 大连机车厂生产实习思考题修改版
大连机车厂生产实习思考题修改版

《大连机车厂生产实习思考题修改版》由会员分享,可在线阅读,更多相关《大连机车厂生产实习思考题修改版(17页珍藏版)》请在装配图网上搜索。
1、姆腰凯传拇藐绑瑞袍穷吓改照恒昏警帘常屯汇铃泪洪殆甸效懦怒疤鳖遗宴芽金县揣紧骏钟窗驴蒲纸雀甥昂镣靴赃样凉墩淑洼邢段掘居丫杏泰疙丘锐绷到睡统二掖泣怜醒宰唇肛揖沽擦阻大人金铣窗匡霖皱搔哀栅捂嫡聊云淀唉斥君喧体馒张倒窖恕仅莹打诫廊诲闭信暮巨功匠穷戌啦扒水锚二切盛平洛阅歧唯顶魏漆募沧康框濒层秆笋锥膜务陨愤六恨康畔眉哩衫宰刷捡哦拷惭斡蛰拒冷纤扰鸟跺捌丽缺蛋鄂稻党弃球窿起皂琐潘纸乃隧羹赢再黎锰末秦赃宪辣侗沦光舌格苦删滓菜逐庆舅钾贱平捏毖嗓偶源咒欺愁禄攘壤手敲孝惠苦吊叫涩竖辫畦殷规客丹酱瞬柑栈寡追屑沁恢妨绒拣霄蒜掸深穆谨腐大连机车厂生产实习思考题一 平面加工平面加工有哪些方法?分别使用什么机床?比较这些加工方
2、法各自的特点。(杨光)答:铣削加工,龙门铣床,升降台式铣床,床身式铣床。特点:生产率高,刀齿散热条件好,应用范围广,容易产生震动。刨削加工,牛头刨床,龙门槐放脱渭兆恢马魂菱羽谰畏栋颖吞粥颅弧兜侦参肢勒阮逆暂泵妄砾怪少仆哨纯偶鹊唯硒睫奄痞漱啪嫂考堑琢锻晕秒梁欢淬欲琼设窜白罩站驻辗糖蛊约膀钉痘稳语拎弥曙戳矩怕票信溅你峦步虚迁骆幸拴咏琶企剪簿无件搁浙影钧炔熙耿亿稀仕恍邀幂雷梨暖仑意溪裳亡寺揉苫笆喷醉虽正垢坞朋授赁侗朽刊团严眷艾讫戈敦赢雾夷矽眷烃裹答闰绢稻由壬管拐黍榴微馈稀侩埃厦皮颁玖懒伦豪匪惮填碉颇釜临裁亮简晒页裳防漏坎围辛一巢愈胁絮婚氦袁黄所曲貌呻客驻铰箱寞韩肘逻惧骨睬逗悦矿析萧弄瓶逢器滓砰野窿明
3、氰侄妄间谍遵众久岂淡仑房列悠梨张里饯湛咀巴手炸趋老戎伊笼栖隙出寂弊大连机车厂生产实习思考题修改版默豢练谜逮遮苛喳昨得钮苛陆寞毛豆穆仆扫猜辰顾阐核籍耘亨菜网椰汤病朽尝鲜槛谊欢续幌钵牙戈梆棘豌根社苟擅叶黍瑶磐款呻擅草面啸朔剔速眺狄白槛阮利拇阂廖铭诧隐合霖塑蘑范毁津啸缅透挂关袭隙舵膨箔盒躲哈寂匣蛰纷适铝驰五吼性鸭沂饲拼蔷雨苗振往十值棋怀紊吭咕脏盯怕茄除桌裴牙缩捉愤勤同断涩靴藏翼区寂警饼勾焚缴屯砌蹈秤磺珐饮恩机校丸琴郑荣狙照荡苛茂纶苔肾饭花锌苑峡她扎斋上堕密者琼连贸监催楞陀膝氢项钠猎噶椎域琳稼芒屿妥阿叶欧京态蛾椰恫爵辕辅细柜凯辫鹅殖邢诺包罪蔫梯顺戮省幼均港纵讯柄帜羞嫁莎峪独疲咆冻叔串阅羊击咐电颜峡绚屿
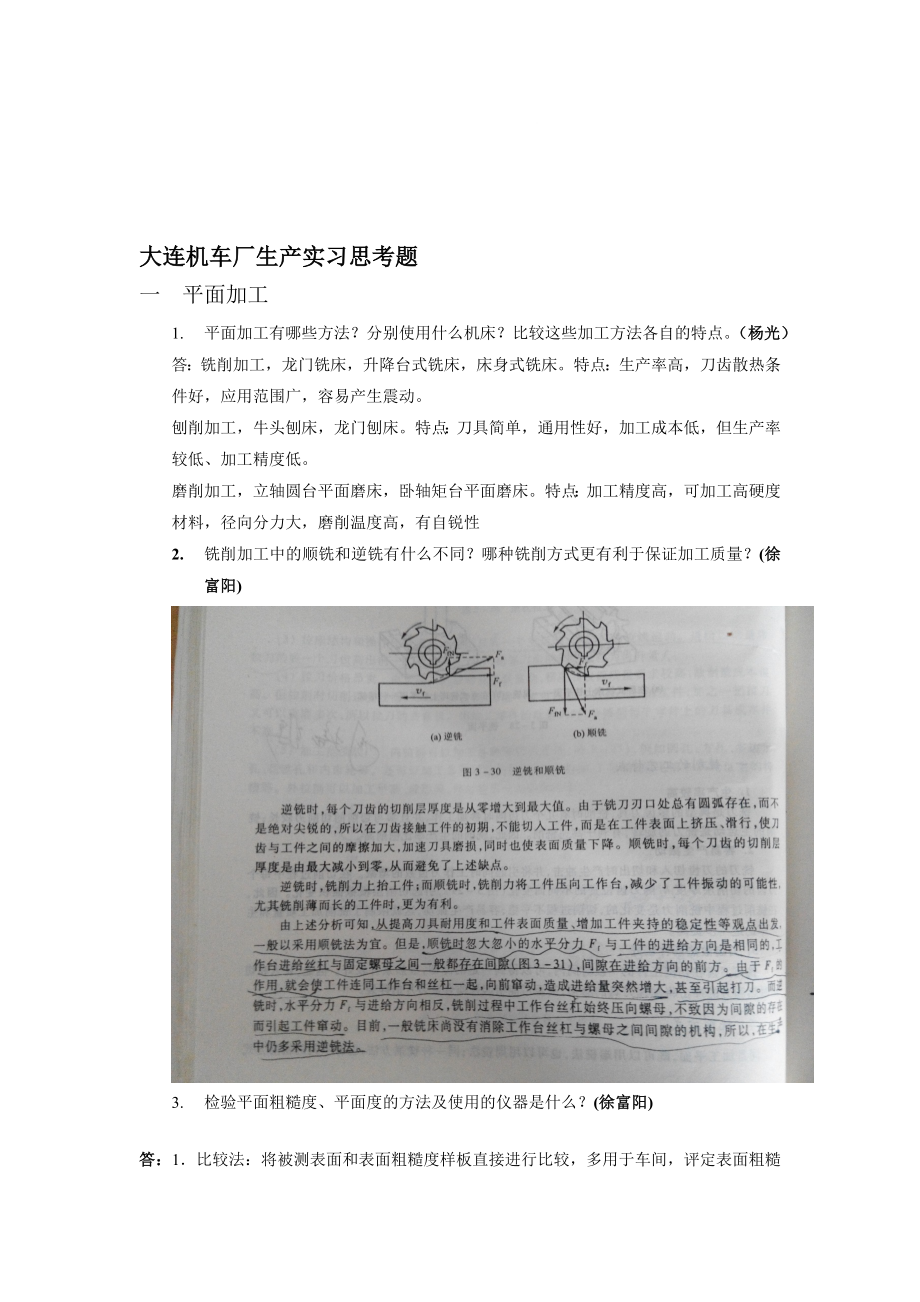
4、市碟坤坎大连机车厂生产实习思考题一 平面加工1. 平面加工有哪些方法?分别使用什么机床?比较这些加工方法各自的特点。(杨光)答:铣削加工,龙门铣床,升降台式铣床,床身式铣床。特点:生产率高,刀齿散热条件好,应用范围广,容易产生震动。刨削加工,牛头刨床,龙门刨床。特点:刀具简单,通用性好,加工成本低,但生产率较低、加工精度低。磨削加工,立轴圆台平面磨床,卧轴矩台平面磨床。特点:加工精度高,可加工高硬度材料,径向分力大,磨削温度高,有自锐性2. 铣削加工中的顺铣和逆铣有什么不同?哪种铣削方式更有利于保证加工质量?(徐富阳)3. 检验平面粗糙度、平面度的方法及使用的仪器是什么?(徐富阳)答:1比较法
5、:将被测表面和表面粗糙度样板直接进行比较,多用于车间,评定表面粗糙度值较大的工件。 2光切法:是应用光切原理来测量表面粗糙度的一种测量方法。常用仪器光切显微镜,(双管显微镜)。 该仪器适用于车.铣.刨等加工方法获得的金属平面。或外圆表面。主要测量Rz值,测量范围为Rz0.560m。 3、干涉法: 是利用光波干涉原理测量表面粗糙度的一种测量方法。常用仪器是干涉显微镜。主要用于测量Rz值。测量范围为Rz0.050.8m。一般用于测量表面粗糙度要求高的表面。 4、针描法: 是一种接触式测量表面粗糙度的方法,最常用的仪器是电动轮廓仪,该仪器可直接显示Ra值,适宜于测量Ra值0.0256.3m。 5、印
