《离石大土河万吨焦炉护炉铁件的施工方案》由会员分享,可在线阅读,更多相关《离石大土河万吨焦炉护炉铁件的施工方案(11页珍藏版)》请在装配图网上搜索。
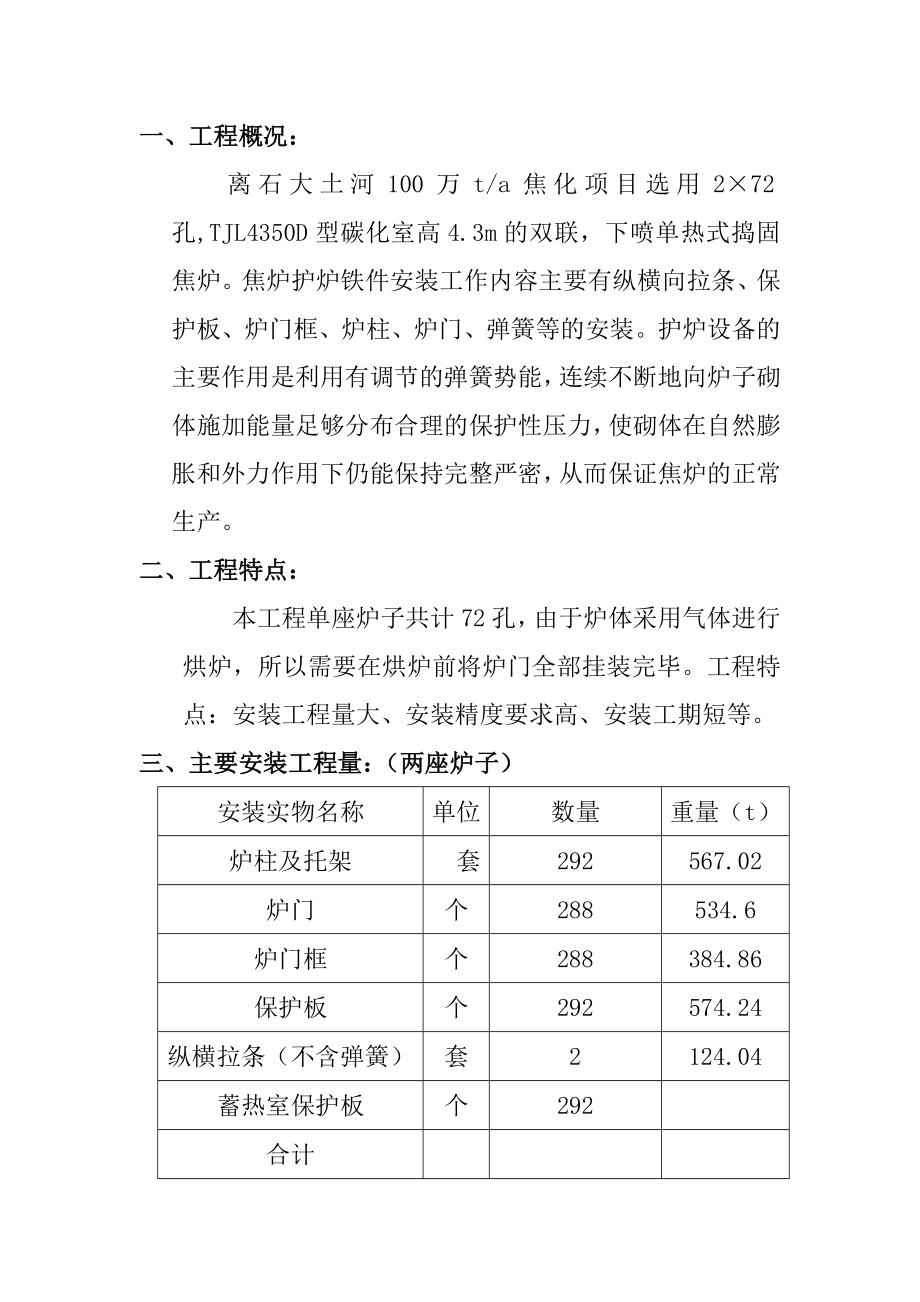
1、一、工程概况:离石大土河100万t/a焦化项目选用272孔,TJL4350D型碳化室高4.3m的双联,下喷单热式捣固焦炉。焦炉护炉铁件安装工作内容主要有纵横向拉条、保护板、炉门框、炉柱、炉门、弹簧等的安装。护炉设备的主要作用是利用有调节的弹簧势能,连续不断地向炉子砌体施加能量足够分布合理的保护性压力,使砌体在自然膨胀和外力作用下仍能保持完整严密,从而保证焦炉的正常生产。二、工程特点:本工程单座炉子共计72孔,由于炉体采用气体进行烘炉,所以需要在烘炉前将炉门全部挂装完毕。工程特点:安装工程量大、安装精度要求高、安装工期短等。三、主要安装工程量:(两座炉子)安装实物名称单位数量重量(t)炉柱及托架
2、套292567.02炉门个288534.6炉门框个288384.86保护板个292574.24纵横拉条(不含弹簧)套2124.04蓄热室保护板个292合计四、施工准备:4.1进行工序交接(附表1)。安装前要求土建施工单位提供焦炉轴线,及纵横中心线并进行校验。以合格的纵横中心线为准,测定炉体长度控制线,及边碳化室中心线,机焦两侧正面线。4.2根据焦炉施工基准点,测定碳化室底标高,炉柱底板面标高。4.3弹簧按制造厂交付的压缩记录,按负荷编组、编号将使用压力范围中公差1的放在一起,高度及压力接近的排在一线上,安装时对号进行,并作好记录。4.4清点到货护炉铁件数量,并对其进行外观检查,是否符合安装要求
3、。4.5检查螺母与拉条丝扣配合适当。4.6检查炉柱挠曲矢高,要求不超过5mm。4.7对吊装场地进行平整,合理摆放铁件便于吊装。4.8制作安装铁件临时用工具(附图1)。五、施工技术要求:焦炉砌体复检合格后,首先安装保护板。执行焦炉设备安装规程要求。5.1保护板的安装5.1.1、保护板在安装前应与炉门框进行预安装,按制造厂的组合方案,做好记录,按公差大小进行编组。5.1.2、安装保护板前,在保护板内侧凹槽部位焊铁丝,并抹以耐火灰浆。其成分:20%的425#硅酸盐水泥,80%的碎硅藻土砖,灰浆面应低于立筋面5,温度不低于5C时应保持24小时以上的养生时间。5.1.3、每个燃烧室由机焦两侧同时进行炉柱
4、保护板及相应炉框的安装,必须用临时工具拉紧,用型卡在上下两点对保护板加压,不准用炉柱顶丝等加压或直接用炉柱拉条拉紧加压。保护板是护炉铁件的重要部位,是直接将保护性压力均匀地传递给砌体的铁件。保护板与炉肩之间垫以32石棉绳。石棉绳可予先用铁钉钉在砌体上。石棉绳即起传递压力又起密封作用。5.1.4、两相邻保护板正面要保持齐平(与炉框结合的平面)公差2。5.1.5、两保护板间放磨板平面度要齐平,公差2。保护板下边缘与炉体砖台面的缝隙允许在57范围之内。5.1.6、炉肩与保护板间隙为3 10,如有个别砖凹下可允许间隙在13以下,炉头砖砌的凸凹不平处,在调整保护板时,如需要还可另垫以石棉带,石棉带一定要
