《PLC在仓库运输管理系统中的应用》由会员分享,可在线阅读,更多相关《PLC在仓库运输管理系统中的应用(5页珍藏版)》请在装配图网上搜索。
1、PLC在仓库运输管理系统中的应用摘要:随着可编程序控制器的飞速发展,在工业控制应用中所占比例越来越大,应用领域越来越广。PLC用于仓库运输管理中,用计算机技术代替传统继电器控制,用软设备代替硬件连接,具有一定的带负载能力,易于扩展。编程方便、修改灵活、可靠性高。关键字:PLC;物品堆存管理;自动控制Application of PLC in Warehouse Transport Management SystemAbstract: Fly along with the programmable Logic controller to develop soon, the comparison
2、have is more and more big in industry control apply, applying the realm more and more wide. The PLC used in the warehouse transport management, replacing the tradition to control after the electric appliances with the computer technique, replacing the hardware conjunction with the soft equipments, h
3、aving to certainly take the ability of load, being easy to expand, program convenience, the modification is vivid, the credibility is high.Key words: PLC; The product heap saves the management ; Automatic control0 引言仓库运输管理系统是各种行业中成袋或成箱物料堆存管理自动装置。如水泥成品库水泥包的堆存;粮食包堆存;箱装食品的堆存以及其它袋装或箱装物料的堆存等,均可使用物品堆存系统。1
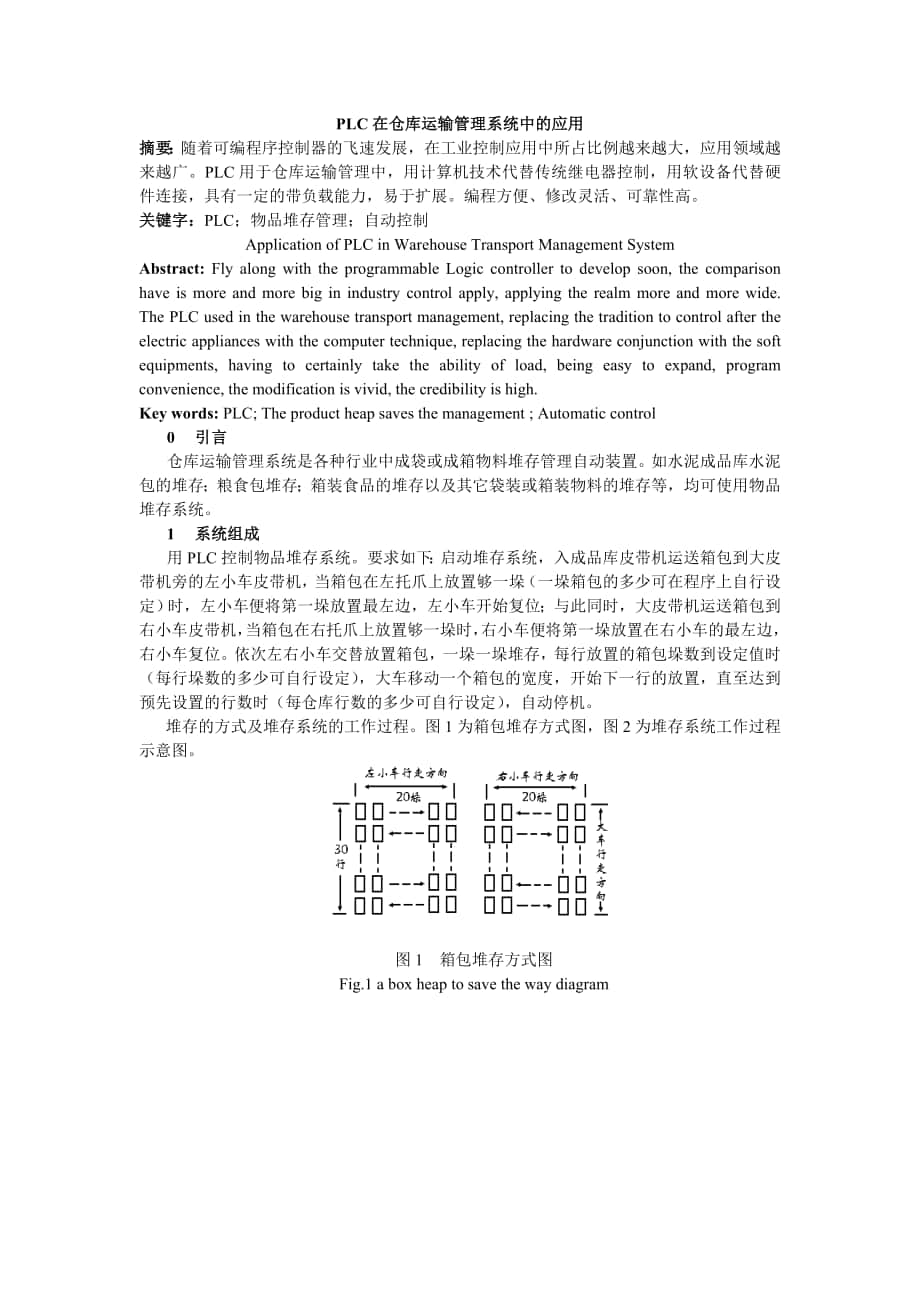
4、 系统组成用PLC控制物品堆存系统。要求如下:启动堆存系统,入成品库皮带机运送箱包到大皮带机旁的左小车皮带机,当箱包在左托爪上放置够一垛(一垛箱包的多少可在程序上自行设定)时,左小车便将第一垛放置最左边,左小车开始复位;与此同时,大皮带机运送箱包到右小车皮带机,当箱包在右托爪上放置够一垛时,右小车便将第一垛放置在右小车的最左边,右小车复位。依次左右小车交替放置箱包,一垛一垛堆存,每行放置的箱包垛数到设定值时(每行垛数的多少可自行设定),大车移动一个箱包的宽度,开始下一行的放置,直至达到预先设置的行数时(每仓库行数的多少可自行设定),自动停机。堆存的方式及堆存系统的工作过程。图1为箱包堆存方式图
5、,图2为堆存系统工作过程示意图。图1 箱包堆存方式图Fig.1 a box heap to save the way diagram图2 堆存系统工作过程示意图Fig.2 heaps of to save the system work process sketch map箱包在箱包成品库中堆存,一般是每10箱包为一垛(本设计为每10箱包为一垛,每垛箱包的多少可在程序上自行设定),每堆存一垛后,小车行走一段距离(此距离比箱包宽度宽一些,以便箱包通过),堆存第二垛。依次从左到右一垛一垛堆存,当堆存了一行(本设计为每行2*20垛,每行垛数的多少可在程序上自行设定)后,需改为从右到左堆存,但此时大车
