 油压减振器检修工艺
油压减振器检修工艺

《油压减振器检修工艺》由会员分享,可在线阅读,更多相关《油压减振器检修工艺(4页珍藏版)》请在装配图网上搜索。
1、油压减振器检修工艺范围本工艺规定了韶山改电力机车J1/2CC50型垂向、 横向油压减振器的检修工艺流程、艺要求及质量标准。本标准适用于韶山4 改型电力机车段修修程,并作为检修质量评定及验收的标准。工2 材料汽油、清洗剂、润滑脂、细石磨粉、焊条、细研磨膏、螺栓松动剂、埃索低温液压油、砂布、白布、乐泰 277 胶、煤油3 工艺装备3.1 工具台式虎钳、尖嘴钳、 研磨用手把、 专用扳手、 钢针、整形套管、管钳、紫铜锤、 紫铜棒、什锦锉、毛刷、 600Nm 扭力扳手、研磨平台、套管3.2 量具钢板尺、游标卡尺、外径千分尺、塞尺3.3 设备垂向油压减振器试验机及附属件、平台、横向油压减振器试验机、带有滤
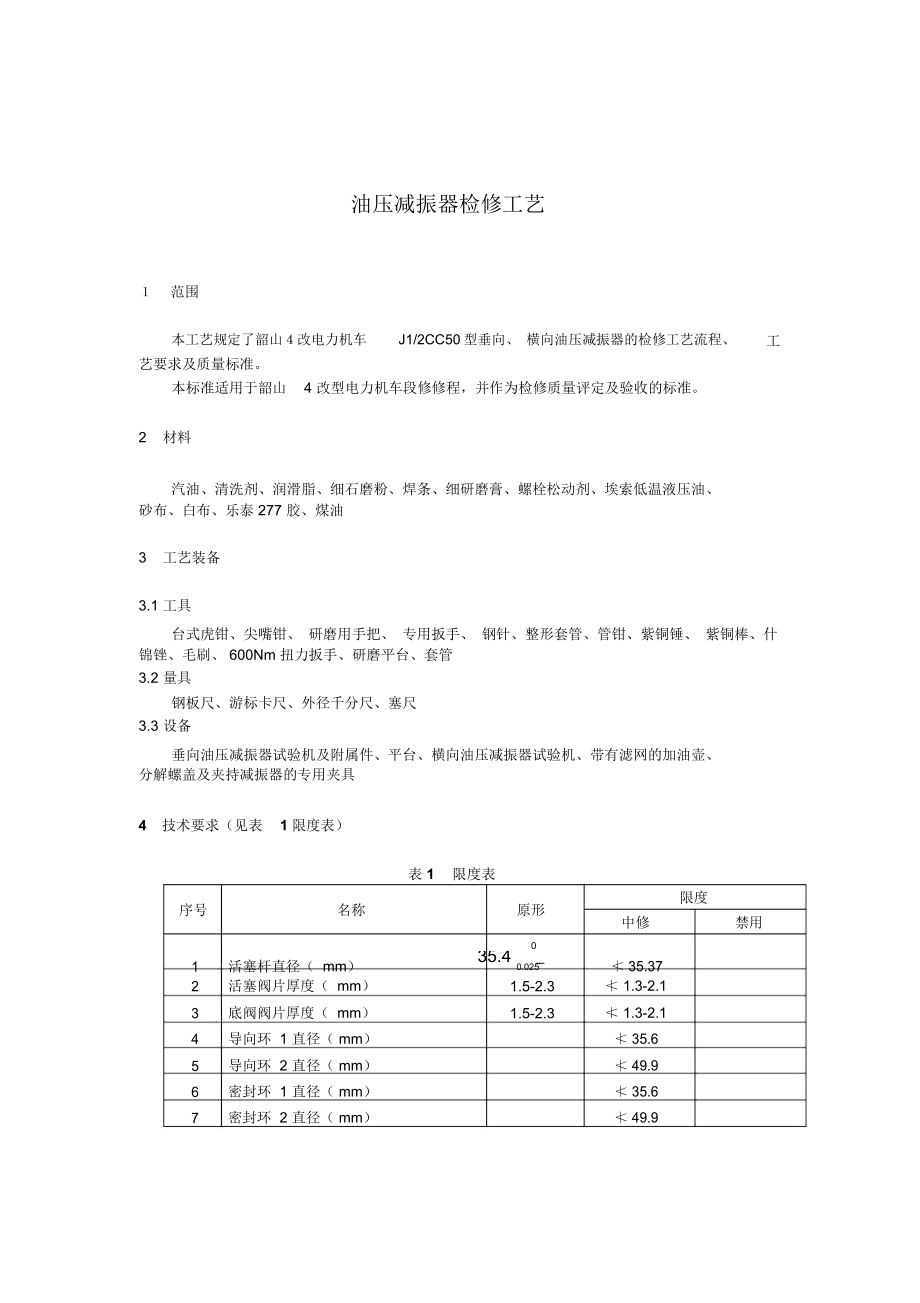
2、网的加油壶、分解螺盖及夹持减振器的专用夹具4技术要求(见表1 限度表)表 1限度表序号名称原形限度中修禁用1活塞杆直径( mm)0 35.3735.4 0.0252活塞阀片厚度( mm)1.5-2.3 1.3-2.13底阀阀片厚度( mm)1.5-2.3 1.3-2.14导向环 1 直径( mm) 35.65导向环 2 直径( mm) 49.96密封环 1 直径( mm) 35.67密封环 2 直径( mm) 49.95 工艺过程5.1 解体垂向油压减振器从转向架上拆下时,可用管钳卡住储油缸下部,拆卸下部安装螺栓,用扳手卡住鞲鞴杆顶部 12 12 方头以拆卸上部安装螺母;禁用撬棍扳撬,以防内鞲
3、鞴杆损坏,安装螺母锈蚀严重时,应预先喷螺栓松动剂。横向油压减振器拆下时,打下开口销,拧下螺母后,取出两端连接螺销,抽出减振器。分解前应在试验台上进行测试,分析示功图并记录应检修的重点和处所。拆外罩对垂向油压减振器。用铜棒轻击套筒和外罩,使其松动;或将减振器倒置,夹持内鞲鞴杆顶部方头, 再用管钳卡住套筒或外罩顶部来回转动, 即可卸下。 应避免把内鞲鞴杆弄弯或损伤杆表面粗糙度,禁用扁铲、手锤在罩顶部猛击。对横向油压减震器。松开罩端螺钉,取下外罩筒;打出鞲鞴杆端穿销后,夹住鞲鞴杆、拧下连接头,注意夹持时避免损伤鞲鞴杆。分解密封装置。 取下橡胶防尘套, 用专用内外螺纹盖扳手卸下螺盖, 依次拆下内螺盖、
4、外螺盖,取下外垫片、外密封圈、骨架油封,注意分解前应作外观检查,用细砂纸除去鞲鞴杆外伸部分的表面锈蚀,用细锉除去毛刺。分解鞲鞴杆。用外螺盖扳手拧松导承,依次取出导承、活塞杆、活塞、导向环、密封环、 O 型圈、阀片、塔簧、套阀、调节阀、调节弹簧、调节螺盖、调整垫等。分解缸筒和底阀体,依次取出底阀螺盖、塔簧、阀片、油缸垫片、底阀、底阀垫片等。5.2 清扫、检查和修理被分解的各减振器部件应成套摆放,原拆原装,不得混置。确认防护罩铭牌与储油缸钢印编号一致,铭牌丢失或编号不清时应更新并重新编号。用清洗剂清洗外体及上下联接部螺母,销轴等。用汽油清洗内筒及各零部件,为确保清洁标准应设置三层循环过滤清洗池进行
