其中:土地费用5038.755.72预备费6298.447.15建设期利息3083.153.55合计88090100.02、占地面积和建设期新厂址为*市*技术产业开发区工业用地,新厂址的地理位置优越,紧靠艾溪湖北路、艾溪湖四
3、路,交通便利,满足重、大件和超重产品的的运输。整个地块方正,适宜大型多跨的联合生产厂房的建设。本次异地扩建工程拟于2010年10月底完成征地、初步设计及施工图设计,主要占地指标详见表1.1.2-2表1.1.2-2 本工程主要占地指标序 号项 目 名 称单 位数 据备 注1厂区征地面积hm238.535合558.9亩2建筑总面积m2159488.69 3计算建筑面积m2280283.464计算容积率0.95建筑物占地面积m2142896.426堆场占地面积m224014龙门吊堆场7绿地面积m261686.958绿地率%169厂区道路广场面积m2661300.21466本工程预计在2010年11月
4、开工建设,2012年12月竣工,2013年形成本项目要求的生产能力。本项目建设期为2.5年。3、产品方案根据市场预测和分析,建设规模将在目前生产量的基础上,扩大50%,年产各类产品约12万吨。新厂区主要产品生产纲领详见表1.1.2-3。第 66 页表1.1.2-3 主要产品生产纲领序号产品类别产品名称年产量(折合产品重量,t)备 注1电站及特种锅炉电站锅炉14000220-670t/h高压、超高压循环流化床锅炉及煤粉炉差速床锅炉3000020-220t/h次高压、高压差速床锅炉高炉煤气锅炉1200035-410t/h高炉煤气锅炉垃圾锅炉5600150-600t/d垃圾锅炉冶金余热炉500010
5、-100t/h余热锅炉小计6660078台,10000蒸吨2化工容器大型、高压化工容器5000塔器、换热器、甲烷化炉球罐200202000-10000立方米有色金属容器1000塔器、换热器、罐小计2602081台3工业锅炉燃油气锅炉24320.5-10t/h燃煤锅炉63406-80t/h小计8772114台,1800蒸吨4燃烧器1500500台合计102892876台1.1.3 主要经济技术指标表1.1.3 主要技术经济指标表序号项 目单 位指 标备 注1工程总投资万元1000002流动资金397003工业总产值2000004利润218315税金236696占地面积万m238.535合558.
6、9亩7建筑面积28.0288道路、广场面积6.6139绿地面积6.1686绿地率16%1.2 工程内容1.2.1 项目组成本项目组成明细表见表1.2.1。表1.2.1 本工程项目组成明细表项目组成项目概况备注主体工程生产车间管件生产厂房、汽包容器生产厂房、机械加工生产厂房、有色金属容器生产厂房、低压容器、设备二厂、环保设备车间组成的综合厂房、燃烧器生产厂房、控制设备生产厂房、意高锅炉生产厂房、理化焊培楼等。辅助工程给水水源接自市政给水管,市政给水压力约0.30Mpa。用水量532m3/a排水厂区采用雨、污分流制;室内排水采用雨水、污水和废水分流制。污水排入青山湖污水处理厂,处理达标后最终排入赣
7、江。综合办公楼(总部)12层,面积16592m2倒班宿舍面积4480m2生活楼面积2304m2公用工程供电照明采用两路10KV进线 年耗电30万kwh通信和网络建立结构化综合布线系统(PDS),以满足通信和计算机管理系统的需要。消防系统厂区敷设独立的环状消防管网、消防水池,主要建筑物各层均布置室内消火栓系统。动力压缩空气站、液态气体站、霞普气汇流排间、电锅炉,所有动力主干管道采用沿墙或架空敷设。暖通厂房均设置有通风系统。综合办公楼采用中央空调系统,厂房根据需要安装分体式冷暖空调机。配套工程储运建筑原料仓库、成品堆场区、厂内路网。市政交通厂区紧靠艾溪湖北路工业园区配套相应的公用动力以及市政设施。
8、可以满足生产与生活需要的供电、供水、通讯等条件,以及原辅材料、燃料、动力等的供应条件。本工程结合整体搬迁进行技术改造,满足公司管理、产品开发、产品销售、生产组织、技术开发以及生活配套的功能和要求。1.2.2 土建工程本项目全部为新建,各建筑物的建设内容如下:表1.2.2 本项目土建工程内容序号项 目跨度(m)厂房长度(m)层数面积(m2)备注1综合办公楼(总部)165922管件生产厂房23985.9其中:备料跨3010013000 露天跨242281 膜式壁车间3022816840 蛇形管车间3022816840 集箱导管车间2422815472 辅助办公室8303720 变电所612172
9、退火炉间及辅房1134.1 空压机站房916.81151.2 探伤室10.3521.071218.075 辅助用房2538.563汽包容器生产厂房38702.5其中:备料跨36118.814276.8 球罐辅跨2424015760 球罐车间2424015760 球罐车间2421615184 容器车间3621617776 容器车间3021616480 探伤室及辅房434.52 退火炉间21.4241513.6 探伤室及辅房10.55241397.2 辅助间900 车间办公楼945.231220.44机械加工厂房12660其中:综合仓库181803240 24米跨241804320 18米跨181
10、803240 辅助办公楼960318605有色金属容器生产厂房5207.4其中:厂房241924608 辅房水泵房614.52 露天跨241446燃烧器联合厂房4848 燃烧器生产厂房24842016 办公楼960213207理化计量、总配变电所241408油化库1809混合气体站10霞普气站5211意高生产厂房一14717 总装跨301715130 管子结构跨241714104 生产辅房431 办公楼67632028 南跨241263024 露天跨3017112意高生产厂房二13824 北跨241924608 中间跨241924608 南跨24192460813低压容器联合厂房22944 低
11、压容器生产厂房242074968 办公楼3307214脱硫设备厂房23184 北跨302768280 中间跨302768280 南跨242766624 露天跨2427615钢结构厂房28152 北一跨302768280 北二跨242766624 南二跨242766624 南一跨242766624 露天跨2427616门卫一10717门卫二3418门卫三3419门卫四3423倒班宿舍14645448024生活楼2448223041.2.3 给排水项目用水由当地市政管网供给,污水经自建污水处理站处理后经污水管网排至青山湖污水处理厂,处理达标后排入赣江。1、给水水源接自市政给水管,市政给水压力约0.