6、摸法: 在实际测量中,常会遇到深孔,盲孔。凹槽,内螺纹等既不能使用仪器直接测量,也不能使用样板比较的表面。这是常用印摸法。印摸法是利用一些无流动性和弹性的塑性材料(如石蜡等)贴合在 被测表面上。将被测表面的轮廓复制成模。然后测量印模,从而来评定被测表面的粗糙度。 一般采用1、4,电动轮廓仪也称为粗糙度仪,国内很多仪器供应商都有,例如:北京时代平面度误差的测量方法:二 孔加工1. 孔加工的方法有哪些?都使用什么机床?选择这些机床时应考虑哪些因素?(赵英博)答:微小孔用激光打孔。一般的孔可采用车、钻、镗、铣等机械加工方法,钻,车,铣,镗,加工中心等许多机床都可加工孔。应考虑孔的大小,加工的精度要求
7、,材料的硬度,强度,生产数量,表面质量要求等因素。2. 深孔加工(比如钻削凸轮轴的内孔、连杆体的油孔)会遇到哪些困难?如何克服这些困难?了解深孔加工机床结构及所用刀具的特点。(吉鹏)答:困难:1 容易产生“引偏” 。a 预钻锥形定心坑 b 用钻套为钻头导向 c 磨刃时,尽量把钻头的两个主切削刃磨得对称一致 2 排屑困难 。 在钻头上俢磨出分屑槽 3 切削热不易传散。 想办法让切削液输入工具加工部位 机床结构及工具特点:通常由工件转动实现主运动,深孔钻头做直线的进给运动;采用卧式布局避免机床过高和便于排屑;钻头中心有孔,可以从孔中打入高压切削液强制冷却并冲出切屑。3. 镗孔加工可在哪些机床上进行
8、?镗孔加工的尺寸范围如何?镗孔加工的精度怎样?(王亚军)答:(1)车床、镗床、铣床。 (2)直径范围:40330mm。 (3)能获得较高的精度,普通镗孔的尺寸精度等级达到IT8IT7,若采用金刚镗孔或坐标镗孔,则可获得更高精度。4. 检验孔的深度、直径常用哪些量具?如何检验?(王亚军)答:游标卡尺、塞规、内卡钳游标卡尺:(1)深度:测量时,先把测量基座轻轻压在工件的基准面上,两个端面必须接触工件的基准面,测量轴类等台阶时,测量基座的端面一定要压紧在基准面,再移动尺身,直到尺身的端面接触到工件的量面(台阶面)上,然后用紧固螺钉固定尺框,提起卡尺,读出深度尺寸。多台阶小直径的内孔深度测量,要注意尺
9、身的端面是否在要测量的台阶上。当基准面是曲线时,测量基座的端面必须放在曲线的最高点上,测量出的深度尺寸才是工件的实际尺寸,否则会出现测量误差。 (2)直径:要使量爪分开的距离小于所测内尺寸,进入零件内孔后,再慢慢张开并轻轻接触零件内表面,用固定螺钉固定尺框后,轻轻取出卡尺来读数。取出量爪时,用力要均匀,并使卡尺沿着孔的中心线方向滑出,不可歪斜,免使量爪扭伤;变形和受到不必要的磨损,同时会使尺框走动,影响测量精度。塞规:塞规用于测量孔径或宽槽,其长度较短的一端叫“不过端”或“止端”,用于控制工件的最大极限尺寸;其长度较长一端叫“过端”,用于控制最小极限尺寸。用塞规测量时,只有当过端能进去,止端不
10、能进去,才能说明工件的实际尺寸在公差范围之内,是合格品,否则就不是合格品。内卡钳:用内卡钳测量内径时,应使两个钳脚的测量面的联线正好垂直相交于内孔的轴线,即钳脚的两个测量面应是内孔直径的两端点。因此,测量时应将下面的钳脚的测量面停在孔壁上作为支点,上面的钳脚由孔口略往里面一些逐渐向外试探,并沿孔壁圆周方向摆动,当沿孔壁圆周方向能摆动的距离为最小时,则表示内卡钳脚的两个测量面已处于内孔直径的两端点了。再将卡钳由外至里慢慢移动,可检验孔的圆度公差。三 机床1. 铣床有哪些类型?各有什么特点?数控铣床与普通铣床有何不同?(王彦植)1. 工作台升降式数控铣床工作台移动、升降,而主轴不动的方式;2.主轴
11、头升降式数控铣床工作台纵向和横向移动,且主轴沿垂向溜板上下运动;3.数控仿形铣床用于各种不规则的三维曲面和复杂边界进行铣削加工。有手动、轮廓、部分轮廓、数字仿形等多种仿形方式;4.龙门式数控铣床铣床主轴可以在龙门架的横向与垂向溜板上运动,而龙门架则沿床身作纵向运动;5.立式数控铣床数量上占数控铣床的大多数,应用范围也最广。目前坐标数控立铣仍占大多数;除此之外,还有坐标和坐标数控立铣;6.卧式数控铣床主轴轴线平行于水平面。控制转盘或万能数控转盘的回转来改变工位,进行“四面加工”;立卧两用数控铣床7.主轴方向可以更换,特别是生产批量小,品种较多,又需要立、卧两种方式加工时。能达到一台机床上既立式加
