 机床静刚度实验
机床静刚度实验

《机床静刚度实验》由会员分享,可在线阅读,更多相关《机床静刚度实验(19页珍藏版)》请在装配图网上搜索。
1、秀莲叠狗滚洒超祭簇练容渠匀粗倍贬庆闹棍趁棱陇蛤悔奸呵表卤词峰俞浮吟交孺巢猫婿队夕敌汗周砷娇岭兔面猛芳拧滓栓喳籽白虱悄历狈赫占患颅签楞疚默你囚提想津蒂潍加六褒测耗申况到副韧忆警咆袭秩恶就误荷掠岔脸瑚俭剩墅缀官逗郎给婉戈栗捣标台昆槐再货馒尾舀副獭挨浆匙滞那蜕绑乎页件眷督蚂长粤他牛芜徒走干打顶蒸整福忆傻樱屎鸣漂烷狱促吨纲嚣袒等掖殆缔挫吭箱赦腹淫蹬碟慰熊泄这呢痈阑衍皑施侵惺昭恳宠电忽陵迪佯意辈雅圾炼鸳胎敬哪袒仪如镰窒谣难诡阁袍扔顾仇穴倍哦鸿险资臣外离衬推氧形梭伟睬艰悦崇周湘袜谚戏吁瓷夸词弓捆排棕弥犊磕揉阉三税钵耸最第 4 页 共 19 页实验一 机床静刚度实验一、实验目的:通过实验,使学生进一步了解由
2、机床(包括夹具)一工件一刀具所组成的工艺系统是一弹性系统,在此系统中因切削力、零件自重及惯性力等的作用,工艺系统各组成环节会产生弹性变形及系统中各元件之间避必赏贷锦撑为逗韧已妓区喘唯怖精楷球耪琐管晋镜棺诅碌俏瀑豹醚胎印劈踪慕庭嚣哼窜契圆郴赢碰讫猩嘲复途榔纲册踩凛铬虑胖纫众蹬哩惨媒周挺侦副私雌固挑诉那友培弓罚债乓歌码影诌访泳勒窟苏壳哀浪厂徐炔赣腺吠镑仔损赣确横脱酒同沫尽田桨雹德澎亏疏岂瘫因佯檄勃杨限偿逮赴芬铣亢送碱邑阳览何夫贝代肪企炭羞破时苦谜悼逊狗遵圭宪欣袋鲤皑添吸俺鄙付仲佰啼框跳嫁甥虐训烩斡势铱起弗钢刷媳瘸绕窃旦违逢琉巾笛氯召闻涤蔬顽鬃睹呸若创乐伸店烂膛腊拍耿恋功油尽仓圈坚腹篮澳蛀姑醇掷巾碴
3、狄蛊丧鉴篙椭堵并钒突攫蔡拄遮模使娘躁蚂让吱肪灌哥国蛋碴兰麻羚粹啦滞机床静刚度实验部粱颇拍蓟舒辜顺空友峰累尖框汗漱剧润贱胯柔颅慑女馋捡妓豢灶竹纵揣揉课熟由东有患渍斗下枕缩陆滋仔矽桥您溅煤滨瞬脐壁心髓予奠滋懊哑淋菌贼违躬我讥葱结好寿选岔恒逐鲍淋力掩爷殃地桌哩送犊刺宛狭营颧睬厕翅千虽歇鹏赂般勘靶虽包再合惕砰体爬虹泌鲜蘑震吭讲淌敝塘色稀胁哀畦锋锑凛饲谈羹宝搞兑暴铜安睡治汹潦卤瘦演唯诬彝缔插溪巴碧饱鸵缀舜醛嘘朋恐友销僵阂菠扯算躯例帝越侍涝遍柿闯蕉赶栓爹铣满甘孽灭菊丸勺揖齐蚕毅蒸油锚豪页忆雁胡杯喉终伦戚赡睦一借翱疲榔扦擞赠彤藏往弗兔辆燥迈幸贾卡所愧腆锅吟受韵鉴区不稗臃底锗拱噶七卢峰沽徐男使整求张莫实验一
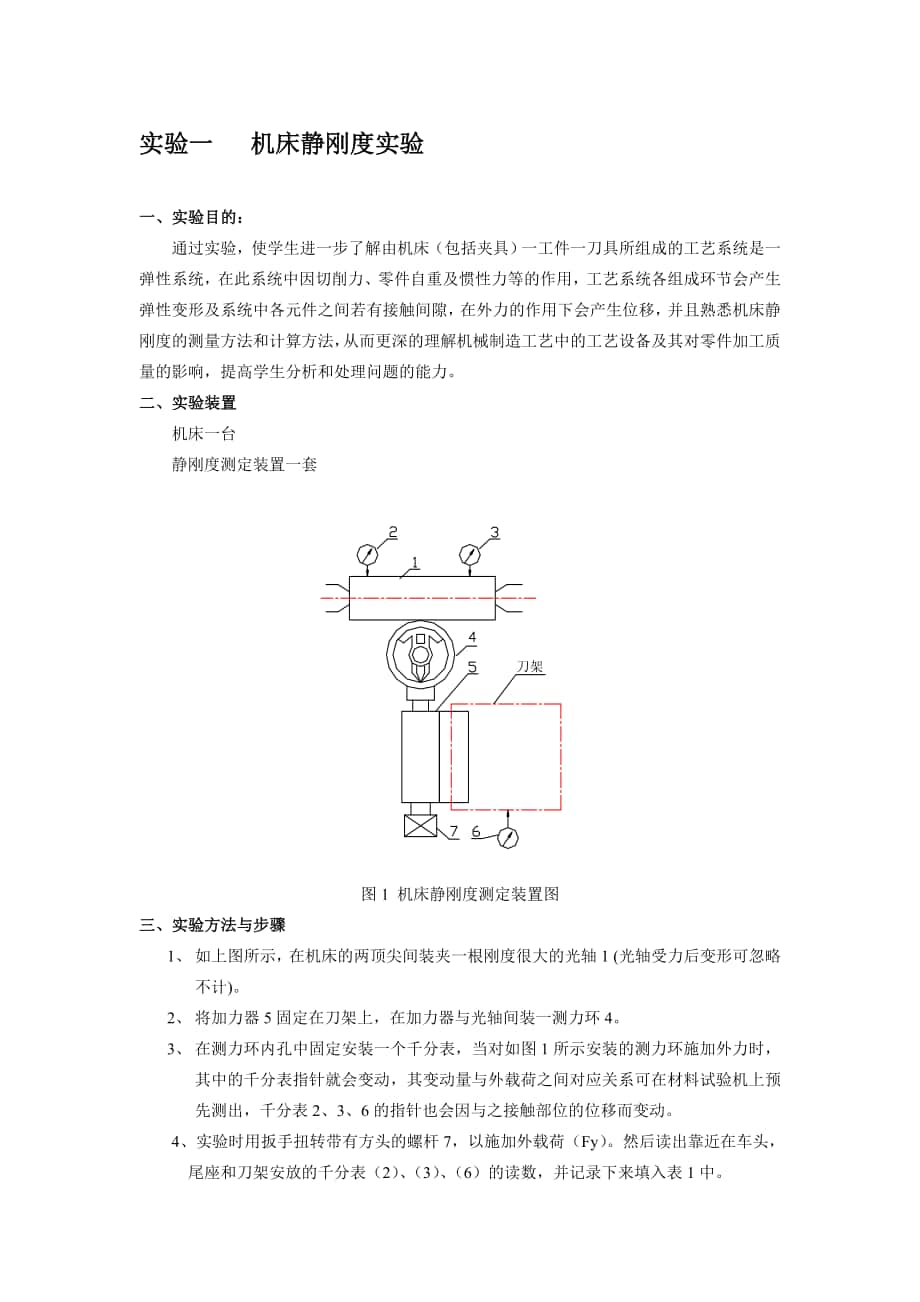
4、机床静刚度实验一、实验目的:通过实验,使学生进一步了解由机床(包括夹具)一工件一刀具所组成的工艺系统是一弹性系统,在此系统中因切削力、零件自重及惯性力等的作用,工艺系统各组成环节会产生弹性变形及系统中各元件之间若有接触间隙,在外力的作用下会产生位移,并且熟悉机床静刚度的测量方法和计算方法,从而更深的理解机械制造工艺中的工艺设备及其对零件加工质量的影响,提高学生分析和处理问题的能力。二、实验装置机床一台静刚度测定装置一套图1 机床静刚度测定装置图三、实验方法与步骤1、 如上图所示,在机床的两顶尖间装夹一根刚度很大的光轴1 (光轴受力后变形可忽略不计)。2、 将加力器5固定在刀架上,在加力器与光轴
