《M3205-堆内构件压紧弹簧用Z12CN13的马氏体不锈钢锻件》由会员分享,可在线阅读,更多相关《M3205-堆内构件压紧弹簧用Z12CN13的马氏体不锈钢锻件(6页珍藏版)》请在装配图网上搜索。
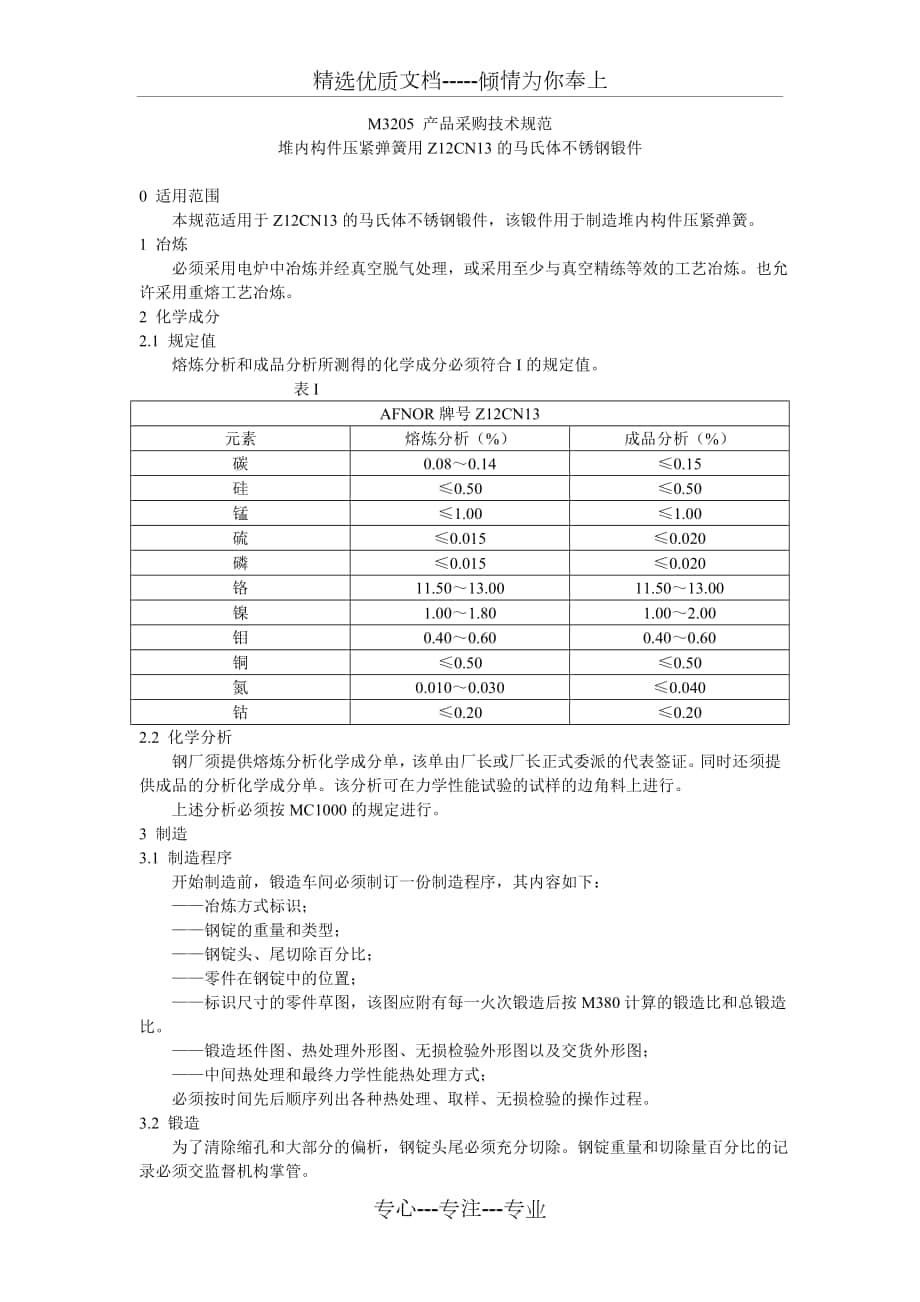
1、精选优质文档-倾情为你奉上M3205 产品采购技术规范堆内构件压紧弹簧用Z12CN13的马氏体不锈钢锻件0 适用范围 本规范适用于Z12CN13的马氏体不锈钢锻件,该锻件用于制造堆内构件压紧弹簧。1 冶炼 必须采用电炉中冶炼并经真空脱气处理,或采用至少与真空精练等效的工艺冶炼。也允许采用重熔工艺冶炼。2 化学成分2.1 规定值 熔炼分析和成品分析所测得的化学成分必须符合I的规定值。 表IAFNOR牌号Z12CN13元素熔炼分析(%)成品分析(%)碳0.080.140.15硅0.500.50锰1.001.00硫0.0150.020磷0.0150.020铬11.5013.0011.5013.00镍
2、1.001.801.002.00钼0.400.600.400.60铜0.500.50氮0.0100.0300.040钴0.200.202.2 化学分析钢厂须提供熔炼分析化学成分单,该单由厂长或厂长正式委派的代表签证。同时还须提供成品的分析化学成分单。该分析可在力学性能试验的试样的边角料上进行。上述分析必须按MC1000的规定进行。3 制造3.1 制造程序 开始制造前,锻造车间必须制订一份制造程序,其内容如下: 冶炼方式标识; 钢锭的重量和类型; 钢锭头、尾切除百分比; 零件在钢锭中的位置; 标识尺寸的零件草图,该图应附有每一火次锻造后按M380计算的锻造比和总锻造比。 锻造坯件图、热处理外形图
3、、无损检验外形图以及交货外形图; 中间热处理和最终力学性能热处理方式; 必须按时间先后顺序列出各种热处理、取样、无损检验的操作过程。3.2 锻造 为了清除缩孔和大部分的偏析,钢锭头尾必须充分切除。钢锭重量和切除量百分比的记录必须交监督机构掌管。 按M380规定计算的总锻造比必须大于3。3.3 机加工3.3.1 性能热处理前 性能热处理前,粗加工坯件外形应尽可能接近交货件外形,这些外形图必须列入制造程序(见3.1)。3.3.2 性能热处理后 性能热处理后,在最终超声波检验前,零件须加工至交货件的外形。 加工表面的粗糙度应确保无损检验的精确性。3.4 交货状态热处理 压紧弹簧必须以热处理状态交货。
4、3.4.1 热处理热处理工艺为:在9601010奥氏体温度下空淬或油淬;然后作回火处理,即在610670保温4小时后在空气中冷却。此外,压紧弹簧可作稳定化处理。在该情况下,其处理温度应比回火温度低3050。保温后的冷却速度,须在制造程序中注明。所有热处理的详细条件,须在制造程序中注明(见3.1)。必须用放置在锻件上的热电偶测量温度。 在进行回火和稳定化处理时,应至少有两根热电偶置于零件上。热电偶的位置必须在制造程序中标明(见3.1)。 供货商应建立记录分析卡。4 力学性能4.1规定值 力学性能规定值列于表。表试验项目试验温度性能规定值(切向)拉伸室温R0.002620MPaRm760/900M