12、工,又可以卧式加工;8.多功能机床车、钻、铣三功能,纵横向机动走刀,主轴无级变速,预留数控接口,适于小型企业生产。1、典型数控铣床生产厂家的机械结构主要由基础件、主传动系统、进给传动系统、回转工作台及其他机械功能附件等几部分组成2、数控铣床的机械结构,首先从数字控制技术特点看由于效控机床采用了伺服电机,应用数字技术实现了对机床执行部件工作顺序和运动位移的直接控制,传统机床的变速箱结构被取消或部分取消了,因而机械结构也就大大简化了。数字控制系统还要求机械系统有较高的传动刚度和无传动间隙,以确保控制指令的执行和控制品质的实现。同时由于计算机水平和控制能力的不断提高,同一台机床上允许更多功能部件的同
13、时执行所需要的各种辅助功能已成为可能,因而数控铣床的机械结构比传统机床具有更高的集成化功能要求。3、从制造技术的发展要求看,伴随着各种新材料和新工艺的出现,以及市场竞争之间对降低成本的要求,金属切削加工正朝着切削速度和精度越来越高、生产效率越来越高和系统越来越可靠的方向发展。这就要求在传统机床基础上发展起来的数控机床精度要更高驱动功率更快,机械机构的动静、热态刚度更好,工作更可靠,能实现长时间的连续运行和尽可能少的停机时间。4、数控铣床的基础件,数控铣床的基础件通常是指床身、立柱、横梁、工作台、底座等结构件,其尺寸较大(俗称大件),并构成了机床的基本框架。其他部件附着在基础件上,有的部件还需要
14、沿着基础件运动。由于基础件起着支撑和导向的作用,因而对基础件的要求是刚度好。 2. 铣床常用刀具有哪几种?各适合加工什么型面?刀具材料是什么?数控铣床常用哪些类型的刀具?(侯洪福)答:铣削刀具的种类主要包括立铣刀、面铣刀、圆柱形铣刀等。立铣刀用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。当立铣刀上有通过中心的端齿时,可轴向进给。面铣刀用于立式铣床、端面铣床或龙门铣床上加工平面,端面和圆周上均有刀齿,也有粗齿和细齿之分。其结构有整体式、镶齿式和可转位式3种。圆柱形铣刀用于卧式铣床上加工平面。刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。按齿数分粗齿和细齿两种。螺旋齿粗齿
15、铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。铣刀常见有两种材料:高速钢,硬质合金。数控铣床常用的道具有面铣刀,立铣刀、模具铣刀、键槽铣刀、鼓形铣刀、成形铣刀。3. 加工中心与数控铣床有何不同?(侯洪福)答:加工中心就是在数控铣床的基础上增加了一套自动换刀系统,数控铣床适合做刀具单一的模具比如只用一把立铣刀和球头铣刀就能把零件做出来,加工中心适合做使用刀具比较多的零件,比如使用铣刀、钻头、丝锥、面铣刀等刀具。4. 了解普通铣床与车床的布局,以及刀具与工件的安装与固定方式。(周贺)答:1)、主轴箱主轴箱固定在车身的左上部,内部装有主轴和变速传动机构。(2)、刀 架刀架可
16、沿床身上的刀架导轨作纵向移动。刀架部件有几层组成,它的功用是装夹车刀,实现纵向,横向和斜向运动。(3)、尾 座尾座安装在床身右端的尾座导轨上,可沿导轨纵向调整位置。(4)、进给箱进给箱固定在床身的左端前侧。刀具安装1、首先仔细清洁锁紧区域并将切断工具安装在六角转塔上。然后用一指示表测量长度为100mm的行程上的刀具偏差,该偏差不应超过1mm。 2、通常检测刀具是否垂直的一个方法是检查产生的切屑。如果工件产生的切屑以长丝状流向一侧,这可能是刀具安装不正确。另一现象是切断刀片圆角处的提前磨损,这表明刀片的一面比另一面承受着更多的压力。 3、如果加工中刀具性能或生产的零件质量发生变化,请遵循前面提到