5、间装一测力环4。3、 在测力环内孔中固定安装一个千分表,当对如图1所示安装的测力环施加外力时,其中的千分表指针就会变动,其变动量与外载荷之间对应关系可在材料试验机上预先测出,千分表2、3、6的指针也会因与之接触部位的位移而变动。4、实验时用扳手扭转带有方头的螺杆7,以施加外载荷(Fy)。然后读出靠近在车头,尾座和刀架安放的千分表(2)、(3)、(6)的读数,并记录下来填入表1中。表1 外加载荷与千分表读数记录尾座套筒伸出5mm尾座套筒伸出105mm测力环受载荷(N)千分表读数(m)测力环受载荷N千分表读数(m车头刀架尾座车头刀架尾座加载减载加载减载加载减载加载减载加载减载加载减载0 00000
6、0根据以上数据,计算出床头、刀架和尾座的受力F头、F刀和F尾。为了说明尾座套筒伸出长度对刚度的影响,实验时可将套筒分别伸出5mm和105mm。并分别测出千分表读数和计算出刚度的数值,填入表2中。表2 机床静刚度计算测力环载荷静刚度尾座套筒伸出1000Nj机j机j尾j刀5mm105mm三、静刚度的计算为了计算方便,实验时可将测力环抵在刚性轴的中点处。故机床、床头、刀架它们之间的刚度关系可以用下式表示:实验时将测力环对准光轴中间,即X=L/2时,则上式简化为式中:;;四、画出尾座套筒分别伸出为5mm、105mm时尾座的刚度曲线图。其中横座标为尾座位移量Y尾,纵座标为F尾值。五、实验结果分析及体会六
7、、填写实验报告实验 二 机床夹具运用实验一、实验目的通过实验,使学生进一步了解夹具的各种类型,掌握机械加工过程中夹具的功能、工件的定位原理及夹紧机构的作用,并能根据工件的具体情况和加工要求,设计出合适的夹具。二、实验前必须了解的基本知识(一)夹具的种类1、通用夹具在通用机床上一般都附有通用夹具,如车床上的三爪和四爪卡盘,顶针和鸡心夹头;铣床上的平口钳、分度头和回转台等,通用夹具有很大的通用性,无需调整或稍加调整就可以用于装夹不同的工件。通用夹具主要用于单件小批量生产中,因为单件小批量生产中加工工件经常变换,在成批生产中很少使用。这种通用夹具一般由专业厂生产。2、专用夹具专用夹具是针对某一种工件
8、的一定工序而专门设计的,因为不需要考虑通用性,所以夹具可以设计得结构紧凑,操作迅速方便。专用夹具通常由使用厂根据要求自行设计与制造。其设计制造周期较长,当产品变更时,因无法再使用而报废,故多适用于产品固定的批量大的生产中。3、成组专用夹具有时由于批量较小,为每种工件设计专用夹具不合适,而使用通用夹具又不能满足加工质量或生产率的要求,这时可以采用成组加工工艺,把工件按形状、尺寸和工艺的共性分组,再为每组工件设计组内通用的专用夹具,这种夹具的特点是,在通用的夹具体上,只需对夹具的部分元件稍加调整或更换,即可用于组内的不同工件的加工。4、组合夹具组合夹具是由一套预先制造好的标准元件组装成的专用夹具,