12、30Mpa。厂区最高日用水量约为532m3/d。用水量包括生活用水、生产用水、绿化用水等,其中生产用水主要为:焊机用水、水压试验水池补水、探伤室用水等。2、排水厂区排水采用雨、污分流制,污水经自建污水处理站处理后经污水管网排至青山湖污水处理厂,处理达标后排入赣江。1.2.4 主要设备项目生产设备众多,主要设备见表1.2.4。表1.2.4 主要生产设备统计表生产类型设 备 名 称数量(台、套)位 置管件生产现有蛇形管生产线、顶镦弯管机、弯管机、水压试验台、焊机新增X射线工业电视实时检验系统、马弗炉、蛇形管生产线、平板车、起重机、焊机41蛇形管车间现有扁钢精整清理切断生产线、4头膜式壁生产线、12
13、头膜式壁生产线、自动弯管机、水压试验台、焊机等新增10极MPM生产线、4极MPM生产线、平板车、起重机、焊机38膜式壁车间现有卧式镗床、摇臂钻床、油压机、集箱收口机、弯管机、程控立体弯管机、焊接设备,新增中频弯管机、退火炉、集箱数控三轴钻床、窄间隙自动埋弧焊机、平板车、起重机、焊机56集箱导管车间汽包容器生产现有刨边机、剪板机、联合冲剪板机、数控门式切割机、仿形切割机、半自动气割机、等离子切割机、大管坡口切割机、双盘摩擦压力机新增带锯床、数控坡口机、平板车、起重机27备料车间现有三辊卷板机、折边机、车床、封头切割机、门架式自动焊机、伊萨焊机、外纵缝焊机、摇臂钻床、双丝窄间隙自动焊机、不锈钢带极
14、堆焊机、管子管板焊机、超高液压胀管机、探伤室、电子直线加速器、水压试验台、焊机新增25m两用退火加热炉(电加热)、喷丸室、龙门移动式数控钻铣床、150/250*4000三辊卷板机、数控双柱立式车床、数控落地镗铣床、窄间隙埋弧焊机、带极堆焊机、起重机、焊机98容器车间现有500t油压机、1000t水压机、1200t水压机、2000x2000mm封头加热炉、球板切割机、封头切割机、焊机新增4000t油压机、加热炉、平板车、起重机32球罐车间有色金属容器生产新增数控水下等离子切割机、刨边机、空气等离子切割机、三辊卷板机、自动焊接系统、手工焊机、逆变焊机、起重机等16钢结构生产现有200t油压机、摇臂
15、钻床、门架式自动焊机、焊接设备新增校平机、多头直条切割机、500t油压机、抛丸清理室、喷漆室、箱型柱组立机、起重机、焊机57机械加工现有立式车床、长轴车床、卧车、卧式镗床、摇臂钻床、铣床、刨床、插床等新增36意高生产(工业锅炉)新增膜式壁自动生产线、集箱收口机、三辊卷板机、液压涨管机、管子管板焊机、抛丸室、喷漆室、折边机、切割机、机床、起重机、焊机等112低压容器生产现有三辊卷板机、剪板机、折弯机、数控切割机、等离子切割机、电动裁剪机、厚料高整缝纫机、摇臂钻床、焊机等新增三辊卷板机、数控火焰切割机、数控剪板机、三维数控钻、通过式抛丸清理室、喷漆室、起重机、焊机等69燃烧器生产新增剪板机、等离子
16、切割机、三辊卷板机、硅整流焊机、手工氩弧焊机等28理化计量质检现有低温冲击机、夏比试验机、微机液压万能材料实验机、大型金相显微镜、微机高速自动定碳仪、箱式电炉、自动定碳定硫仪、超声波检测仪器新增1级块规、投影测长机、光学经纬仪、数据处理万能测长仪、量块检定仪、卧式光学计、全自动指示表检定仪261.3 工程布置1.3.1平面布置的原则建设单位在进行全厂的总平面布置时按以下原则进行布置:(1)符合工艺流程、操作的要求,物料流向顺畅,人流物流分开,保证人身安全及货物畅通运输。(2)符合现行防火、卫生、安全要求。(3)考虑主导风向,尽可能合理布置生产装置,减少相互影响。(4)建、构筑物尽可能合并集中布
17、置,经济合理,有效利用土地。1.3.2 总平面布置合理性分析拟建工程新厂区总平面布置见附图2。厂区大致呈长方形。总平面布置是根据生产工艺流程及产品物料运输流向,厂区的自然条件、周围环境、交通运输、城市规划等条件,充分考虑功能分区,因地制宜,进行合理布置。根据项目总平面布置图,主出入口位于地块南面中间位置,紧邻园区主干道尤氨路;次出入口和物料出入口分别位于地块北面靠东和西面位置,厂区实行人、货分流。厂区由北往南分别布置有办公楼、化工容器联合厂房、汽包生产厂房、机械加工厂房、管件生产厂房、工业锅炉生产厂房、钢结构联合厂房、燃烧器车间、锻压车间、及厂区绿化区。由图可见新厂区规划布局基本做到了功能分区