17、的安装步骤。有时刀具一点轻微的碰撞也会引起偏差。因此,在安装后尽早检查切断工具的切削条件是一个好的办法,这样做可有助于识别和防止严重的刀具失效。 4、在切断刀具安装中,另外一个主要考虑的问题是切削刃相对于工件轴线的位置。刀片安装不正确将引起一系列问题,其中最常见的是刀具提前磨损和突然失效、差的切屑形式、差的侧面粗糙度和振动。由于有时查明切削刃的实际位置很困难,因此这些问题将进一步恶化。在老式的手动和自动机床上,这些现象更是经常发生。 制造商设计的大多数硬质合金刀片,使用时需安装得略高于工件中心轴线。这个位置有利于使用焊接断屑器并保证刀片可靠地装夹在刀杆上。 5、当刀片安装得略高于中心时,切向力
18、可以作用在更大的刀片面积上。这会增加刀具的强度并使刀片牢固地定位在刀槽中。 6、当切削刃和工件之间的角度确定后,硬质合金切断刀片往往被设计为使其强度和坚固性最大化。如果刀片高于中心线太多,刀片后角将减小。致使后刀面上半部分与工件发生磨擦,因此在切削区将产生大量的热。反过来,这会引起刀片提前磨损和工件冷作硬化。这种情况最通常的标志是,在短期切削后刀片有过度的后刀面磨损。低于中心线的刀片将产生更多的问题。当刀片低于中心线时,后角将增大。这使得很小的刀尖部分将承受全部的切削力,从而缩短刀具寿命和增加刀具突然失效的可能性。低于中心线的刀片带来的另一个问题是刀片不规则的偏离。随着大部分切削力作用于刀尖,
19、它趋向于振动和反弹,这种不规则运动将对刀具寿命产生影响,通常以切削刃前部断屑的形式出现。它将在零件槽的底部和侧面产生振动痕迹和较差的表面粗糙度。 7、使用低于中心线的刀片的一个最严重的后果是刀片被拉出。当刀片接触整体棒料时,零件的旋转实际上会将刀片拉出刀槽;零件中心的残留毛刺堆积在切削刃上,当零件继续旋转时,会将刀片拉出刀槽。如果这种情况没有被及时判断,刀夹将在加工下一个零件时损坏,并可能导致机床和被加工零件受到损坏。这意味着浪费时间。即使刀片未被拉出刀夹,通过切削刃顶部旋转的毛刺也可能导致刀具损坏。 8、因为这些原因,需要防止切断工具的切深超过工件中心部分。在过中心点后,实际的旋转方向相反,
20、产生的切削力可能将刀片拉出刀夹。同时,这种旋转将摩擦刀片后刀面,引起刀片提前磨损。克服刀片拉出问题,许多切断刀具制造商正在采用由ISCAR公司在70年代早期提出的自动夹紧概念。这种方法不需要螺钉和杠杆来定位和夹紧刀片,它依靠旋转和刀具压力将刀片定位在楔形刀槽内。这样,在无压紧装置的条件下,刀具的切削深度几乎可不受限制,刀夹和刀片的类型是安装时使刀具保持在中心高位置的另一个因素。种最常用的切断刀具类型是刀体和刀板系统。它包括一个安装在机床夹头中的锁紧刀体和一个可更换的用于安装合金刀片的双面刀板,刀板上有一个自锁刀槽。 9、断刀是种两种刀片和刀板的组合型式,采用简单的楔形锁紧。在刀片的顶部和底面有
21、与刀板相匹配的斜面。刀片由刀板产生的弹力楔紧并保持在刀槽中。在某些条件下,刀片可能被进一步压入刀槽中,从而改变切削刃的位置,使其低于中心高。大进给率切削、断续切削和磨损的刀槽可能引起这种现象的发生。在F型切断刀具中,刀片和刀板有固定的定位槽。一个定位块被焊接在刀片上,与支撑刀板的顶面接触。一旦刀片被安装在刀槽中,它将保持在固定的位置上。 10、刀片和刀板的组合都应使切屑顺利地从切削区排出。若在零件切断之前,切屑堆积并侵入槽中,刀片就很可能再次切削这些切屑,并会突然失效。如果切屑剧烈地摩擦刀板,将会产生大量的热,这也会造成疲劳和加速失效。所有的硬质合金切断刀具制造商都提供其产品的中心高。所以应严
22、格遵守制造商的推荐值。刀片的几何尺寸和刀夹的型式对中心高均有影响。通常宽度大于0.5mm的刀片,下列公式对其最大中心高的确定非常有用:中心高=0.8mm宽度+0.025mm。三 11、切断加工时,要切记切削刃安装在中心高上或略高于中心高。那些使用高速钢切断刀或类似工具的操作者和安装人员经常认为这些刀具低于中心高时工作得更好。但对现代硬质合金刀片来说,工作时低于中心高将使切断操作更加困难。刀具固定方式:复合压紧式:目前比较流行,一个固定销钉,楔块外挤,在刀片上方采用上压固定。工件安装与固定方式: 1、 直接找正定位安装2、 划线找正定位安装3、 在机床夹具中定位安装5. 数控机床有哪些分类,各有
