 说明书调节拉杆冲压工艺
说明书调节拉杆冲压工艺

《说明书调节拉杆冲压工艺》由会员分享,可在线阅读,更多相关《说明书调节拉杆冲压工艺(16页珍藏版)》请在装配图网上搜索。
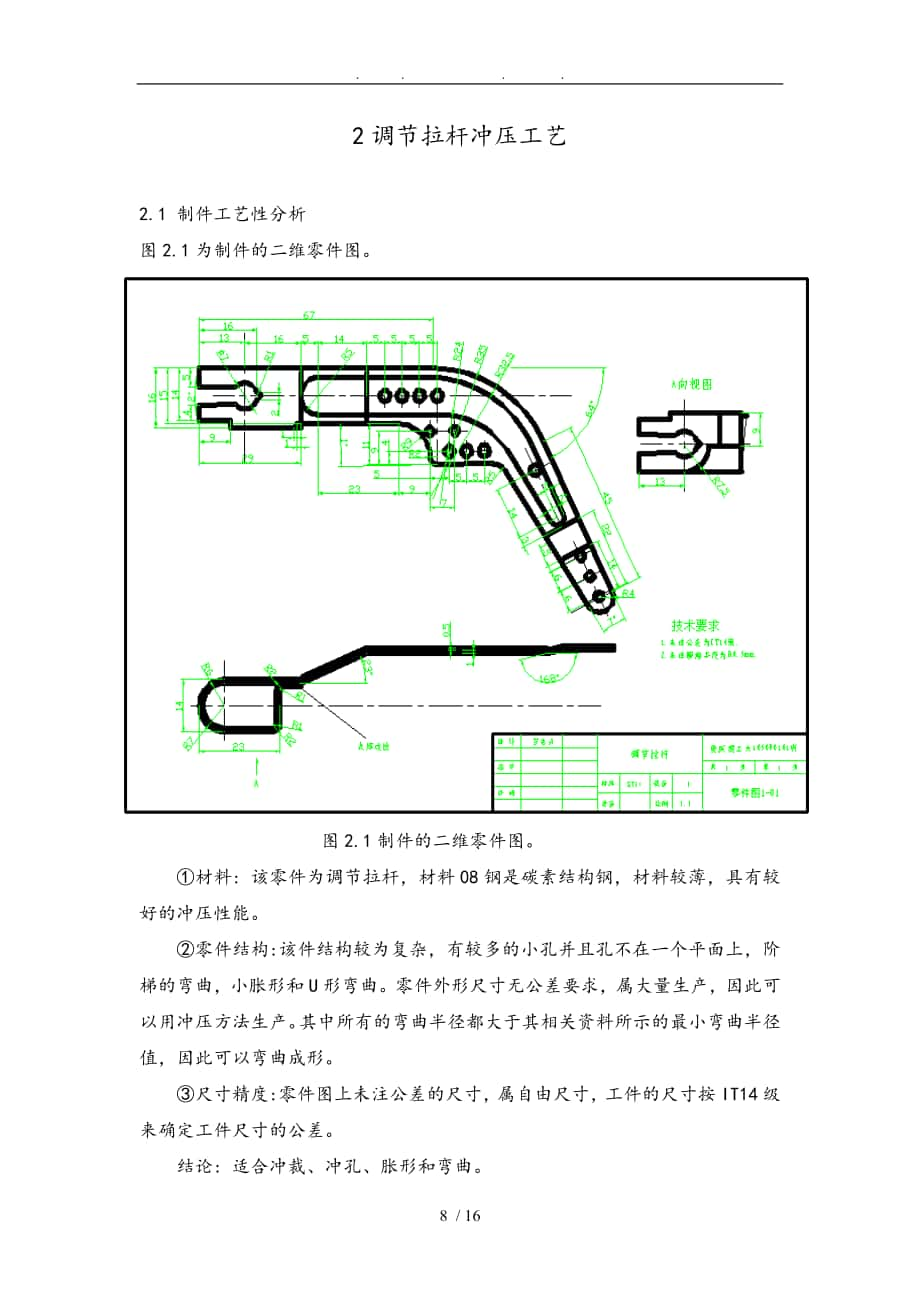
1、. . . . 2调节拉杆冲压工艺2.1 制件工艺性分析图2.1为制件的二维零件图。图3-2 油箱盖零件图2.1制件的二维零件图。材料: 该零件为调节拉杆,材料08钢是碳素结构钢,材料较薄,具有较好的冲压性能。零件结构:该件结构较为复杂,有较多的小孔并且孔不在一个平面上,阶梯的弯曲,小胀形和U形弯曲。零件外形尺寸无公差要求,属大量生产,因此可以用冲压方法生产。其中所有的弯曲半径都大于其相关资料所示的最小弯曲半径值,因此可以弯曲成形。尺寸精度:零件图上未注公差的尺寸,属自由尺寸,工件的尺寸按IT14级来确定工件尺寸的公差。结论: 适合冲裁、冲孔、胀形和弯曲。2.2 工艺方案的选择该零件包括落料、
2、冲孔、胀形、阶梯弯曲和U形弯曲五个基本工序,可以采用以下工艺方案:方案一:先进行落料,其次冲孔,然后胀形,再阶梯弯曲,最后U形弯曲,采用单工序模生产。方案二:先进行落料,其次冲孔,然后胀形与阶梯弯曲复合,最后进行U形弯曲。方案三:先进行落料,其次冲孔,然后把胀形和冲与胀形同一个平面的孔复合,再进行阶梯弯曲,最后进行U形弯曲。方案四:把落料冲孔复合,然后胀形与阶梯弯曲复合,最后进行U形弯曲。方案五:把落料冲孔复合,然后进行胀形与阶梯弯曲以与冲与胀形同一平面的小孔复合,最后进行U形弯曲。方案一模具都比较结构简单,但需要五道工序、五套模具才能完成零件的加工,生产效率较低,难以满足零件大批量生产的需求