18、,人、物分流,互不干扰,较好地避免了交叉污染。道路分为主干道、次干道,满足交通及消防的要求。厂房间距满足厂房的生产类别及建筑物等级要求。园区的总平面布置满足工艺、运输、防火和安全等规范要求。项目平面布置基本按照建筑设计防火规范(2001版)(GBJ16-87)、工业企业总平面设计规范(GB50187-93)的要求进行。1.3.3 工作制度及劳动定员工作制度:本项目按照每周5天、40小时工作计,年工作251天,每天按一班制考虑,并根据生产状况和工序负荷安排二班制作业。劳动定员:职工总数定员为2400人,其中工程技术人员300人,生产工人1260人。1.4 与原有工程关系1.4.1 原有企业概况*
19、锅炉化工石油机械联合有限责任公司是由原*化工石油机械厂与原*锅炉厂于1992年4月联合组建。2001年7月,*锅炉化工石油机械联合有限责任公司发起设立*能源环保股份有限公司。按照*市城市总体规划(20012020),*公司实施“退城进郊”战略,进行扩建搬迁。*能源环保股份有限公司是大二型国有企业,具有A级锅炉设计、制造、安装许可证;AR1、AR3、CR2级压力容器产品设计、制造、安装许可证;以及美国机械工程师协会ASME颁发的动力锅炉、压力容器和压力管道三项设计、制造、安装证书;并通过ISO9001:2000质量体系认证。*股份主导产品有以高低差速循环流化床锅炉及高炉煤气锅炉为主的高压、次高压
20、、中压电站锅炉与工业锅炉产品,电站工程成套;以球罐、换热器、塔器及高压容器为系列的各类压力容器产品;以袋式除尘器、脱硫及垃圾焚烧设备为系列的环保产品。*能源环保股份有限公司根据锅炉、化机行业的发展状况与市场需求,相继开发了各类煤气锅炉,中、高倍率循环流化床锅炉、高低差速床锅炉等系列产品;大型球罐、高压容器、大型不锈钢容器、换热器等压力容器产品;大型高效袋式除尘器、垃圾焚烧炉等环保产品。这些产品投入市场后,产生了较好的经济效益与社会效益。为提高装备水平和制造能力,“十五”期间,公司已投入资金6000万元,用于GEF高效工业锅炉技改项目、袋式除尘器重大国产化装备项目和技术工艺进步项目。同时公司积极
21、寻求与国内外企业的战略合作,把企业做大做强。2001年,公司与香港万方国际公司合资组建意高能源设备公司,生产20t/h以下燃油、气锅炉。2003年,公司引进瑞士欧特利公司先进技术,合作生产燃烧器产品;公司引进德国沃尔夫公司大型烟气脱硫、垃圾焚烧、固体废弃物处理、烟气净化技术的合作也取得实质性进展;与日本新日本制铁公司“干熄焦”余热发电技术的合作已开始投向市场。1.4.2 原有企业位置及占地面积*公司位于*省*市,地处*市迎宾大道913号,离市中心5公里,离青云谱火车站(货运)不到5公里,交通便利。北邻*采矿机械厂,周边有江铃汽车集团、洪都飞机制造公司等大型企业及电机、电缆、机床设备等企业,为*
22、市重工业的聚集地。原有企业占地面积:生产区占地面积: 18.92万m2(284亩);待开发用地面积: 14.39万m2(216亩);生活区占地面积: 13.56万m2(203亩); 合 计: 46.87万m2(703亩)。原有企业生产建筑面积:生产区车间建筑面积: 7.08万m2;生产及仓储钢棚面积: 1.18万m2;办公楼科技楼建筑面积:1.14万m2; 合 计: 9.40万m2。1.4.3 原有企业产品及生产能力1、产品分类锅炉系列产品燃气锅炉系列:已形成35-220T/H规格产品,适用于高炉煤气、焦炉煤气、发生炉煤气、混合煤气、炭黑煤气和天然气。高低差速循环流化床锅炉系列:引进德国技术,
23、适用于燃用烟煤、无烟煤、褐煤、矸石、糠醛渣等生物性燃料。该锅炉具有煤种适应性广、调负荷性能好、热效率高、磨损小等优点。经专家鉴定,达到国内先进水平。该锅炉已形成35-220T/H规格产品,广泛应用于电厂、钢厂、化工、印染等多种行业。循环流化床锅炉系列:已形成35-220T/H系列产品,公司长期以来,与国内院校合作开发,引进吸收先进的循环流化床技术,开发了适应各种不同种类煤质条件的高、中、低循环倍率的循环流化床锅炉,已广泛应用于多种行业。垃圾锅炉系列:适用于城市生活垃圾、工业垃圾有毒、有害垃圾,采用循环床式燃烧、固定炉排式燃烧的专利技术,引进德国高低差速循环流化床技术,已应用于城市垃圾处理、医院