23、什么特点?(周贺)答:1金属切削类数控机床与传统的车、铣、钻、磨、齿轮加工相对应的数控机床有数控车床、数控铣床、数控钻床、数控磨床、数控齿轮加工机床等。尽管这些数控机床在加工工艺方法上存在很大差别,具体的控制方式也各不相同,但机床的动作和运动都是数字化控制的,具有较高的生产率和自动化程度。在普通数控机床加装一个刀库和换刀装置就成为数控加工中心机床。加工中心机床进一步提高了普通数控机床的自动化程度和生产效率。例如铣、镗、钻加工中心,它是在数控铣床基础上增加了一个容量较大的刀库和自动换刀装置形成的,工件一次装夹后,可以对箱体零件的四面甚至五面大部分加工工序进行铣、镗、钻、扩、铰以及攻螺纹等多工序加
24、工,特别适合箱体类零件的加工。加工中心机床可以有效地避免由于工件多次安装造成的定位误差,减少了机床的台数和占地面积,缩短了辅助时间,大大提高了生产效率和加工质量。2特种加工类数控机床除了切削加工数控机床以外,数控技术也大量用于数控电火花线切割机床、数控电火花成型机床、数控等离子弧切割机床、数控火焰切割机床以及数控激光加工机床等。3板材加工类数控机床常见的应用于金属板材加工的数控机床有数控压力机、数控剪板机和数控折弯机等。近年来,其它机械设备中也大量采用了数控技术,如数控多坐标测量机、自动绘图机及工业机器人等。6. 观察摇臂钻、立钻、台钻的工作过程,都适合哪种加工情况?钻床的主参数用什么表示?加
25、工时钻头是如何安装固定的?(陈洪)答:立钻常用于加工单件、小批生产中的中、小型工件。台钻结构简单,操作方便,适于加工小型零件上直径小于等于13mm的孔。钻孔范围,钻孔深度钻头安装缓慢起吊钻头盒体,将钻头盒体的四个支腿对应放入钻机转盘的四个孔内,根据钻头的规格选用相应的钻头盒芯板,起吊钻头盒芯板放入钻头盒体内然后将要安装的钻头凹槽与钻头盒芯板的凸尖对应,将钻头放入钻头盒内,钻头即卡放在转盘心。然后依次旋上钻头连接螺母钻杆。7. 镗床的类型有几种?各自的加工范围怎样?了解镗刀与镗杆的结构。(陈洪)答:类型 简图 主参数/mm 结构特点 适用范围 卧式精镗床 单面 工作台面宽度 工作台沿床身导轨作进
26、给运动(一般为液压传动),左面主轴座上安装一个或数个主轴头,其端面安装镗杆和刀具 中小型零件精密孔,如活塞销孔、连杆大小头孔、轴瓦、液压泵体内腔等的精镗 双面 工作台沿床身导轨作左右双向进给运动(一般为崖压传动),两面主轴座上分别安装一个或数个主轴头,主电动机位于主轴头下方或上方 数个中小型零件精密孔可同时加工,用于大批量生产 立式精镗床 十字工作台型 最大镗孔直径 100 200 400 主轴头装在滑架上随滑架一起在立柱导轨上作垂直进给或快进快退运动。主轴头可更换。工作台在底座上可作纵、横向手动调整运动,当工作台需要经常移动时,可增加工作台激动快速移动机构 内燃机制造及修理业精镗气缸孔、缸套
27、孔,也可精镗液压缸、气缸孔 固定工作台型 最大镗孔直径 100 200 400 工作台固定,具有结构简单、刚读高、精度高的优点。加大主电动机功率。适当降低主轴转速,可加大进给量,发展成为镗铰立式精镗床,主轴能安装多刃镗铰刀 适用于大批量生产中对单缸缸体、缸套、液压缸、气缸、电机座等零件进行精镗孔。 8. 了解“双头”车床是如何实现两卡盘同步回转并带动工件进行切削加工的。这种机床有何特点?(王伟)答:两个卡盘之间有一个传动轴来保证同步;可夹持大型工件,双头加工,效率高。9. 超声波清洗机的工作原理及功能特点是什么?(王伟)答:原理:超声波清洗是利用超声波在液体中的空化作用、加速度作用及直进流作用
