 铝合金压铸技术要求
铝合金压铸技术要求

《铝合金压铸技术要求》由会员分享,可在线阅读,更多相关《铝合金压铸技术要求(7页珍藏版)》请在装配图网上搜索。
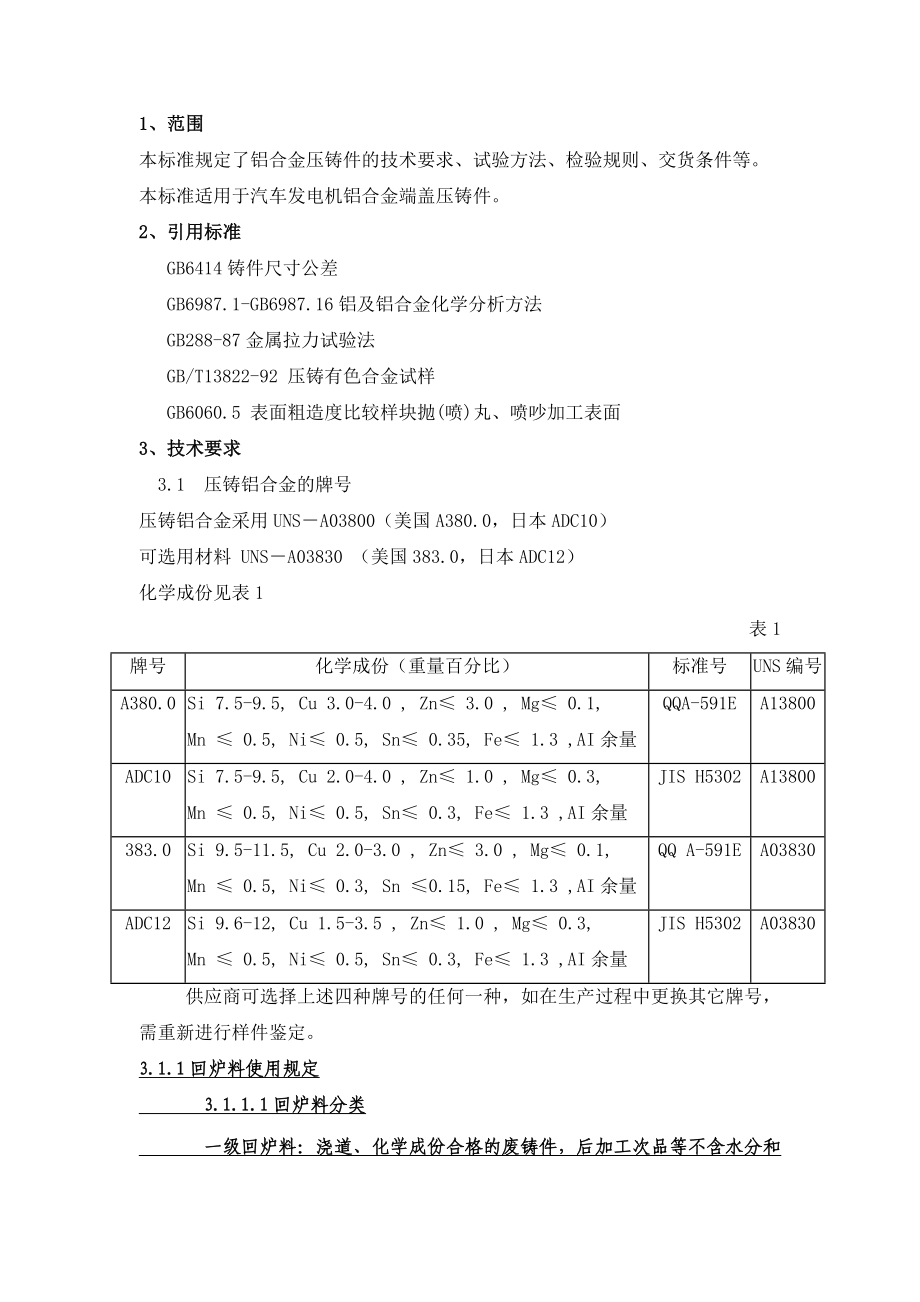
1、1、范围本标准规定了铝合金压铸件的技术要求、试验方法、检验规则、交货条件等。本标准适用于汽车发电机铝合金端盖压铸件。2、引用标准 GB6414铸件尺寸公差 GB6987.1-GB6987.16铝及铝合金化学分析方法 GB288-87金属拉力试验法 GB/T13822-92 压铸有色合金试样 GB6060.5 表面粗造度比较样块抛(喷)丸、喷吵加工表面3、技术要求 3.1 压铸铝合金的牌号压铸铝合金采用UNSA03800(美国A380.0,日本ADC10)可选用材料 UNSA03830 (美国383.0,日本ADC12)化学成份见表1表1牌号化学成份(重量百分比)标准号UNS编号A380.0Si
2、 7.5-9.5, Cu 3.0-4.0 , Zn 3.0 , Mg 0.1, Mn 0.5, Ni 0.5, Sn 0.35, Fe 1.3 ,AI余量QQA-591EA13800ADC10Si 7.5-9.5, Cu 2.0-4.0 , Zn 1.0 , Mg 0.3, Mn 0.5, Ni 0.5, Sn 0.3, Fe 1.3 ,AI余量JIS H5302A13800383.0Si 9.5-11.5, Cu 2.0-3.0 , Zn 3.0 , Mg 0.1, Mn 0.5, Ni 0.3, Sn 0.15, Fe 1.3 ,AI余量QQ A-591EA03830ADC12Si 9.6
3、-12, Cu 1.5-3.5 , Zn 1.0 , Mg 0.3, Mn 0.5, Ni 0.5, Sn 0.3, Fe 1.3 ,AI余量JIS H5302A03830 供应商可选择上述四种牌号的任何一种,如在生产过程中更换其它牌号,需重新进行样件鉴定。3.1.1回炉料使用规定 3.1.1.1回炉料分类 一级回炉料:浇道、化学成份合格的废铸件,后加工次品等不含水分和油污。二级回炉料:集渣包、坩埚底部剩料、退货废品、存放时间长(超过10天)的一级回炉料。三级回炉料:飞边、溅屑、细小的碎料、带有油污的渣料、因化学成份报废的铸件、从铝渣中捡出的铝粒。 3.1.1.2回炉料使用比例使用单一某级回炉
4、料:一级回炉料最大使用量50%,二级回炉料最大使用量40%。一级、二级回炉料混合使用:回炉料总量不超过40%,其中二级回炉料最大使用量20%。三级回炉料:不能直接使用,必须经过重熔、精炼且化学成份分析合格后才能使用,其最大使用量10%,仅与铝锭混合使用。 3.1.1.3加料循序 小颗粒回炉料 大块回炉料 铝锭,如此循环。 3.2 力学性能采用单铸拉力试样检验,其力学性能应满足抗拉强度240Mpa,伸长率1%,HB85(5/250/30)。试样尺寸及形状应符合GB/T 13822-92压铸有色合金试样的规定。 3.3 压铸件尺寸压铸件的几何形状和尺寸应符合铸件图的规定。 3.4 待加工表面用符号