24、等公共事业。化工容器系列产品球罐系列产品:已形成120m3-5000m3规格产品,多年来,公司在石化、化工、燃气、冶金的行业制造、安装了800余台用于储存液化石油气、天然气、乙烯、丙烯、丁二烯、氯乙烯、液氨、氧气等介质的球罐并提供交钥匙工程。压力容器系列产品:包括塔器、大型换热器、反应容器、不锈钢容器、高压疲劳设备及复合板设备等容器产品,以大型、高压容器为主,广泛应用于石化、化工、轻工等行业。环保产品袋式除尘器系列产品:引进美国先进的反吹脉冲清灰袋式除尘技术,文丘里喷嘴等8项专利技术,具有清灰效果好、耗能少、运行稳定、维护方便的优点,适用于燃煤电站锅炉、燃煤炉窑的烟气除尘及水泥、炭黑、沥青、石
25、灰、石膏、化肥、烟草等各种行业的气体除尘,还有有害物质的净化或其他粉尘的收集。2、生产能力单台最大参数:锅炉产品:最大吨位260t/h;最高压力9.8MPa;容器产品:最大吨位368t/台;最高压力58MPa;球罐产品:最大容积5000m3/台。目前最大年生产能力:锅炉产品:7000蒸吨;容器产品:4000吨;球罐产品:7000吨。1.4.4 原有企业人员*股份公司目前国有在编职工人总数为1992人,拥有高、中级以上的工程技术人员178人,技术中心专门从事研究开发的工程技术人员37人,有成熟的锅炉设计制造技术和压力容器设计制造技术及多项专利技术。1.4.5 项目由来、拟建工程与原有工程的关系1
26、、项目由来*锅炉化工石油机械联合有限责任公司是由原*化工石油机械厂(53年建厂)与*锅炉厂(58年建厂),根据省、市政府关于支援江铃汽车集团扩建、*锅炉厂让地搬迁的战略部署,于1992年4月联合组建。1995年下半年,经技术改造后,*锅炉厂从原厂址搬出,迁入现*股份(*化工石油机械厂)厂区内。2001年7月,*锅炉化工石油机械联合有限责任公司发起设立*能源环保股份有限公司。随着*市的城市建设和发展,原本作为工业区块的*股份生产区逐渐与城市商住区相连,并对城市建设的进一步发展形成阻碍。按照*市城市总体规划(20012020),到2020年,*城市规划人口规模将达到350万,规划中心城市建设用地将
27、达到350平方公里。今后*市将按照“西进、东扩、北控、南延”这一总的建设指导思想开始大规模的新区建设、老区改造。跨江而过西进发展红谷滩新区和*经济技术开发区,城东加大昌东工业园区和昌南工业园区的建设,外围重点发展莲塘、新建、湾里和昌东四个卫星城区。从而使得*在今后形成“一个主城核心区、外围多个组团”的格局。2004年11月14日,*市工业领导小组成员会议审议了*锅炉化工石油机械联合有限责任公司发展和改制重组方案,会议确定:1*公司应采取总体规划、整体搬迁、分步实施、退城进郊、异地建厂、增量改制,利用国有资产和战略投资者的资金,组建股权多元化公司的思路进行发展和改制重组。2.企业重组改制时,可将
28、该企业工业用地性质变更为商业、住宅等综合性用地,进行公开挂牌出让,土地出让金全额返还给企业用于改制和发展。2007年4月9日,市政府关于*锅炉化工石油机械联合有限责任公司改制、技改、搬迁有关会议协调会确定:市政府全力支持*公司在改制的同时实施“退城进郊”,进行技改型搬迁,使企业在新的技术平台和新的体制平台上更好地做大做强做优。到2010年要实现年销售收入20亿元,利润超亿元的目标。近几年来,*股份以市场为导向,开发新产品,取得显著成效。公司根据锅炉、化机行业的发展状况与市场需求,相继开发了各类煤气锅炉,中、高倍率循环流化床锅炉、高低差速床锅炉等系列产品;大型球罐、高压容器、大型不锈钢容器、换热
29、器等压力容器产品;大型高效袋式除尘器、垃圾焚烧炉等环保产品;公司产品与工程进入印尼、泰国等亚洲市场。2006年完成工业总产值(按现行价格计算)74073.413万元,实现利润总额2302.9297万元。随着企业连续几年的快速发展,现厂区的厂房等级、格局以及工厂布局已不能满足今后产品的进一步增长、对外合资、合作和企业的发展需要。结合城市建设的要求以及企业战略规划,公司将利用退城进郊、异地建厂这一良好契机,实现企业跳跃式的发展。2、与原有工程的关系本次工程属于整体搬迁,建设规模将在目前生产量的基础上扩大50%。经过历年来的多次技改、扩建,原有设备中不符合产业结构调整指导目录(2005年本)要求的落