3、.由于零件结构较为简单,为提高生产效率,主要应采用复合冲裁。方案二只需要四套模具,冲压件的形位精度和尺寸易于保证,且生产效率也高。但复合模模具比较结构复杂,模具制造较为困难,且模具寿命不长。方案三也只需要五套模具,冲压件的形位精度和尺寸易于较好的保证,生产效率也较底。但复合模模具比较结构复杂,模具制造较为困难,且模具寿命不长。方案四只需要三套模具,生产效率很高,零件的冲压件的形位精度和尺寸易于保证,但复合模模具十分结构复杂,模具制造困难,且模具寿命不长。方案五也只需要三套模具,生产效率很高,零件的冲压件的形位精度和尺寸易于较好保证,但复合模模具十分结构复杂,模具制造困难,且模具寿命不长。欲保证
4、冲压件的形位精度,又要进行大批量生产,结合生产效率和模具寿命与制件的精度要求等条件,通过以上五种方案的分析比较,对该工件采用方案二为最佳。2.3制件的展开制件的展开尺寸如下图所示:具体的展开计算按下式进行:上式中圆角半径r见制件图中所标示的为准; 板料厚度t=1mm;X0为中性层系数,可由表查得。2.4排样、剪板2.4.1排样的方案以与其材料利用率1)单行有搭边的直排样材料利用率公式如下:其中为一个进料距的材料利用率;为制件面积;为一个进料距的毛坯面积。F=108.64X16-18X7+3.14X7.52/4-2X26-31.14X1/2+9X11-3.14X92/4+3.14X22/4+3.