6、应先行走一段距离(此距离比箱包长度略大一些),如此堆存,直到堆存了30行(本设计每仓库可放30行,每仓库行数的多少可在程序中自行设定)后自动停止。实际上,因为堆存系统的大车上有两个小车,分别称为左小车和右小车堆存箱包时,箱包10包成一垛,先由左小车从左到右堆成1垛后,再由右小车从左到右堆成1垛,如此往复,直至堆至2*20垛时,此时大车行走一个箱包长度; 堆存箱包先由右小车开始, 从右到左堆存1垛后, 再由左小车从右到左堆存1垛. 如此往复,直至堆至2*20垛时,此时大车又行走一个箱包长度,依次不断循环,直至大车行走30行,堆存过程自动结束. 箱包堆存系统实际上是一个特殊形式的桥式起重机。它有一
7、台大车、两台小车,大车沿成品库吊车梁前后行走,小车在桥式轨道上左右行走,左右两小车设备完全相同.大车上的电动机有大车行走电动机13和大车皮带机12.小车上各有一台小车行走电动机2和15,小车皮带机1和14。小车上还各有托爪下放装置3和16,托爪退出装置4和17;左小车上有号档板11,档板为气动装置,可提升或放下,由空压机10提供气源.右小车上有号档板、大车上有号档板,但工作时均不需要提起,是固定装置。小车左右两端行走的极限位置安装有起安全保护作用的限位开关5、6和18、19,小车行走一个箱包宽距离的限位开关7和20。大车前后两端行走极限位置安装有开关22和23起保护作用,大车行走一个箱包长度距
8、离的限位开关24,计数器开关25、8和21。2 物品堆存系统的工作流程来自包装机的箱包由成品皮带机9输送,遇到号档板时,箱包转向,引导至大车皮带机12上.箱包碰到计数开关25后计数,又遇到号档板,使箱包转向,引导至左小车皮带机II上。箱包碰到左小车上的计数开关8,使之计数,每计一个数,托爪3放下一个箱包高度,待到计数到10包时,左托爪4退出,10个箱包堆成一垛放到地面上。提起号档板,箱包开始向右输送至右小车处,遇到号档板,箱包转向,引导至右小车皮带机14上,第二垛(1120箱包)由右小车堆存,堆存过程与上述左小车堆存过程相同,此时左小车已向左行走一个箱包宽度,待输送堆放第三垛(2130箱包)。
9、达到预先设置的2*20垛后,大车行直一个箱包长度,如此循环,直至达到预先设置的30行为止。3 PLC选型及I/O地址分配根据输入/输出确定I/O分配情况,本系统输入点数37个,输出点数18个,计数器6个(C100C105),定时器11个(T40T50),两个移位寄存器S11和S12。可选用日本松下电工生产的小型PLC(FP1-C72)产品,它集成CPU、I/O、通信等诸多功能模块为一体,具有体积小,功能强、性能价格比高等特点。I/O分配见表1。表1 PLC的输入、输出地址表Tab.1 I/O address of PLC输入地址功能说明输出地址功能说明推存系统启动指令X0电铃Y0人工控制空压机
10、X1空压机运行Y1空压机运行连锁X2左小车皮带机运行Y2人工控制左小车皮带机X3右小车皮带机运行Y3人工控制右小车皮带机X4大车皮带机运行Y4左小车皮带机运行连锁X5入成品库皮带机运行Y5右小车皮带机运行连锁X6右托抓下放Y6人工控制动大车皮带机X7右托抓退出Y7人工控制入成品库皮带机X8右小车向左运行Y8大车皮带机运行连锁X9右小车向右运行Y9入成品库皮带机连锁XA左托抓下放YA人工选择小车行走方向XB左托抓退出YB右小车箱包计数开关XC左小车向左运行YC右托抓推出连锁XD左小车向右运行YD右小车限位开关XE XF大车向前运行YE右小车行走一垛距离限位开关X10大车向后运行YF右小车向左行走