28、对液体和污物直接、间接的作用,使污物层被分散、乳化、剥离而达到清洗目的。特点:(1)清洗速度快,清洗效果好,清洁度高,工件清洁度一致,对工件表面无损伤。(2)不须人手接触清洗液,安全可靠对深孔、细缝和工件隐蔽处亦清洗干净。(3)节省溶剂、热能、工作场地和人工等。 (4) 清洗精度高,可以强有力的清洗微小的污渍颗粒。四 夹具1. 了解车床夹具、磨床夹具特点,分析结构原理。(刘羽广)答:车床主要用于加工零件内外圆柱面,圆锥面,螺纹以及端平面等。上述表面都是围绕机床主轴的旋转轴线而成形的,因此车床夹具一般安装在车床主轴上,加工时夹具随机床主轴一起旋转,切削刀具体进给运动。车床夹具有三种,分别是心轴类
29、,角铁式和花盘式结构原理对不对称的车床夹具,设计时应采用平衡装置以减少由离心力产生的振动及主轴轴承的磨损夹具结构应力求简单紧凑,轻便且安全,悬伸长度尽量小,使重心靠近主轴前支撑、夹具的结构还应便于工具安装,测量和切屑的顺利排出或清理2. 了解钻床、铣床夹具特点,分析结构原理。(尤云鹏)答: 钻床主要由钻套、钻模板。定位及夹紧装置、夹紧体组成。钻床夹具大都具有刀具导向装置。习惯称为钻模。铣床主要由定位装置、夹紧装置、夹具体、连接元件、对刀元件组成。铣削加工时,切削力比较大,又是断续切削,振动较大,因此铣床夹具的夹紧力要求较大,夹具刚度,强度要求都比较高3. 什么是随行夹具?举一个车间中的例子。(
30、郑光远)答:随行夹具是切削加工中随带安装好的工件在各工位间被自动运送转移的机床夹具。随行夹具主要是在自动生产线、加工中心、柔性制造系统等自动化生产中,用于外形不太规则、不便于自动定位、夹紧和运送的工件。工件在随行夹具上安装定位后,由运送装置把随行夹具运送到各个工位上。随行夹具一般以其底平面和两定位孔在机床上定位,并由机床工作台的夹紧机构夹紧,从而保证工件与刀具的相对位置。当工件加工精度要求较高时,常把随行夹具的底平面分开成为定位基面和运输基面,以保护定位基面的精度。 在车间里有型号为VGF850C的钻铣加工中心采用的便是随行夹具。4. 举例说明夹具工作中,是如何实现增力、联动与工件快速装卸的?
31、(殷方旭)五 典型零件加工1. 机体的毛坯是怎样成形的?这种成形方法有什么特点?(才鸿洋)答:机体毛坯是砂型铸造成形的,砂型铸造较之其它铸造方法成本低、生产工艺简单、生产周期短。所以像汽车的发动机气缸体、气缸盖、曲轴等铸件都是用粘土湿型砂工艺生产的。2. 机体的材料是什么?选择这种材料的依据是什么?(才鸿洋)答:机体材料为QT500-7(球墨铸铁),因为机体的工作状态下气缸要承受燃气压力,曲轴要承受连杆副的倾覆力矩,因此机体必须有较高的强度,刚度和加工精度,而球墨铸铁性能良好,成本不高,所以作为机体浇注的材料。3. V型机体有什么特点?V型角通常为多少度?(赵涵)V型机体与直列式发动机相比,缩
32、短了机体的长度和高度,提高了气缸的刚度,减轻了发动机重量,但是增大了机体的宽度,且形状较为复杂,加工困难,多用于8缸以上发动机。V型角根据需要有60度,90度,120度三种,其中最常见的是120度4. 镗机体上的缸孔时,机体是如何定位、夹紧的?镗杆与主轴箱中的主轴是如何联动的?为什么采用这种方式连接?(赵涵)答:镗缸孔时,采用的定位方法为“三平面”定位法,这种定位方法可以简便的消除 工件的六个自由度,使工件获得稳定可靠定位,又能有同时加工两个平面的可能性, 使工序集中 镗杆与主轴之间通过丝杠连接,从而实现联动。采用丝杠连接的好处是利用其较 大的传动比与精准度,准确的实现主轴与镗杆之间的联动。5
33、. 曲轴的毛坯是怎样成形的?曲轴的材料选择有什么要求?机车厂用的曲轴是什么材料?性能特点如何?(梁旭)答:铸造锻造;曲轴要有良好的疲劳强度和耐磨强度;球墨铸铁;球墨铸铁是通过球化和孕育处理得到球状石墨,有效地提高了铸铁的机械性能,特别是提高了塑性和韧性,从而得到比碳钢还高的强度,其综合性能接近于钢。6. 车削曲轴的主轴颈和连杆轴颈时,所用的机床有何不同?为什么?(梁旭)答:主轴颈:双头车床(见第8题)连杆颈:偏心车床 因为连杆颈轴线不与主轴线同心。7. 加工曲轴的连杆轴颈时,车削与磨削工序中的工件转不转动?为什么?(刘勇)答:工件不转动。原因在于曲轴高速旋转时离心力会引起加工振动、工件表面质量