5、14X352X64/360-17.38X8.53/2+44.7X8+3.14X42/2 =1738.2-126+44.2-52-15.6+99-63.6+3.1+683.8-74.1+357.6+25.12619.7(mm)F0=162.12X70.6211448.9(mm)其排样方式如下图所示:2)直对有搭边的排样材料利用率公式如下:其中为一个进料距的材料利用率;为制件面积;为一个进料距的毛坯面积。F=2619.7X2=5239.4(mm)F0=162.12X84.3413673.2(mm)其排样方式如下图所示:3)单行有搭边斜排样假设一块板9料可以落12个的话。F=2619.7X12=31
6、436.7(mm)F0=171.41X27.59X12+171.41X25.0761047.6(mm)这种排样会随着落料件数的增大,其利用率也会增大。综合以上三种排样方式,利用第三种排样可以使材料的利用率最高,所以选用第三种排样方式。2.4.2剪板尺寸零件外轮廓尺寸为168mm51mm,考虑操作方便以与工艺方案,以与查表得到的板料的搭边值为1.2mm,边距为1.5mm,所以剪板尺寸为171mm600mm,采用单板12件的形式。2.5确定模具压力中心模具的压力中心,就是冲裁力合力的作用点。确定冲模压力中心的目的,在于确定模柄的位置。压力中心必须与模柄轴线重合或近似重合。否则,冲裁时产生偏心冲击,
7、形成偏心载荷,使冲裁间隙产生波动,冲模刃口磨损不均,影响冲件质量和冲模寿命。另外,偏心冲击还会使冲模和设备的导向部分造成不均匀磨损。确定压力中心,主要对复杂制件的落料模、多凸模冲孔模以与级进模有意义。冲模的压力中心按下述原则确定:(1)对称形状的单个冲裁件,冲模的压力中心就是冲裁件的几何中心。(2)工件形状一样且分布位置对称时,冲模的压力中心与零件的对称中心相重合。(3)形状复杂的零件,多孔冲模,级进模的压力中心可用解析法求出冲模压力中心。由于此落料、冲孔件较为复杂所以应用解析法来求出冲模的压力中心。2.5.1落料模具压力中心的确定由下图所示建立坐标,有展开图中得到如下个段线段的数据并进行的计
8、算:L1=9(mm) x1=1.39(mm) y1=4.28(mm);L2=22(mm) x2=13.24(mm) y2=3.4(mm);L3=2(mm) x3=23.4(mm) y3=7.75(mm);L4=26(mm) x4=35.45(mm) y4=12.72(mm);L5=2(mm) x5=48.12(mm) y5=15.78(mm);L6=18(mm) x6=56.99(mm) y6=17.61(mm);L7=1.41(mm) x7=65.87(mm) y7=21.03(mm);L8=30.64(mm) x8=80.76(mm) y8=26.39(mm);L9=15.53(mm) x
9、9=116.56(mm) y9=26.63(mm);L10=42.74(mm) x10=23.4(mm) y10=14.89(mm);L11=44.76(mm) x11=151.75(mm) y11=23.41(mm);L12=90.64(mm) x12=58.06(mm) y12=34.8(mm);L13=10.52(mm) x13=5(mm) y13=10.18(mm);L14=14.13(mm) x14=101.75(mm) y14=29.78(mm);L15=3.14(mm) x15=107.75(mm) y15=24.39(mm);L16=5(mm)x16=126.37(mm) y1
10、6=29.16(mm);L17=12.56(mm) x17=166.32(mm) y17=2.55(mm);L18=39(mm) x18=119.34(mm) y18=46.61(mm);L19=11.25(mm) x19=11.24(mm) y19=16.98(mm);所以落料模具的压力中心坐标为(72.74,24.2)。2.5.2冲孔模具压力中心的确定由下图所示建立坐标,有展开图中得到如下个段线段的数据并进行的计算:L1=3.45(mm) x1=13.5(mm) y1=12.26(mm);L2=7.38(mm) x2=17.36(mm) y2=12.97(mm);L3=7.69(mm) x
11、3=17.2(mm) y3=13.78(mm);L4=14.32(mm) x4=27.37(mm) y4=14.43(mm);L5=14.32(mm) x5=25.9(mm) y5=18.95(mm);L6=14.32(mm) x6=40.98(mm) y6=18.85(mm);L7=14.32(mm) x7=39.52(mm) y7=23.37(mm);L8=7.57(mm) x8=49.85(mm) y8=23.56(mm);L9=7.57(mm) x9=39.52(mm) y9=24.83(mm);L10=3.45(mm) x10=53.43(mm) y10=25.4(mm);L11=9
