《AN型引风机轴承温度高治理》由会员分享,可在线阅读,更多相关《AN型引风机轴承温度高治理(3页珍藏版)》请在装配图网上搜索。
1、AN型引风机轴承温度高治理刘海涛 李宗耀 袁立强 吴昌松 马程飞(河北 保定 073000)摘要:本文介绍了国华定洲电厂引风机轴承箱的结构和轴承温度高的问题,细致深入地阐述了导致引风机轴承温度高的原因,并针对这些原因提出了治理措施,为彻底解决大型火力发电厂AN型静叶可调轴流引风机轴承温度高的问题提供理论基础和实践经验。关 键 词: 轴流引风机;轴承;温度高;原因分析;治理措施0 引言国华定洲电厂一期工程安装两台上海锅炉厂生产的亚临界、一次中间再热控制循环汽包炉。锅炉型号为SG-200817.47-M903。二期工程安装两台上海锅炉厂生产的SG-2150/25.4-M976锅炉为超临界参数变压运
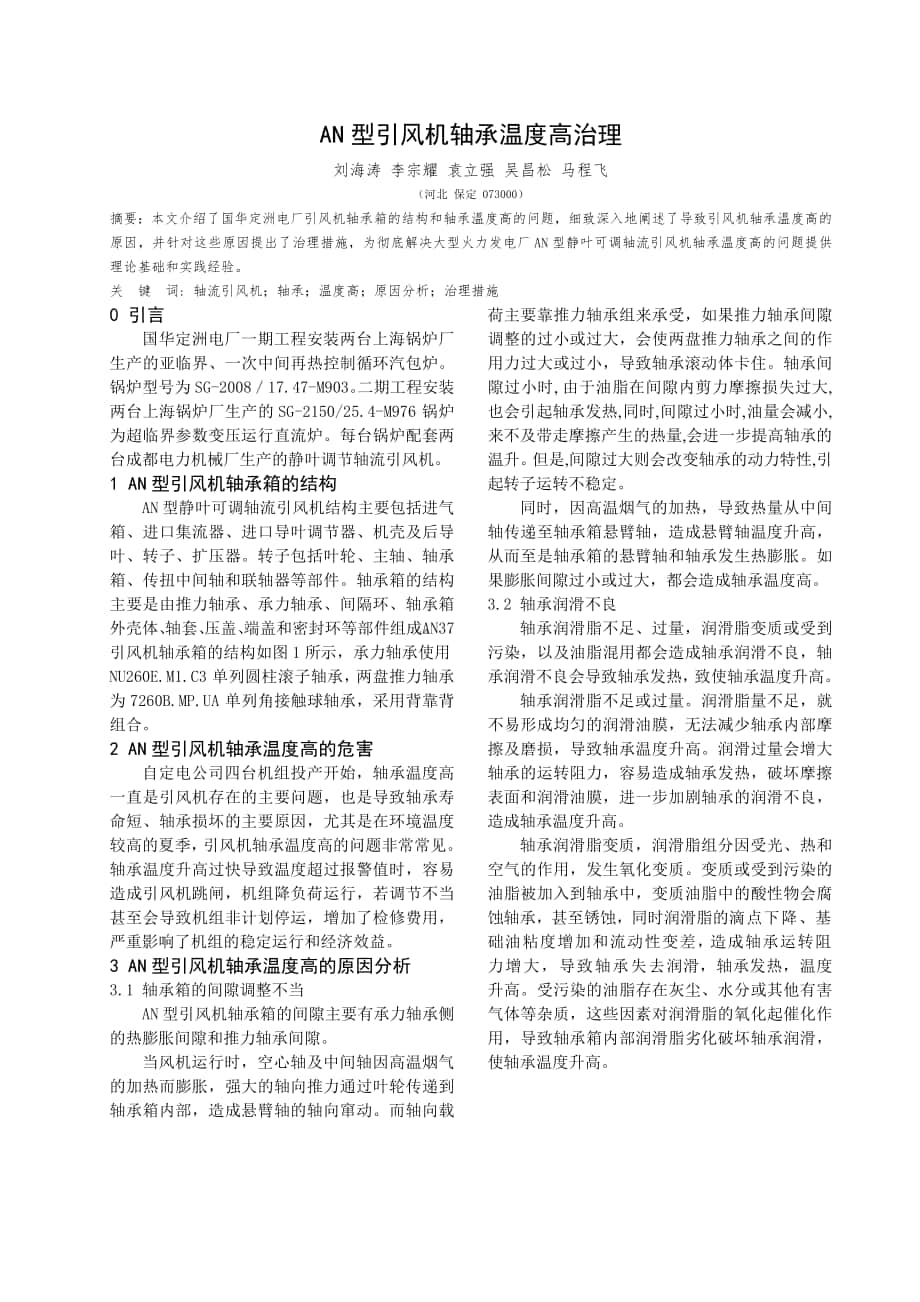
2、行直流炉。每台锅炉配套两台成都电力机械厂生产的静叶调节轴流引风机。 1 AN型引风机轴承箱的结构AN型静叶可调轴流引风机结构主要包括进气箱、进口集流器、进口导叶调节器、机壳及后导叶、转子、扩压器。转子包括叶轮、主轴、轴承箱、传扭中间轴和联轴器等部件。轴承箱的结构主要是由推力轴承、承力轴承、间隔环、轴承箱外壳体、轴套、压盖、端盖和密封环等部件组成。AN37引风机轴承箱的结构如图1所示,承力轴承使用NU260E.M1.C3单列圆柱滚子轴承,两盘推力轴承为7260B.MP.UA单列角接触球轴承,采用背靠背组合。2 AN型引风机轴承温度高的危害自定电公司四台机组投产开始,轴承温度高一直是引风机存在的主
3、要问题,也是导致轴承寿命短、轴承损坏的主要原因,尤其是在环境温度较高的夏季,引风机轴承温度高的问题非常常见。轴承温度升高过快导致温度超过报警值时,容易造成引风机跳闸,机组降负荷运行,若调节不当甚至会导致机组非计划停运,增加了检修费用,严重影响了机组的稳定运行和经济效益。3 AN型引风机轴承温度高的原因分析3.1 轴承箱的间隙调整不当AN型引风机轴承箱的间隙主要有承力轴承侧的热膨胀间隙和推力轴承间隙。当风机运行时,空心轴及中间轴因高温烟气的加热而膨胀,强大的轴向推力通过叶轮传递到轴承箱内部,造成悬臂轴的轴向窜动。而轴向载荷主要靠推力轴承组来承受,如果推力轴承间隙调整的过小或过大,会使两盘推力轴承
4、之间的作用力过大或过小,导致轴承滚动体卡住。轴承间隙过小时,由于油脂在间隙内剪力摩擦损失过大,也会引起轴承发热,同时,间隙过小时,油量会减小,来不及带走摩擦产生的热量,会进一步提高轴承的温升。但是,间隙过大则会改变轴承的动力特性,引起转子运转不稳定。同时,因高温烟气的加热,导致热量从中间轴传递至轴承箱悬臂轴,造成悬臂轴温度升高,从而至是轴承箱的悬臂轴和轴承发生热膨胀。如果膨胀间隙过小或过大,都会造成轴承温度高。3.2 轴承润滑不良轴承润滑脂不足、过量,润滑脂变质或受到污染,以及油脂混用都会造成轴承润滑不良,轴承润滑不良会导致轴承发热,致使轴承温度升高。轴承润滑脂不足或过量。润滑脂量不足,就不易