5、清洗, 禁用棉丝擦拭, 宜用白布擦拭, 清洁度符合有关标准。应注意作业场地与工具的整洁。上、下联部分及防尘外罩的检修。更新防锈胶帽及联接部分胶垫、胶套。防尘外罩开焊、变形时应进行修整。橡胶密封件予以更新,更换外垫片、内垫片、调节弹簧。活塞鞲鞴部分的检修。活塞鞲鞴及杆各处有裂纹、弯曲时更新;鞲鞴杆有拉伤时允许用细砂布、研磨膏、研磨平台进行研磨清除,鞲鞴杆磨损超过0.02mm 时,必须按规定重新处理工作面,处理后用研磨平台精磨至 35.4 00.025 ,杆直径小于 35.37mm 时应更新。5.2.6.2 阀片 1、活塞密封面有明显磨损痕迹,用煤油试验如有泄漏时,必须用研磨平台研磨,保证平面度为
6、0.04 ,粗糙度为 0.2。活塞阀片磨耗大于 0.2mm 时更新。5.2.6.3 密封环2、导向环 2 轻微变形者用整型套进行整型,磨损小于 49.9mm 时,必须予以更换。更换O 型密封圈。5.2.7 底阀部分的检修。底阀、底阀螺盖不得有裂纹;阀片2、底阀密封面有明显磨损痕迹,用煤油试验如有泄漏时,必须用研磨平台研磨,保证平面度为0.04,粗糙度为 0.2。底阀阀片磨耗大于 0.2mm 时更新。油缸垫片、底阀垫片如有破损必须更新。缸筒、储油缸的检修。缸筒破裂时应更新;缸筒表面有锈蚀及拉伤时应用细砂布打磨除去; 储油缸下部开裂时可焊修, 注意焊前应清除缸内残存油垢等; 储油缸局部变形较大时更
7、新。内螺盖、外螺盖、导承密封部分的检修。密封环1、导向环1 轻微变形者用整型套进行整型,磨损小于35.6mm 时,必须予以更换。调节阀有明显磨损痕迹,用煤油试验如有泄漏时,必须用研磨平台研磨,保证平面度为0.04,粗糙度为0.2。更换 O 型密封圈。检查防尘圈和外密封圈不得有老化、裂损,否则更新,外垫片1、2 及调节弹簧变形、破损者予以更新。5.3 组装所有内部零件在组装前应用汽油清洗,禁用棉纱擦拭,易用白绸布擦拭。底阀组装。在底阀螺盖上涂一圈乐泰277 胶,连同塔簧2、阀片 2 拧紧到底阀中导承组装。在导承上装入 O 型圈 1、密封环 1、导向环 1 后,用整形套进行整形。再在调节单元中打入
8、阀套、装上调节阀、调节弹簧、调节螺盖。活塞组装。在活塞上装入O 型圈 2、密封环2、导向环 2、用整形套整形。底阀与缸筒的组装。将缸筒置于垫木上,依次放上油缸垫片、底阀,用铜锤轻击,使底阀体进入缸筒内( 2003 年 8 月后生产的减振器,油缸与底阀组装是间隙配合,先将油缸底阀垫片放入底阀组装后, 再将底阀组装放入储油缸组装中, 最后将油缸放入底阀的环形槽内),将油缸连同底阀组装一并放入储油缸组装。作业中禁用手锤直接敲击组件。鞲鞴杆组装。依次将防尘套、内螺盖(包括防尘圈、骨架油封) 、外螺盖、外密封圈、外垫片、导承组装、塔簧 1、阀片 1 及活塞组装装入到鞲鞴杆上,将活塞拧紧。将回油管与油管接