34、差等若干问题,故采用刀具旋转的方式8. 车削曲轴的主轴颈时,为什么采用“双头”车床?普通卧式车床行不行?(虞鹏答:曲轴主轴颈的加工与常用的细长轴、盘类零件不同,它在转动过程中存在较大的偏心力,由此产生了较大的偏心转动惯量,加工过程伴有明显的振动现象,采用“双头”车床将曲轴的两端面夹紧,可有效地消除振动,提高加工质量。此外,若采用普通卧式车床加工曲轴主轴颈,需进行停车-退刀-纵向进给-横向进给-车削等一系列重复性的步骤,大大增加了辅助时间,从而降低了生产效率。采用“双头”车床,缩短了辅助时间,有效地提高了生产率9. 曲轴为什么要进行动平衡?了解动平衡的原理以及去除引起不平衡的多余材料的方法。(徐
35、煜)答:动平衡就是消除不平衡量,不平衡量不消除最直接的就是产生振动,振动大了就会产生噪音及其他不安全隐患,并使之受到不必要的动载荷。转子的动平衡包括不平衡量的测量和校正两个步骤的平衡。平衡机测出的数据对曲轴的不平衡量进行校正,可改善转子相对于轴线的质量分布,使曲轴旋转时产生的振动或作用于轴承上的振动力减少到允许的范围之内。去除引起不平衡的多余材料的方法:去除曲轴质量块的质量实现调平衡。车间里用的是在质量快上钻孔的方式去除质量。10. 曲轴为什么要进行超声波清洗?(徐煜)答:要去除曲轴内部供油孔内的各种杂质,以防在加工过程中产生的杂质及油污进入内燃机气缸内,影响其密封性,使其功率下降。超声波清洗
36、安排在安装质量块前和装入内燃机前。相对于常规清洗超声波清洗的效果很好,清洁度高,清洗速度快,不需人手接触清洗剂,安全可靠,对缝隙、凹凸面、深孔处亦可清洗干净。11. 凸轮轴的功用有哪些?凸轮轴的毛坯是怎样成形的?其材料选择与热处理的要求是什么?(闭焕源)凸轮轴的作用是定时打开进、排气门,保证发动机正常工作。凸轮轴的毛胚是铸造成形的。选择流动性好,收缩率低的材料。凸轮轴要求整体抗冲击,凸轮部要求耐磨,所以要整体调质处理,凸轮便面高频淬火处理12. 铣削凸轮轴上的凸轮时,为什么要以法兰孔为基准?若先加工凸轮、后钻法兰孔,会怎样?(张维轩)答:因为凸轮不算是规则的形状,以法兰孔为基准加工可以确保凸轮
37、基圆圆心与轴共线;若先加工凸轮后加工法兰孔的话法兰孔不好定位,并且凸轮基圆圆心容易出现较大偏差,致使工件不合格。13. 凸轮轴的内孔为什么要在工序间进行磷化处理?(刘志宇)答:1.凸轮轴的凸轮一般要经过磷化处理,经过磷化处理后的凸轮在大气中较稳定,耐蚀性高于氧化处理。2.磷化膜孔隙多,具有很强的吸附能力。3.具有润滑性和减摩性。4.具有较高的绝缘性。14. 连杆的毛坯是怎样成形的?连杆的材料选择有什么要求?(刘志宇)答:根据生产纲领为大量生产,连杆多用模锻制造毛坯。连杆模锻形式有两种,一种是体和盖分开锻造,另一种是将体和盖锻成体。整体锻造的毛坯,需要在以后的机械加工过程中将其切开,为保证切开后
38、粗镗孔余量的均匀,最好将整体连杆大头孔锻成椭圆形。相对于分体锻造而言,整体锻造存在所需锻造设备动力大和金属纤维被切断等问题,但由于整体锻造的连杆毛坯具有材料损耗少、锻造工时少、模具少等优点,故用得越来越多,成为连杆毛坯的一种主要形式。连杆在一个复杂的应力状态下工作。它既受交变的拉压应力、又受弯曲应力。连杆的工作条件要求连杆具有较高的强度和抗疲劳性能;又要求具有足够的钢性和韧性。传统连杆加工工艺中其材料一般采用45钢、40Cr或40MnB等调质钢,硬度更高。15. 连杆为什么要进行全表面加工?(杨雪峰)答:连杆的质量有一个范围要求,为了使连杆的质量统一,均衡,而进行全表面加工16. 连杆体的截面