30、后生产工艺装备已经实现完全淘汰,故现有设备(详见表1.2.4)将全部运往新建的生产基地。根据2006年3月7日*市工业领导小组成员会议纪要(见附件2),*公司现有厂址的土地将由*市土地储备中心收储,日后将作为商业、住宅等综合性用地进行公开挂牌出让,现有厂房届时由开发商进行拆除;现有早期人防工事按报废处理,并由*市人防办负责落实。*公司位于*技术产业园区的生产基地建成后,将投资45778.89万元(其中含外汇1127.5万美元)用于引进先进设备和搬迁、安装原有设备,以提高装备水平和制造能力,产生较好的经济效益与社会效益。2、工程分析2.1 物料供应与生产协作2.1.1 主要原辅材料项目主要原辅材
31、料见表2.1.1。表2.1.1 原辅材料年耗量一览表序号名 称年耗量(t/a)备 注1板材68000材质:BHW35、16MnR、1Cr18Ni9Ti、07MnCrR、Q235、Q345,规格:2065。2型材26000材质:45#、Q235、Q345,规格:I字钢、槽钢。3管材18800材质:20、20g、12Cr1MoVA、15CrMoA,规格:159426/1230、515.5、3242/3.55.5、387638、605。4铸件148外协5焊条、焊丝1200主要由宜昌、芜湖、锦州等焊接材料厂供应。6防锈漆400日常存储量约8t。7溶剂800日常存储量约16t。包括190号溶剂油、200
32、号溶剂油、二甲苯等。喷漆工序用溶剂约占3/4,其余用于机械零件清洗、设备清洗等。8乳化液1209润滑液902.1.2 生产协作各类辅机由国内外专业制造企业配套生产;铸铁件由专业厂外协加工后提供;省煤器、炉排铸件由专业厂外协加工后提供;膜式壁的三通管(裤衩管)由专业厂提供。2.2 生产工艺由于本项目由*公司的多个独立公司组成,产品和生产组织较为复杂,根据总体布局、统一协调的原则安排由多个设计方案中优选,按优选方案的工艺布局进行说明。2.2.1 管件生产1、生产协作现有蛇形管车间、膜式壁车间和集箱车间对外协作关系保留。壁厚超过40mm集箱的探伤和热处理工作在容器生产厂房协作。2、蛇形管工艺流程:管
33、材(切断)管端加工直管的接长无损探伤(热处理)系统弯管(小R挤压精整)元件校正划余量线倒角配排(管排)元件拼接无损探伤配套(管屏)套校划线装配装焊附件(整体热处理)对样校划余量线切断倒角水压试验、通球试验包装发货。工艺说明:1)管子在管材备料线上采用切管机进行定尺下料,再采用管子坡口机加工管端内外坡口或用切管机直接切割倒角。2)为保证对接管头的焊接质量,对接管端进行焊前手工打磨。3)采用热丝TIG焊机进行对接接长,直管接长的焊缝采用工业电视实时检测系统进行实时检验。4)蛇形管的弯曲采用系统弯管机进行弯制。5)对于小R(R/D1.5)弯头,采用小R弯管机进行弯制,并采用精整机进行精整。6)分支管
34、管端加工采用移动式倒角机进行管端倒角。7)管夹、固定装置等附件的焊接采用手工焊机。8)未经工业电视实时检测的管子对接焊缝在X射线探伤室内进行焊缝的射线探伤。3、膜式壁工艺流程: 管子抛丸清理扁钢开卷清理精整定长切断组装双生管焊接拼排焊接开孔坡口加工焊短管成排弯曲气割余量水压试验包装发货工艺说明:1)扁钢经扁钢精整清理生产线精整、清理后切断。2)管材在管子抛丸生产线上进行表面除锈清理。3)清理后的管子和扁钢在预装台位上点焊装配,管屏拼焊主要采用1600mmMPM生产线焊接,管屏宽度大于1600mm的在3200mm MPM生产线进行大排的拼焊。4)由管屏切割机修正管屏的宽度尺寸。5)膜式壁开孔采用
35、手工气割,再用移动倒角机进行管端倒角,短管焊接采用手工氩弧焊。6)管屏在卧式管屏压弯机上压弯。7)管屏经水压试验合格后,进行包装出厂。4、集箱导管工艺流程:无缝钢管检查合格划线锯切下料坡口加工环缝装配氩弧焊封底自动埋弧焊盖面环缝余高磨平探伤返修探伤钻孔装焊管接头超探校直热处理清理水压试验去余量齐头、倒角全面检查包装发货。工艺说明:1)集箱的管材采用自动带锯床下料。2)集箱管坡口以及集箱手孔的加工采用镗床。3)联箱管对接采用窄间隙焊机或自动埋弧焊机。对接焊缝采用X光拍片检查。4)联箱钻孔采用摇臂钻床。5)联箱管接头焊接采用氩弧焊封底,再用手工焊盖面。6)联箱焊后需整体热处理的在联箱热处理炉上进行