5、“”标明,尖头指向被加工面。例: 0.5 表示该表面留有加工余量0.5mm 3.5 表面质量 3.5.1 铸件清理后的表面质量铸件的浇口、飞边、溢流口、隔皮等应清理干净,但允许留有清理痕迹。在不影响使用的情况下,因去除浇口、溢流口时所形成的缺肉或高出均不得超过壁厚的四分之一,并且不得超过1.5 mm。 3.5.2 铸件不加工表面的质量 3.5.2.1 不允许有裂纹,欠铸和任何穿透性缺陷。 3.5.2.2 由于模具组合镶拼或受分型面影响而形成铸件表面高低不平的偏差,不得超过有关尺寸公差。 3.5.2.3 推杆痕迹不得凸起,允许凹入铸件表面,深度不得超过该处壁厚的十分之一,并不超过0.4 mm。
6、3.5.2.4 工艺基准面,配合面上不允许存在任何凸起的痕迹。 3.5.2.5 孔必须为穿孔,孔口毛剌0.25max,孔壁不允许存在气泡或有缺肉现象。 3.5.2.6 铸件外表面不允许存在冷隔和缩孔。 3.5.2.7 铸件外表面不允许存在喷丸处理不能去除的流痕、擦伤、有色斑点及粘附物痕迹。3.5.2.8 铸件内表面允许存在深度不大于0.1 mm,面积不超过总面积15%的流痕和擦伤。 3.5.2.9 铸件内表面允许存在深度不大于1/5壁厚,长度不大于10 mm,距铸件边缘距离大于4 mm的冷隔,冷隔数量不超过2个,两冷隔间距不小于10 mm。 3.5.2.10 铸件内表面允许存在深度不大于0.3
7、 mm的凹陷。 3.5.2.11 在不影响装配的情况下,铸件允许存在直径 0.751.5(不超过2倍螺距)1.5 (1/4壁厚)45 3.5.5 铸件需采用不锈钢钢丸进行喷丸或喷砂处理,表面粗造度 Ra12.5。 3.6 内部质量压铸件不得有影响其使用要求的内部气孔,疏松、缩孔、夹杂等。 3.7 若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的位置等由生产厂自行规定, 否则图样上应注明或由供需双方商定。 3.8 在不影响铸件使用的条件下,应征得需方同意,供方可以对铸件进行浸渗和修补(如焊补)处理。而后铸件必须作相应的复验满足以上各项要求。 3.9 试验方法及检
8、验规则 3.9.1 化学成份 3.9.1.1 化学成份的检验按GB6987.1-6987.16的规定执行,在保证分析精度的条件下,允许使用其它方法。 3.9.1.2 每批压铸件,生产厂要提供化学成份检验单。 3.9.2 力学性能 3.9.2.1 拉伸试验方法应符合GB228的规定。 3.9.2.2 力学性能检验频率由供方自定。 3.9.3 压铸件几何尺寸的检验按公司质量部规定。铸件中自攻螺钉底孔的验收,按以下标准:在实际装配状态下容易装配且其平均破环力矩减去3倍的标准偏差应大于其紧固力矩的最大要求值。样本数量20。3.9.4 压铸件表面质量应逐件检查,抽检结果应符合本标准3.5的规定。3.9.