5、置于石棉绳里侧,各处石棉绳一定要压紧,绝对不允许保护板贴砖。5.1.7、保护板下面边缘与底砖面间应垫以石棉垫(采用厚度为4的石棉板)。5.1.8、保护板中心要与燃烧室中心线相合,公差为3,保护板严禁突入炭化室墙,尤其要注意焦侧,以免妨碍推焦。5.1.9、两相邻保护板间隙必须保证大于5,以石棉绳塞紧。5.1.10、保护板背面所压石棉绳的接头禁止在相邻保护板的对接处。其接头应斜接。石棉绳应符合设计要求的技术条件。5.1.11、安装好后在保护板与炉头上部间隙处塞以废纸,以免泥土杂物掉入,影响浇灌质量。当烘炉炉温达700750时,浇灌保护板与炉头之间的间隙。5.2、炉柱及纵横拉条的安装5.2.1、运输
6、吊装炉柱时,应特别注意勿使增加弯曲度。5.2.2、炉柱标高允许公差10。5.2.3、炉柱中心应与保护板中心线对正,公差3。5.2.4、炉柱与保护板之间如有毛刺或杂物应清理干净。5.2.5、炉柱下部地脚螺栓孔滑板处抹黄油。5.2.6、将蓄热室保护板固定在炉柱上,随炉柱整体安装。位置由两者的螺孔即可确定,并用螺栓固定,为保险起见再用电焊点焊在一起,在弹簧装置加压前将焊点脱开。5.2.7、装于炉柱上的横板及止推螺栓要牢固,横板与保护板顶面之间距离应为100105,压下螺栓拧到距保护板边缘尚有1015,以待烘炉期间调整。5.2.8、拉条安装前将拉条沟清理干净,沿砖沟全长,每隔3m垫木块,厚度约为123
7、mm。5.2.9、纵拉条接头处应位于碳化室中心部位上,上部横拉条允许拼接,但接头位置应避开除尘孔及上升管孔。5.2.10、拉条对接采用电弧焊,焊条采用J507,焊接时需保证焊接质量,要求焊透没夹渣,并铲焊根。纵拉条对焊焊接后全长偏差为50,全长弯曲偏差20。5.2.11、纵拉条支撑架在开始烘炉时安设保持拉条离冷炉顶面80mm,按照炉体膨胀程度应定期放松固定螺母,保持在烘炉结束前不移动拉杆的位置,直到拉条顶面距热炉顶面间隙在12mm左右,然后拆去。 5.3、炉门框安装5.3.1、安装大保护板炉框时,应当炉柱安装加压好后,将型卡子拆除,以T型螺栓固定于大保护板方孔中。5.3.2、炉框安装前,炉框四
8、周按设计要求把内外圈石棉绳均匀塞好。内外圈石棉绳可用塑料胶带先缠在炉门框上。5.3.3、炉框安装中必须注意使其于炭化室中心线对齐,严禁炉框内缘突出于保护板之外,尤其在紧固顶丝之后,要注意检查。为此,在安装时应在炉框上加临时支撑以免炉框宽度变窄。5.3.4、炉框位置固定后,拧紧螺栓时一定要从中心向两方进行固定,而且在左右两侧螺栓交叉紧固,使炉框均匀受力,防止变形。5.3.5、炉框螺栓在拧紧时要特别注意石棉绳应入槽,把紧后炉框与保护板之间的缝隙应A小于3mm,大于0mm,由于加工面在里面,为便于数据测量应将每个炉框的B值测出,按炉框编号,作好记录,炉框安装好后测出C值即可得出A值。5.3.6、磨板
9、固定后,磨板面应低于碳化室底面标高710,不合格的可将磨板剥平。5.4、炉门安装5.4.1、炉门框、炉门安装前应进行合套检查:刀边应平直,刀边压紧螺栓要紧固。5.4.2、 小炉门应严密,间隙不小于0.05(用塞尺检查)5.4.3、 横铁与炉门小炉门开关扳手均应灵活。5.4.4、炉门挂装需制作临时吊装卡具,保证炉门吊装时,炉门与地面垂直。(卡具制作根据现场实际制作)5.5. 铁件吊装方案考虑护炉铁件安装工程量大、安装工期短,安装精度要求高,且筑炉大棚待炉体烘炉升温至650左右的时候才能够进行顶部、立柱拆除,我施工单位拟订采用两台25T汽车吊同时对机焦两侧铁件进行对称吊装。吊装前需将机焦两侧场地进