36、。7)联箱水压试验合格后切割管接头堵头,用摇臂钻床进行管端倒角,经清理后送油漆包装。2.2.2 汽包容器生产1、生产协作现有汽包和容器对外协作关系保留。封头在球罐车间协作。原材料下料在备料车间协作。2、汽包工艺流程:板材卷制纵缝焊接坡口加工筒节与筒节装配定位焊焊接划筒体中心线及预焊件位置线筒体与一端封头装配定位焊焊接筒体与另一端封头装配定位焊焊接射线探伤钻孔焊管接头超声波探伤焊底座(热处理)(后处理)包装。工艺说明:1)由备料车间运进的板材在卷板机上进行预弯和卷制。2)采用纵缝焊接操作机进行纵缝自动焊接,焊接完成的筒体在卷板机上进行复校圆。3)筒体的坡口采用卧车和立车进行加工,辅助手工打磨。4
37、)筒体的对接以及筒体和封头的对接采用环缝焊接操作机进行环缝自动焊接,焊接完成后的纵、环缝进行100%射线探伤。5)筒体开孔根据孔的大小主要采用马鞍型接管开孔机和钻床进行加工,辅助手工打磨。6)筒体上接管的焊接根据管子的大小采用马鞍形接管焊机和手工焊进行焊接。7)需要焊后热处理的汽包采用两用退火加热炉或原有的退火炉进行焊后退火。8)热处理完成的汽包在喷丸室内进行后处理。9)汽包在水压试验台进行水压试验。3、容器工艺流程:接管:来料预弯卷制焊接复校圆射线探伤坡口加工导轨:来料压型整型拼焊整型筒体:来料预弯卷制焊接复校圆拼焊射线探伤拼焊镗孔组装焊接组装焊接探伤热处理喷丸清理芯子:管板来料热处理机加工
38、焊接胀接焊接机加工筒体、进出管装配水压试验吹干包装。工艺说明:1)塔器的制作和汽包基本相同,只是直径较大的塔器开孔主要采用镗床和马鞍型接管开孔机进行加工。2)换热器和变换炉的筒体制作和塔器筒体制作相同。3)换热器的设备法兰和管板主要采用2500和6300的立车进行加工。4)换热器的管板和隔板的钻孔采用多轴龙门移动式数控钻铣床,辅助以摇臂钻床。5)换热管和管板的焊接采用管子管板焊机进行焊接,然后再采用胀管机补胀。2.2.3 球罐生产1、生产协作现有球罐车间对外协作关系保留。为容器的封头生产提供协作。2、工艺流程:球片材料检验划线标志移植粗切割压片划线精切割坡口坡口打磨渗透检验整形凸缘、厚壁管与中
39、极板组焊消氢射线检测支柱与赤道板组焊组焊支座磁粉检测包装。3、工艺说明:1)采用磁轮切割机对球板进行下料。2)采用水压机或油压机进行球瓣的压制。3)采用氢氧切割机切割球瓣坡口,辅助以手工打磨。4)在压机上对球瓣进行整形。5)中极板和部件采用手工组焊,焊后热处理在容器车间协作,焊缝的检验采用射线探伤,在容器联合厂房协作。6)支柱与赤道板采用手工组焊,焊缝采用磁粉探伤。7)球罐花瓣在现场组焊。2.2.4 有色金属容器生产1、生产协作固溶热处理外协。容器封头的压制成型外协。直径超过1600mm的法兰机加工外协。2、工艺流程:划线切割下料刨边坡口预弯卷圆点焊、焊接复校圆RT、PT等检验焊缝处酸洗钝化划
40、端面及开孔线端面坡口加工封头与筒节、筒节与筒节装配、点焊、焊接焊缝处酸洗钝化钻孔焊管接头探伤焊底座水压试验清理吹干包装。3、工艺说明:下料:大尺寸筒节板材采用水下数控等离子切割机下料,小板材用剪板机及空气等离子切割机下料。坡口加工:下料后的板材采用刨边机加工坡口;筒节卷制:板材采用水平下调式三辊卷板机进行卷圆和复校圆,水平下调式三辊卷板机可以对板材进行预弯,减少直边段。开孔:大孔采用等离子切割机,配合人工打磨;小孔及换热器管板用摇臂钻床钻孔。焊接:筒节的纵、环缝焊接采用自动埋弧焊接装置,配备相应的操作机和滚轮架;壁厚相对小的容器采用等离子弧焊机焊接,具有能量集中,变形小,热影响区小的优点,8m
41、m以下板材可不开坡口。其它接管、法兰等的焊接主要采用TIG焊机及逆变焊机焊接。换热器管子和管板的焊接采用管子管板自动焊机。弯管:换热器管束所用的U型管用液压弯管机弯制。探伤:在300KV X射线探伤室内进行;酸洗:焊缝处的酸洗采用酸洗膏进行。热处理:有热处理要求的产品,其热处理到*能源股份公司协作。2.2.5 钢结构生产1、生产协作现有钢结构车间对外协作关系保留。为容器联合厂房的容器产品提供支架等结构件。2、工艺流程:箱形粱的典型工艺流程:钢板检验校平端面铣边坡口钢板接长余高磨平校平铣坡口划线焊定位块安装加强筋组立BOX组装90翻转BOX焊接1180翻转BOX焊接2(矫正)箱型柱划线钻孔180