9、5 压铸件内部质量可通过机加工做剖面来检验,其结果应符合3.6的规定。 3.9.6 压铸件喷丸处理表面按GB6060.5的规定执行。外观清洁,颜色均匀一致。3.10 压铸件的标记及包装。3.10.1 压铸件的指定区域内应有制造厂的模具编码及生产年月日。模具编码按要求,厂家名称首字母加数字序号,如R1,R2。厂家代码按公司采购部要求,使用黑体,字高5mm,凸出高度0.4-0.6mm。 铸件生产年月按以下方式:年份位置使用实际生产年份后两位数字表示,1-12表示对应月份位置,实际标示图案不要求有具体数字,生产月份在对应位置用打点表示 两个同心圆,内圆为5,外圆为10。内、外圆之间区域均分12等份,
10、均分区域序号参照时钟分布,年号在5内圆中间用数字标示,每月在相应均分位置打一点。图形线粗0.3-0.5,凸出高度0.4-0.6。线条粗细均匀,图形美观清晰。铸件生产日按以下方式:两个同心圆,内圆为5,外圆为10。内、外圆之间区域均分10等份,均分区域序号按图示分布,5内圆中间均分为3等份,每月在相应均分位置打一点。具体生产日在对应1-10序号内打一点表示,图形线粗0.3-0.5,凸出高度0.4-0.6。线条粗细均匀,图形美观清晰。中间部分0、1、2表示本月上中下旬三个时间段,1-10表示对应生产日位置,31日在10和1两个区域同时打点表示,实际标示图案不要求有具体数字,生产日在对应位置用打点表
11、示 3.10.2 铸件的包装应保证在运输过程中和存放时间内防止潮湿和机械损伤。 3.10.3 包装的标志应有:名称、数量、制造厂名、检验合格印记和交付时间。4、版本记录版本号日期更改通知号批 准说明0096.11.2张相宏发布0197.11.897001张相宏按标准格式化内容未做改动0298.10.1498001张相宏0399.04.2199001张相宏0403.12.1503004张相宏0509.4.13余云龙增加“不锈钢钢丸”要求0612.4.5余云龙增加铸件生产日,月年轮0714.3.19余云龙增加回炉料规范附录名词解释1、孔穴、气孔、缩孔和夹杂物等缺陷所形成的孔洞:( 1 )气孔:卷入
12、压铸件内部的气体所形成的形状较为规则、表面较为光滑的孔洞。(2)缩孔:压铸件在冷凝过程中,由于内部补偿不足所造成的形状不规则、表面较粗糙的孔洞。(3)夹杂物:混入压铸件内的金属或非金属杂质。2、气泡:压铸件表皮下气孔鼓起所形成的泡状缺陷。3、凹陷:平滑表面上出现凹瘪的部分,其表面呈自然冷却状态。4、花纹:肉眼可见的、但用手感觉不出来的、颜色不同于基体的金属纹络,用0砂布稍擦下即可去除。5、流痕:表面上用手感觉得出的局部下陷的纹络。此缺陷无发展的可能,用抛光法能去除。6、冷隔:温度较低的金属流互相对接但未熔合而出现缝隙,呈不规则的线形,有穿透的、未穿透的两种,在外力作用下有发展的趋势。7、裂纹:
13、合金基体被破坏或断开形成细丝状的缝隙,有穿透的和不穿透的两种,有发展的趋势。8、欠铸:成型过程中填充不完整的部位。9、印痕:铸件表面由于模具型腔磕碰而形成凸出或凹下的痕迹。10、网状毛剌:由于模具腔表面产生龟裂而形成铸件表面上的网状凸起印痕。11、粘附物痕迹:铸件表面由于金属物或涂料堆积物等脱落而形成的痕迹。12、有色斑点:表面上不同于基体金属颜色的斑点。一般由涂料碳化物形成。13、 擦伤:顺着出模方向,由于金属粘附或模具制造斜度太小而造成在铸件表面的拉伤痕迹。14、 麻面:充型过程中由于模温或料温过低,在欠压条件下表面形成的细小麻点状分布存的区域。15、飞边:由于铸模的精度、配合或装配等等欠佳,在合模时产生过大的缝隙而造成的铸件边缘的片状金属皮。16、隔皮:该穿透而未穿透的金属层。17、边角残缺:铸件周缘的局部边角轮廓不清。18、疏松:不紧实的组织。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