5、形成均匀的润滑油膜,无法减少轴承内部摩擦及磨损,导致轴承温度升高。润滑过量会增大轴承的运转阻力,容易造成轴承发热,破坏摩擦表面和润滑油膜,进一步加剧轴承的润滑不良,造成轴承温度升高。轴承润滑脂变质,润滑脂组分因受光、热和空气的作用,发生氧化变质。变质或受到污染的油脂被加入到轴承中,变质油脂中的酸性物会腐蚀轴承,甚至锈蚀,同时润滑脂的滴点下降、基础油粘度增加和流动性变差,造成轴承运转阻力增大,导致轴承失去润滑,轴承发热,温度升高。受污染的油脂存在灰尘、水分或其他有害气体等杂质,这些因素对润滑脂的氧化起催化作用,导致轴承箱内部润滑脂劣化破坏轴承润滑,使轴承温度升高。图1 AN37型轴流引风机轴承箱
6、结构图3.3 轴承冷却不良AN型引风机轴承的冷却为强制风冷。冷却风与轴承箱外壳体接触,进行对流换热,冷风将轴承散发出的部分热量带走,排至大气中。造成轴承冷却不良的原因主要有以下三种:1)引风机轴承冷却风机跳闸或出力下降;2)冷却风机入口滤网堵;3)冷却风管路堵塞或漏风。上述三种原因都会造成轴承的冷却风量变为零或风量减少,那么冷却风与轴承箱外壳之间的对流换热量减少,致使轴承的绝大部分热量没有传递给其他低温物体或流体,造成轴承温度升高。3.4 轴承质量和装配工艺不良如果轴承滚动体、保持架和内外滚道存在各种缺陷,诸如磨伤,划伤、压伤、碰伤、锈蚀、黑皮、变色、麻点、裂纹、起皮和折叠等,保持架铆钉头偏位
7、、歪斜、松弛,游隙超标都会引起轴承温度高。轴承装配工艺不良,在装配过程中造成轴承的机械损伤,或轴承滚道和滚动体内进入金属颗粒,导致轴承运行后造成轴承发热,温度升高。3.5密封圈存在设计隐患AN37型引风机轴承箱轴套密封圈为两套开口钢制缠绕圈,该密封圈有一定的弹性,通过密封圈的弹性与轴承箱前端盖胀紧,在风机运行过程中,密封圈静止,轴套随主轴运转,在密封圈和轴套之间存在一定的间隙。进口钢制开口钢制缠绕圈在使用过程中,如果密封圈发生转动,会发生两个钢圈开口在运动过程中相碰情况,从而使钢圈开口处突出,卡在一起,运行中密封圈变形损坏与轴套粘连跟随轴套旋转,并与轴承盖发生摩擦,致使轴套、密封圈、轴承盖均发
8、生磨损发热,导致轴承温度升高。4 对策 针对上述引起引风机轴承温度高的原因,从以下几方面来制定治理措施。4.1 间隙调整AN37型引风机轴承箱承力轴承侧的热膨胀间隙调整的标准为0.1mm-0.7mm,如果轴承的热膨胀间隙低于标准值时,可以通过前端盖增加合适厚度的垫来调整,最好将此间隙值调整在标准范围的中间值。AN37型引风机轴承箱承推力轴承间隙的标准为0.10mm-0.16mm,调整的工艺及步骤如下:1)将两盘向心推力球轴承、内隔套安装到主轴正确位置,用轴端盖将轴承内圈定位;2)将轴竖立,向心推力球轴承向上,将两盘向心推力球轴承外圈固定并抬起整个主轴,使之悬空,使主轴垂直向下。3)测量两盘向心