11、人工控制X11II号挡板抬起Y10右小车向右行走人工控制X12运行指示灯Y11右小车行走连锁(左、右)X13 X14左小车限位开关X15 X16左小车行走一垛距离限位开关X17左小车箱包计数开关X18左托抓退出连锁X19左小车向右行走人工控制X1A左小车向左行走人工控制X1B左小车行走连锁(左、右)X1C X1D大车前后限位开关X1E X1F大车行走方向人工选择X20大车行走一行距离限位开关X21大车前行人工控制X22大车后行人工控制X23计数开关X244 PLC控制系统软件设计物品堆存系统可分为四个部分:(篇幅所限,程序略)(1)皮带机运行系统。皮带机启动顺序为逆箱包流向.当发出码包机系统顺
12、序运行信号,堆存系统运行指令后(输入点X0为自锁按钮或开关),电铃Y0发出启动音响信号,接通定时器T0,定时20S时间到,空压机电动机10启动运行,同时T0经“非门”解除音响.当大车行走了(30-1)行之后,计数器C103接通,电铃Y0同样发出音响20S,预告堆存最后一行,要注意停机。计数器C103的预置值是30。空压机10运行后,延时10S,左小车皮带机1和右小车皮带机14运行。再延时5S,大车上皮带机12启动运行,再延时10S,入库皮带机9启动运行,并发出包装系统顺序运行信号,堆存系统运行信号,指示包装系统开始打包。(2)托爪放下及托爪退出系统。当箱包碰到号档板11前的计数开关25时,计数
13、器C100和C105计数,箱包进入左小车堆存,当计数值为10时,延时5S,将档板号抬起,使箱包进入右小车堆存.当计数值为20时,延时3S,使C100和C105复位,为下一垛堆存作好准备。当箱包碰到左皮带机上限位开关8后(或右皮带机上限位开关21),箱包滑到托爪上,托爪3(或16)接通,放下一个箱包厚度,并且计数器C101计数,待到其计数值为10时,托爪退出装置4(或17)动作,箱包下落到地面成一垛。(3)左、右小车行走系统.左(或右)小车行走的条件是;左小车2两边限位开关5、6(或右小车15两边限位开关18、19)没有动作,同时要求托爪退出,时间继电器T44(或T45)延时2S,并且已发出小车
14、向右(或向左)运行的指令,则左(或右)小车2(或15)向左(或向右)运行,待小车行走一箱包宽度,限位开关7(或20)接通,使左(或右)小车停止。此时定时器T44(或T45)已被复位。当右小车托爪退出,计数器C105计一个数,计数器C104的设置值为20,即堆存箱包每行有2*20垛。小车运行方向选择每改变一次状态,均对C104复位。小车向左或向右运行方向选择,开始要人工选择,以后每堆存2*20垛后自动改变方向。(4)大车行走系统。大车向前或向后行走的条件是;大车运行方向选择已发出向前或向后运行指令;大车前后位置上的限位开关24或22均没有动作;同时要求右小车已堆存20垛,计数器C104动作。大车行走一箱包长度时,限位继电器24动作,此时C104已被复位,故小车停止行走。5 结束采用本设计方案,可对仓库物品堆存实现运输和管理自动化、一体化控制,从而大大减轻工人的劳动强度,提高工作效率和系统的可靠性。参考文献:1、常斗南.可编程序控制器M.北京:机械工业出版社,19982、汪晓光,孙晓瑛.可编程序控制器原理及应用M. 北京:机械工业出版社,20023、江秀汉,李萍,薄保中.可编程序控制器原理及应用M .西安:西安电子科大出版社,20004、日松下电工株式会社.FP PROGRAMMER II Operation Manual.大阪.1994
 PLC在仓库运输管理系统中的应用
PLC在仓库运输管理系统中的应用