42、翻转箱型柱划线钻孔清除冒口(矫正)端面1铣削端面2铣削联接板孔加工配焊端部法兰配焊联接板抛丸清理油漆包装出厂。普通H型钢的典型工艺流程:钢板检验校平端面铣边坡口钢板接长余高磨平校平吊运组立90翻转吊运H型组立90翻转焊接焊缝90翻转焊接焊逢180翻转焊接焊缝吊运翼板矫正90翻转吊装翼板2矫正吊运定尺切断端面铣平锁口钻孔装焊抛丸清理摩擦面处理油漆包装出厂。3、工艺说明:1)采用钢板校平机,以提高板材的平直度,保证焊接质量,改善装配精度,提高产品质量。本设计选用一台25x2500板材校平机,主要用于1225mm厚钢板的的校平。2)对于厚板需要开坡口或技术条件要求边缘机加工的板料由电动坡口机进行坡口
43、加工。3)采用门式焊机、矫正机等主要设备以及辊道等辅助设备组成普通H型钢的焊接生产线。4)采用箱型柱组立机、门架式自动焊机等主要设备以及辊道等辅助设备组成箱型柱(BOX)焊接生产线。5)H型钢其焊接变形通过翼缘矫正机进行矫正。箱形柱焊接变形采用火焰加热矫正。6)拼接焊缝和角焊缝需要焊后热处理的,采用履带式加热器进行局部加热。7)拼接焊缝探伤由超声波探伤仪在组成的生产线上进行探伤。8)为了保证产品的质量,延长产品的使用寿命,本设计考虑采用通过式抛丸清理室对产品进行表面抛丸清理,增加油漆的附着力,提高产品的表面喷漆质量。9)产品的油漆在喷涂工段喷漆室内进行,选用高压静电无气喷枪连续喷涂,以提高漆膜
44、表面质量和生产效率。油漆后的产品在烘干室内进行烘干,以适应大量的规模化生产。10)梁柱的开孔采用数控钻床。11)采用端面铣床铣粱柱装配端面。2.2.6 机械加工机械加工车间主要承担*股份公司锅炉和容器机加工件的加工生产。主要内容有:锅炉和容器的管接头、法兰等零件机械加工。车间年加工金属量约为1800t。生产协作1)机械加工车间原有对外协作关系保留。2)机械加工车间为各车间机械加工件的加工协作。2.2.7 工业锅炉生产重点开发2.5Mpa以内的燃油、气锅炉产品。1、工艺流程:结构件链条炉排底座:下料零件成型两侧板装焊支座装焊底座装焊装炉排片试车装挡渣器及密封件。梁、柱工艺流程:零件选装点焊焊接校
45、正清理划线端面加工焊柱底板送喷漆。管件散管:材料验收放样(划线)下料管端加工弯制校正检验管端余量切割待组装。蛇形管(屏):管子与弯头对接焊接探伤水压试验管屏与管屏的对接探伤手工焊接管夹、固定装置等附件水压试验。水冷壁:扁钢开卷清理精整定长切断组装双生管焊接拼排焊接开孔坡口加工焊短管成排弯曲气割余量坡口加工水压试验、通球试验油漆、包装。汽包筒节:板料刨坡口预弯滚圆内纵缝焊接气刨挑根清理外纵缝焊接焊高磨平校圆(探伤)加工端面及坡口。锅筒:筒节与筒节定位焊焊接划筒节中心线与一端封头定位焊焊接与另一端封头装配定位焊焊接探伤划管座孔定位线加工管座孔管座装配定位焊内装预焊件定位焊管座及内装预焊件焊接水压试
46、验划管孔及排孔位置线加工管孔及排孔清理毛刺内件组装封闭人孔盖手工处理油包。快装炉本体组装锅筒、集箱就位本体组装架水冷壁管装配定位焊水冷壁管焊接气割锅筒和集箱的下降管孔下降管装配定位焊下降管焊接烟管装配和定位烟管胀接(烟管焊接)烟管平头焊接锅筒内件预焊件焊接(及前后烟箱)清除杂物装配人孔、手孔并封闭其他管座水压试验。油气炉炉胆组件一端装入锅壳组件前管板并固定后管板与锅壳装配定位焊焊接探伤炉胆组件与前后管板装配、定位焊焊接探伤开非径向管座孔装配、定位焊各管座、吊耳、一端斜拉撑焊接(其中斜拉撑只焊与锅壳连接处)内部装置装配定位焊焊接装配烟管、拉撑管胀接回燃室前管板处烟管、拉撑管焊烟管、拉撑管及斜拉撑
47、刮齐管端长度锅炉内部清理装配焊接底座水压试验。2、工艺说明:备料:原材料进入车间后,在钢材预处理生产线上进行清理、喷漆。板材下料采用数控气割机、等离子气割机、剪板机等;管材、型材下料主要采用带锯床。加工:下料后的板材用刨边机加工筒节坡口;用2.5立车加工环缝坡口、管板坡口:汽包、集箱及管板用摇臂钻床钻孔,大孔采用手工气割设备气割,人工修磨。配备相应能力的弯管机进行管子的弯制。焊接:锅筒等部件的纵缝、环缝采用埋弧自动焊,配焊接操作机;烟管与管板的焊接采用管子管板自动焊机焊接;省煤器等蛇形管的焊接采用TIG焊机或全位置焊管机;膜式壁管屏的制造采用MPM焊接生产线,以提高生产效率和质量。其他主要受压