9、推力球轴承外圈的间隙,测量应不少于不同方向的4个点,取其平均值,假定为A。设主轴承装配图中要求的此位置轴向间隙(即推力轴承间隙0.10-0.16mm)为B,则隔圈最终加工完成后的尺寸为等于A-B。外隔环大小可进行喷涂和车削处理已达到轴承装配图中要求的轴向间隙0.10-0.16mm。4.2轴承润滑1)轴承箱解体检修时,重新加注油脂,三套轴承、轴承盖与支承轴承、两套推力轴承之间的空腔应用润滑脂均匀充满,两套推力轴承之间隔圈在装配时,其环形槽用润滑脂注满;将润滑脂加注的通道用油枪打通,将旧油脂替换。2)油脂要在没有日光直接照射、干燥和清洁的环境中储存。油脂的容器密封良好,每周对对储存的油脂要进行检查
10、,确保油脂不变质。3)定期加油脂,每月一次,油脂量为承力轴承加100g,推力轴承加120g,加油脂时应严格控制用量,在加油脂过程中要时刻关注轴承温度变化,并且不要在环境温度高的时间加油脂,尽量选在下午或夜间环境温度适中时加油脂。4.3 轴承质量和装配工艺1)严把轴承验收关,轴承的滚动体、保持架和内外滚道,无各种机械伤痕,诸如磨伤,划伤、压伤、碰伤等,无锈蚀、黑皮、变色、麻点、裂纹、起皮和折叠,各滚动体形式要一致,保持架无磨损,其铆钉头是否偏位、歪斜、松弛、缺肉或“双眼皮,焊接的位置是否正确,焊点过大还是过小,有否焊接不牢或焊接过度引起卡住滚动体现象。轴承的游隙不超标,转动灵活,无卡涩现象。2)
11、轴承不准使用强力装配,不准敲打外圈或轴。轴承装配时, 通常应将内圈和外圈带有钢印的一侧装在同一侧, 并朝着热装滚动轴承的轴伸出端方向。轴承装配时,用轴承加热器或油浴的方法将轴承加热至50-80,不得超过100,然后进行热装,当轴承装到轴肩位置后,应对轴承用工具进行固定,待冷却后发方可松开固定工具,以防止轴承窜动;轴承安装时施力的合力尽可能通过轴承的轴线,施力的大小宜平稳均匀,不宜有冲击,最好采用油压或用能施加平稳压力的工具,如果采用锤击时,要通过铜套筒等较软而不落屑金属加以缓冲,敲击力尽可能轻缓。4.4轴承冷却系统1)在检修中对轴冷风机解体,确保风机的温度运行以及出力,对管路接头和密封垫进行紧固更换。2)每天两次对轴冷风机入口滤网进行检查。4.5密封圈改型将引风机轴承箱密封圈由原来的钢制缠绕圈改为聚四氟乙烯材质的闭环密封圈,该种密封圈就不存在运行中密封圈变形损坏与轴套粘连跟随轴套旋转而导致轴承温度高的问题。5 结论AN型引风机轴承温度高的原因是复杂的多方面的,因此我们要综合来考虑造成引风机轴承温度高的原因,采取多方面的措施来防止引风机轴承温度高的异常,从根本上解决轴承温度高的问题,降低引风机轴承的故障率,节省检修费用,保证设备和机组的长期稳定运行。
 AN型引风机轴承温度高治理
AN型引风机轴承温度高治理