5、PaA%(5D)14Z%50350R0.002t515MPaKV冲击20最小平均值(1)48J个别最小值40J硬度室温HB226/277(1)每组三块试样中,至多一个结果低于规定的平均值方可验收。4.2 取样 试料必须在试环上完全相对的两个部位截取,试环与零件相连。零件经性能热处理后截取(或切割)试料。试料上应作清楚的标识并指明其最大延伸方向。试料要具有足够的尺寸,以便截取全部试验和复试所需用的试样。试料纵向轴线离圆环内表面的距离至少为20mm,试样有用部分离其它表面的距离至少为40mm。冲击试验试样缺口轴线方向应为试环的径向。取样应按本技术规范附件1的规定执行。4.3 试验4.3.1 试料
6、试料状态应能代表压紧弹簧的热处理状态,在试料上切取试样作有关试验。 若切割后的压紧弹簧作消除应力热处理(见3.4.1)时,试料需在实验室的炉内根据M151的要求作模拟消除应力热处理。4.3.2 试验项目和数量 试验项目、取样方向及试验温度列于表。表试验项目取样方向试验温度每项试验的试样数090180270拉伸切向室温1135011KV冲击切向2033硬度室温11114.3.3 试验实施方式A室温和高温拉伸试验 a)试样 试样尺寸应符合MC1000的规定。 b)试验方法 必须按MC1000的规定进行拉伸试验,并记录以下数值: 残余伸长0.2%条件下屈服强度,MPa; 极限拉伸强度,MPa;断后伸
7、长率,%;断后断面收缩率,%。 c)结果 测得的结果必须符合表中规定的要求 如果情况不是这样,且试样有物理缺陷(不影响成品的使用能力),或由于试样装夹不妥、或试验机运行失常而使试验结果不合格时则必须另取试样重作试验。如果第2次试验合格,该零件予以验收,反之则按下述规定执行。 如果其结果不合格,不是由于上述任何一种原因所致,则可对测得的每个不合格结果再取双倍试样进行复试。复试试样取自不合格试样的邻近部位,若复试结果均合格,则该零件予以验收,反之,则必须剔出(见4.4)。B冲击试验 a)试样和试验方法 KV冲击试样必须邻近截取。这些试样的形状、尺寸及试验条件必须按MC1000规定施行。试验在20下
8、进行。 每组试验要冲断3根试样。 b)结果 试验必须满足表中对20冲击规定值的要求。 如果其中有一个条件不满足,则该零件须予剔出(见4.4)。 然而,若不满意的试验结果仅是个别值低于所规定的最小值,而其它值均满足要求(平均值合格,仅一个低于规定值),则可按以下方法进行复试:在邻近不合格试样的取样部位,截取三根一组的两组试样,使其在与原组试样相同温度下进行试验。如果两组(三个试样一组)试样中的任何一个结果不符合4.1的规定,则该零件须予拒收,并按4.4“重新热处理”的规定执行。C硬度试验按MC1000的规定进行硬度试验。如附件1所示,在试环的一个面上隔90的四个部位测定硬度。 硬度试验结果用作零