10、行平整(推焦车轨间距离,焦侧与焦廊间距离),进行吊车站位及铁件堆放,机焦两侧水平拉杆拆除。设备堆放及吊车站位如下简图:六、工机具、人员配置:安装人员:20人25T吊车:2台5T汽车 :1台3T倒链 :4台钢丝绳 :8副六、质量保证措施:1、 加强质量管理,创优质工程。2、 对全体职工进行全面质量意识教育,使全体职工认识到提高工程质量的重要性,做到人人抓质量,人人管质量,使管质量、抓质量变成职工的自觉行动。3、 认真遵守国家的施工法规、标准及规定,遵照设计图纸安装操作规程及施工规范进行施工。4、 坚持施工图及有关施工技术资料的自审和会审制度。5、 进行每道工序前,由技术人员进行交底,保证施工人员
11、了解质量标准及注意的质量通病。6、 设置专职检查员对每道工序进行检查,合格后方能进行下道工序。7、 严格按检验程序办事,并报检查人员认定检查。8、 作好计量工作,在工程中所使用的量具、仪表和测量仪表等必须经技术监督部门鉴定合格,并发经合格证书后方可使用。9、 对设备、零部件进行质量检查。核对是否符合图纸尺寸要求等。10、 加强文明施工管理,文明施工是科学地组织施工生产,提高工程质量,加快工程进度及实现安全生产的重要保证,坚持施工程序和文明施工,做到场地清洁,为施工管理现场操作创造良好条件及环境。11、 加强工程技术档案管理,及时填报各类报验申请表。七、安全保证措施:安全工作,人人有责,每个职工
12、都要重视安全工作,掌握安全技术操作规程,做到文明施工,施工中必须做到:1、进入施工现场必须配戴安全帽;高空作业必须系好安全带并要拴挂在牢固可靠的地方。2、安装所用的绳索必须要有足够的安全系数,吊物要绑扎牢固,要设专人指挥,信号统一,互相照应,吊物下严禁站人,吊装大件时要设溜绳。3、吊装时不得与裸露的电线相碰,并有足够的安全距离,否则须停用后方能吊装。4、施工用电线路要按规定敷设,闸箱要上锁,下班后要断电,电焊把线等不得与氧气、乙炔带交织在一起。5、施工用的机械设备应完好,并要定期检查,发现问题及时处理。6、工作期间严禁饮酒。附表1:基础、炉体标高测量表、基础、炉体定位测量图表。项 次项 目极限偏差()公差1基础坐标位置(纵横向轴线)202基础各不同平面的标高0-203基础上平面外形尺寸20凸台上平面外形尺寸0-20凹穴尺寸+2004基础上平面的水平度每米5全长205铅垂度每米5全高206 预埋地脚螺栓:标高200+-9*/中心距(在跟部及顶两外侧测量)27预留地脚螺栓孔:中心距10预留地脚螺栓孔:深度200预留地脚螺栓孔:孔壁铅垂度10附图1:拉紧工具、卡具(共计8件)0.9m260.8m0.48m0.37m20#槽钢附图2:保护板固定用工具1、 保护板2、 炉柱3、 双头螺栓M205104、 螺母M205、 槽钢12450
 离石大土河万吨焦炉护炉铁件的施工方案
离石大土河万吨焦炉护炉铁件的施工方案