9、头一并拧到导承上。组装。将已组装好的鞲鞴杆装入组装好的油缸筒内,并撬动活塞导向环和密封环进入油缸筒内,然后连同油缸体及底阀部分整体套入储油缸内(2003 年 8 月以后生产的减振器放入鞲鞴杆即可) 。将经滤清的油液或新液压油(埃索低温液压油)注入缸筒,使鞲鞴贴于底部,先将油缸筒内注满,再将储油缸筒内注到离端面20-30mm 处即可,然后提动鞲鞴杆上下移动数次,排除底部空气,并使油液低于缸筒7-8mm(J1CC14 50 垂向油减用油量为450ml、 J2HA16 50 横向油减用油量为680ml )。用外螺盖扳手拧入导承,拧紧力矩不小于50020Nm 。在密封圈、防尘圈上涂润滑脂,在内螺盖上涂
10、一圈乐泰277 胶,用内螺盖扳手将内螺盖拧紧到导承上。6检查与试验6.1 垂向油压减振器装夹。将组装好的减振器下端螺杆旋入试验机下座后,保持倾斜状态,点动开关至适当安装距离,套上安装垫和胶垫后,将上端推上固定座并紧固。6.2 横向减振器装夹。用安装销将减振器两联接端装于试验机安装座上。6.3 测试。点动试验台,目测油压减振器安装是否正常。横向油压减振器首先必须先排气,拉伸、压缩 3 4 次。按规定的速度、阻尼力依次调节各调节单元,确保测试参数正确。启动 J95 试验台测试电脑软件,启动开关试验机运转,开始测试,平稳运行 1 2 分钟后,测试完毕。6.4检查油减示功图的拉伸和压缩不对称率不得大于
11、10,其阻尼系数应在标准阻尼力的15( 900-1200N.s/cm ),超限或示功图畸形时应返修。6.5 试验合格后,组装外密封圈。擦干导承及储油缸体外表的油污,在导承上装外密封圈,确保外密封圈内外径装到位,压平。然后装外垫片1、外螺盖, 拧紧外螺盖时,在外螺盖上涂一圈乐泰手将外螺盖拧紧到储油缸体上。拧紧力矩不小于30020Nm。6.6 泄漏试验。将油减平放24h,检查不许有泄漏现象。6.7 最后总组装。277 胶,用外螺盖扳装防尘套,防尘套大径必须卡入内螺盖槽内。装防护罩,按储油缸缸筒钢印装防尘罩。装减振器安装组装。7 安全注意事项7.1 J95 型减振器试验台操作注意事项7.2 试验台各杠杆支点应定期加润滑油。7.3 加载以后,杠杆应基本处于水平位置,否则应作调整。7.4 对于横向减振器所调定的曲柄偏心量不可大于减振器最大行程的二分之一,即调为60mm;偏心轮转向应与转向标志牌相同。7.5 禁止在试验中转动双速开关和电源开关。7.6 严禁敲击、扭转、拉扯压力和位移传感器。7.7 试验前应消除在减振器运行中拉压方向上存在的间隙,以免测试结果波动失真。7.8 减振器安装螺母必须紧固,作用可靠。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