12、.42(mm) x11=89.21(mm) y11=37.02(mm);L12=9.42(mm) x12=93.97(mm) y12=38.57(mm);L13=9.42(mm) x13=98.72(mm) y13=40.11(mm);L14=9.42(mm) x14=103.48(mm) y14=41.66(mm);L15=7.85(mm) x15=104.51(mm) y15=32(mm);L16=7.85(mm) x16=111.13(mm) y16=34.28(mm);L17=9.42(mm)x17=111.41(mm) y17=28.56(mm);L18=9.42(mm) x18=1
13、16.14(mm) y18=30.19(mm);L19=9.42(mm) x19=120.87(mm) y19=31.82(mm);L20=9.42(mm)x20=136.51(mm) y20=31.46(mm); L21=7.85(mm) x21=155.73(mm) y21=12.9(mm);L22=7.85(mm) x22=160.04(mm) y22=8.73(mm);L23=7.85(mm) x23=164.36(mm) y23=4.56(mm);所以落料模具的压力中心坐标为(95.5,24.5)。2.6 计算工序压力和初选择压力机2.6.1落料工序力的计算和压力机的初选择1)冲裁力
14、冲裁力的大小,可按下式计算:式中 P-冲裁力(N); K-修正系数,对于平口剪刃冲K=1,对于斜刃口,当时,K=0.040.7; L-冲裁件周边长度(mm); t-冲裁件材料厚度(mm);-材料的抗剪切强度(MPa)。2)推件力推件力可按下式计算:式中 -推件力(N);-推件力系数; P-冲裁力(N); n-同时卡在凹模中的制品与废料数。3)卸料力 卸料力计算的经验公式:式中 -卸料力(N); P-冲裁力(N);-系数。工艺力因此得到的总的冲压力为25.3026KN。根据计算力,可以选择100KN以上的压力机。2.6.2冲孔工序力的计算和压力机的初选择1)冲裁力冲裁力的大小,可按下式计算:式中
15、 P-冲裁力(N); K-修正系数,对于平口剪刃冲K=1,对于斜刃口,当时,K=0.040.7; L-冲裁件周边长度(mm); t-冲裁件材料厚度(mm);-材料的抗剪切强度(MPa)。2)推件力推件力可按下式计算:式中 -推件力(N);-推件力系数; P-冲裁力(N); n-同时卡在凹模中的制品与废料数。3)卸料力 卸料力计算的经验公式:式中 -卸料力(N); P-冲裁力(N);-系数。工艺力因此得到的总的冲压力为13.21KN。根据计算力,可以选择100KN以上的压力机。2.6.3胀形与阶梯弯曲工序力的计算和压力机的初选择1)弯曲力的计算:自由压弯力是使板料产生弯曲变形时所需要的力。它与弯
16、曲件的尺寸、材料机械性能、凹模支点距离、凸模圆角半径、凸凹模间的间隙与弯曲半径等因素有关。一般可以用下式来计算:式中 -自由压弯力(N); -弯曲件板料宽度(mm); -安全系数,一般取1.3; -弯曲件板料厚度(mm); -弯曲件圆角半径(mm); -材料的强度极限(MPa)。2)胀形模的胀形力: 胀形力计算公式如下:式中 -胀形力(N); -胀形后变形区的直径(mm); -胀形面积(mm2); -材料厚度(mm); -材料的强度极限(MPa)。工艺力为:因此得到的总的冲压力为89.1096KN。根据计算力,可以选择100KN以上的压力机。2.6.4 U形弯曲工序力的计算和压力机的初选择1)U形弯曲力的计算:U形弯曲力一般可以用下式来计算:式中 -自由压弯力(N); -弯曲件板料宽度(mm); -安全系数,一般取1.3; -弯曲件板料厚度(mm); -弯曲件圆角半径(mm); -材料的强度极限(MPa)。2)顶件力:顶件力的计算公式如下:式中 -顶件力(N); -自由压弯力(N)。总的弯曲力因此得到的总的冲压力为1.24488KN。根据计算力,可以选择10KN以上的压力机。2.7 填写工艺过程卡片根据上述分析和计算,将所需得工序、工步填入冲压工艺卡片,如所附录的工艺卡片所示。23 / 16
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