9、件均匀程度的判断依据。4.4 重新热处理 由于一项或几项力学性能试验结果不合格而被拒收时,可重作热处理。重新热处理的条件必须列入试验报告。 在此情况下,试样必须按4.2的规定截取。要进行的试验内容须与4.3的规定相同。重新热处理不允许超过两次。5 外观检查表面缺陷 在制造加工的各个过程中,应仔细检查零件,以确保金属的完好性。 压紧弹簧必须完好无损,不得有发纹、裂纹、切痕或其它有害的缺陷。 应对粗锻制加工的压紧弹簧的所有表面进行液体渗透检验(MC4000)。 可记录条件和检验准则如下: 尺寸等于或大于1mm的任一缺陷应予记录。凡呈现下述显示的缺陷应标明、清除或予以修补: 1)线状显示; 2)尺寸
10、超过3mm的非线性显示; 3)3个或3个以上间距小于3mm的排列成行的显示; 4)在100cm2的矩形面积上,累计有5个或5个以上密集痕迹。该矩形长边不大于20cm,且位于痕迹评定最严重的部位。 如果上述检验发现零件上有不允许存在的缺陷时,则零件不能原状验收并按第7节的规定处理。6 体积检验 内部缺陷检查采用超声波检验。6.1 检验时机 检验应在锻件最终机加工后进行;对于最终成形后不能检验的部分应尽可能提前进行检验。6.2 检验方式 超声波检验的实施方法按MC2310和MC2320的规定。 探头特性参数通常如下:直射法检验:探头频率为23MHZ, 斜射法检验:探头频率2MHZ,反射角45。6.
11、3 扫查图和检验范围 锻件整体都要进行内部缺陷检查。 采用细扫查方式。 锻件类型为3C型。6.4 信号的评定 按MC2310和MC2320的规定进行评定。6.5 可记录条件和检验准则 直射法检验(1) 信号记录范围和验收限值应按NF A04308的规定的质量3级; 斜射法检验 回波幅度50%参考曲线高度的任何信号都应予以记录; 回波幅度超过参考曲线高度的任何信号判为不合格。7 缺陷部位清除 只有用打磨法清除缺陷后,零件尺寸仍在规定的公差范围内的缺陷须予以验收。 修补后,必须按MC4000的规定作液体渗透检验,所采用的准则与第5节的规定相同。8 尺寸检验 不论是锻造车间交货零件的外形还是成品件外形,都必须按采购图的要求进行检查。 须记录主要尺寸。这些测量值必须处在采购图样规定的公差范围内。9 标记 供货商必须按G1300的规定确定采用的标志和标记方法。10 清洁包装运输 必须在订货单中规定各种要求。11 试验报告 不论交货前的零件状况如何,供货商在每一项试验后必须建立以下相应的报告: 熔炼分析和成品分析的化学成分单; 热处理记录分析卡; 力学性能试验报告; 无损检验报告;尺寸检验单; 这些报告必须包括: 炉罐号和锻件编号; 供货商识别标志; 订货单号; 如有必要,检查机构的名称; 各种试验和复试结果,及与相应的规定值。附件1 专心-专注-专业
 M3205-堆内构件压紧弹簧用Z12CN13的马氏体不锈钢锻件
M3205-堆内构件压紧弹簧用Z12CN13的马氏体不锈钢锻件