48、元件采用硅整流焊机,非受压元件用高效的半自动二氧化碳焊机。探伤:建立射探伤室,以X射线探伤为主,辅助以超声波,磁粉等手段。2.2.8 低压容器生产1、生产协作部分结构件在结构件厂房协作加工。部分机械部件在意高公司联合生产厂房金工车间协作加工。2、工艺流程封头:来料(外购)检验坡口加工待组装筒节:板料冷卷成型点焊焊接引弧板纵缝焊接挑焊根清理焊缝焊接气割引弧板校圆坡口加工。筒体组装:筒节装配点焊内环缝焊接磨锉清理外环缝焊接对接封头无损检验划孔位线钻孔装焊管接头及内件检测水压试验装配附件油漆包装。3、工艺说明备料:以数控气割机、剪板机下料方式为主,辅助以灵活的半自动气割机;板材的坡口加工选用高效率刨
49、边机;筒节的卷制用水平下调三辊卷板机卷制,以提高效率。筒节坡口加工选用立车,容器的开孔用摇臂钻钻孔以及手工气割设备气割。焊接和探伤:容器筒体的纵缝和环缝采用埋弧自动焊,配焊接操作机,对壁厚较薄的容器采用自动气体保护焊接;其他主要受压元件采用硅整流焊机,非受压元件用高效的半自动二氧化碳焊机。探伤主要以超声波方法为主,辅助以磁粉探伤等方法,对必须的射线探伤在意高受压件厂房协作进行。2.2.9 燃烧器生产负责为锅炉生产配套的燃烧设备,包括燃油、燃气锅炉燃烧器和煤粉燃烧器。1、工艺流程筒体:剪板卷圆环缝焊接焊缝余高磨平校圆热处理燃烧器:机加工件部件组装焊接焊后热处理校正燃烧器总装焊接校正冷态试验油漆、
50、包装。2、工艺说明板材下料采用剪板机,不锈钢等有色金属的下料则采用等离子切割机;在三辊卷板机上卷圆和复校圆;在焊接平台上焊接环缝,焊机选用硅整流焊机和手工氩弧焊机;部件组装在焊接台架上进行;总装好的燃烧器进行冷态试验。2.3 污染源分布由前节可知本项目产品和生产组织类型较多,工艺环节各有异同。本评价归纳为如下典型工艺流程并分析其污染源产生情况: 原材料 下料 金属粉尘、金属边角料、噪声 机械加工 废乳化液、废润滑液、废清洗油、金属屑、噪声 冷作 金属边角料、噪声 焊接 焊接烟尘、焊接废渣、噪声 探伤 射线、超声波 热处理 热辐射 抛丸清理 粉尘、噪声 喷漆 有机废气、废水、漆渣 装配 噪声 调
51、试 噪声 成品入库图2.3 典型生产工艺流程及污染物分布图2.4 水平衡1、给水项目新鲜用水量532m3/d,用水量估算如下:表2.4 用水量估算表序号用水类别用水量(m3/d)备 注1生产用水75包括喷漆室用水、地面冲洗水2生活用水1803道路、绿化用水289绿化浇洒用水定额按浇洒面积1.03.0L/m2d计算,道路、广场的浇洒用水定额按浇洒面积2.03.0L/m2d计算。合 计544拟建工程绿地面积61686.95m2,厂区道路广场面积66130m2,按照建筑给水排水设计规范(GB50015-2003),浇洒用水约需194390m3/d。2、排水本项目为设备制造业,一般来说该类企业生产用水
52、量相对较少。本项目生产废水排放量为60m3/d(其中含漆废水5020m3/a),生活污水排放量为144m3/d。项目污水经自建污水处理站处理后经污水管网排至青山湖污水处理厂,处理达标后排入赣江。2.5 污染分析2.5.1 废气由图2.3可见,本项目大气污染源主要有喷漆工序、抛丸工序、焊接工序,产生的污染物主要为有机废气、粉尘、焊接烟尘等。1、有机废气锅炉、容器和球罐等产品均为重、大件和超重产品,故一般采用钢结构件出厂、产品使用现场组装的方式进行。钢结构件出厂前需要进行表面喷漆,主要目的是防锈、防腐,使用的油漆主要是氯磺化聚乙烯防腐漆、铁红酚醛树脂防锈漆及少量醇酸调和漆,根据建设单位提供的近年来油漆及稀释剂消耗情况,结合化学工业出版社出版的化工产品手册-涂料及涂料用无机材料等资料,项目使用防锈漆的主要成分、使用量见表2.5.1-1。表2.5.1-1 本项目防锈漆使用情况油漆名称使用量(t/a)
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