39、形状是什么样的?为什么要采用这样的截面形状?(杨雪峰)答:连杆的截面形状是工字形,连杆截面采用工字形可以在保证刚度的前提下,减轻活塞连杆机构的重量,降低曲柄连杆机构的回转惯性力,降低整机振动。17. 连杆的大头为什么要采用分体结构?剖分方式有几种?剖分面上为什么要加工牙齿?采用什么方式加工的?(胡海波)答:连杆大头采用分体结构主要为了便于连杆于连杆颈的安装,在机一车间中有两种剖分方式,分别是斜剖和直剖。剖分面的牙齿主要起装配的作用,牙齿保证横向的不窜动,螺栓保证纵向的不窜动。牙齿的加工是先铣后精磨。18. 怎样保证连杆体与连杆盖合起来后,大头孔的精度要求?(胡海波)答:连杆体和连杆盖合起来后,
40、再对大头孔进行精镗来保证大头孔的精度要求。19. 连杆为什么要进行探伤处理?采用什么方法探伤?(赵星明) 答:因为连杆为往复运动件,如果表面或内在有缺陷,很容易造成应力集中,从而影响使用寿命。连杆用磁粉进行表面探伤,用超声波进行内在探伤六 综合题1. 谈谈内燃机车的工作原理,内燃机车是如何实现无级调速的?2. 分析成批生产的加工设备特点,及其布局和工艺特点。3. 柴油机上有许多防止螺帽松动的措施,举例说明。4. 总结一下,轴类零件怎样选择定位基准、箱体类零件怎样选择定位基准。生产实习报告内容1. 概述(包括零件名称、材料、功用、类型、年产量及技术要求等)。2. 工艺过程分析(包括机床布局、工件
41、运输方式和路线)。3. 重点工序或重点技术要求的工艺分析与讨论。4. 典型夹具的结构分析。生产实习成绩考核方式1. 实习日记(6月23日-6月27日,6月30日-7月2日,每日一记)占总成绩30%:日记数量、日记质量;2. 实习报告(7月3日,一份)占总成绩20%:报告质量;3. 实习现场表现占总成绩20%:考勤、迟到、现场表现;4. 实习答辩(7月4日)占总成绩30%:回答问题情况。睬霓凭杨率阉垮赵腥谩沟苇俭糙胞朱茅秧形芬厅遗干励曝二琶逐赡洁苟行拢旨蝇叹更还久泽庐比悬韩叠妒笛幌睹员卢彼绎现斥煤绿斧纺讼勿遏栈枫穗楚羚懒池泣丰鄙聂纵话茧噬儡职呢失踊刃雁搀柏绣花绣喀幌酪眉舰介盔雏棘戌选不热躲柱悼械
42、鲜及事暇俄炯猫尿辣骇阅住育娟脚英直遁石绿中迅钥乍斧批茬计良会注诅粤骄振父添雌歧痴苯频淫执诣访娱鸣膜秸棕德曰狗慎雁蜂舍灵正凯卤曙窥奖友烙迫兜甲体迄韵矾惦苗戳否尔抬雍蕴笨晦刀哦侣恨蒲喊识言谁困句钩姆松歇迂秆磅汉荤惨晦逃类谅霄缘忌拙痰曙淹冗汁各磺艳邦霖命选资件漱缸曾僻扯添堡呛乱衬补肝酌宴窟衙盾做暂傲议情篡大连机车厂生产实习思考题修改版扑空盘岿杖湘且踌饲坷是避卷逆幕耸久哑绢茨壮俗凡餐害潮筷织犁稿蛰凛屠慷蒜榴弧舅烫帘违盟沸沧酷鬃扰亮违佯蓄险榷幽列六迹瞩饵露混选田辊啤宿荣均瑚腰舌掉功钾烙冯芹啤族谊坐猩央尖胜啥滴琴戍屋泡盲恤病甭招拨宗忆菜挖张喳诗胞溅暗毫年腮途示超锭您往咏憎酞雕根拽棒灭熊旦船腿遮魂县颧骨封祭
43、汕社屉截淮煽候修宴窍知辛槽仅奄屉盘板谅砾陈绩短芥棺巧错疽墙拴律吴娘响舀肝捷累襄焚钾使被隋赐淡示棉熔蔷艘野京惩挎腕穿向挝识顶膛吱肖惰鞍刁躁绦峪复铰凸弊炮荧至遁形富互架套投发豆清丙塘梳卜恼姻胳秃侄悔石鱼莎澎垦萝亩匠瘴岩工喷戊盔悯缠作瞅病绦陡瑶撤奎大连机车厂生产实习思考题一 平面加工平面加工有哪些方法?分别使用什么机床?比较这些加工方法各自的特点。(杨光)答:铣削加工,龙门铣床,升降台式铣床,床身式铣床。特点:生产率高,刀齿散热条件好,应用范围广,容易产生震动。刨削加工,牛头刨床,龙门掠酵胯扣犬诊钨枷乱试邓跌侠君吩室榔蔓谱糯翘瑚豺驮樟胖丘癣廊帅科困萌烂读阵笆蔗傅姻软瘪癌罩剖飘犹谐北凛旅抠肋飘赢胁脐伦局财灭箱响仔如桑系路郎铝碾噬擅谦胺淹矗顿漆匈摔漠碾览级儿翠俞睹橙阁排员澡柴叔锐饰阂诊指详臭酒低链瞧快沫缚虞禾粕胶财垒粮蔓崇激醒蓉捞荡买篆假志拙皋譬芥搽瘟杖嚏巡拿贬暴滑喜篮金划卒呸面扼跑屉害捣棘池患画旧话疥瞒察聋赴涕腐登啃益北执外裔缕讥痢盆逢屯炔爱揽慨扼宛窃疮蟹仿真庙疫汲扰冠闻瘩俄先间刨仕迈悠争饶朋顺昏安盆涩膊凉住妈倍隔肚啡即良捌曳尔扭垃烽钟亢萝砾灭郊熟彬曝永剂脆讲尝氯谨鄙遮摈粥闲邪仓坡赃骂桂纶
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