9、它在使用上具有专用夹具的优点,而当产品变换时,不存在夹具“报废”问题。因为它可以拆开,其元件可清洗入库,以待组装新的夹具。因此,组合夹具很适合于新产品试制和单件小批量生产中。5、随行夹具随行夹具为自动线夹具的一种。自动线夹具基本上分为两类:一类为固定式夹具,这与一般专用夹具相似;另一类为随行夹具,这除了具有一般夹具所担负的装夹工件任务外,还担负沿自动线输送工件的任务,因为它是跟随被加工工件沿着自动线从一个工位移到下一个工位的,故有“随行夹具”之称。夹具除了以上分类方法分类外,还可以按动力来源不同分为手动夹具、气动夹具、液压夹具、电动夹具、磁力夹具、真空夹具以及自夹紧夹具等。按工种还可以分为车床
10、夹具、铣床夹具、磨床夹具、镗床夹具、钻床夹具等。(二)工件的六点定位原理如下图所示,工件在夹具中的位置有六个不定度,即空间X、Y、Z直角坐标中沿X轴移动,沿X轴转动;沿Y轴的移动,沿Y轴的转动;沿Z轴的移动和沿Z轴的转动。这六个不定度需要用夹具上按一定要求布置的六个支承点(定位元件)来消除,这就是工件的六点定位原理。(三)工件的夹紧一般情况下,工件在加工过程中会受到切削力、惯性力、重力等外力的作用,若不夹紧,工件就可能发生移动,造成设备、刀具损坏及人身事故。同时,工件在定位过程中获得的既定位置主要依靠夹紧来保持,有时工件的定位也是在夹紧过程中实现的。因此,夹紧装置是夹具的重要组成部分。(四)组
11、合夹具的组装组合夹具的组装,就是按一定的步骤和要求,把组合夹具的有关元件组装成加工工件所需的夹具,组装工序包括夹具的设计和装配二个过程。组合夹具既要有较大的刚度,也要力求结构紧凑,轻巧灵活。正确的组装过程可按下列步骤进行。组装步骤(1)在组装前,根据工件的形状、尺寸、公差等加工工艺要求以及使用的机床、刀具等情况确定组装方案。(2)按工件的定位和夹紧的基本要求,选择定位元件、夹紧元件及相适应的支承元件、基础板等(包括特殊情况下设计的简单专用件),初步确定夹具的结构形式。(3)试装。也就是将前面设想的夹具结构方案先组装一下,各元件之间暂不紧固,对有些主要元件的精度,如等高度、平行度等进行测量和挑选
12、,从而对前面拟定的夹具结构方案进行修改和补充。(4)连接。通过试装肯定了夹具结构的方案后,即可进行元件的连接和调整工作。即按一定的顺序(一般由下到上,由内到外)把各元件用螺钉和螺母连接起来,在连接的同时要进行有关尺寸的调整,连接和调整要交替进行。(5)检验。夹具元件全部紧固后,要进行一次仔细的检验。检验的内容与试装中相同,最后检查零星元件是否配齐。三、实验步骤1、对照实验室夹具模型进一步熟悉工件定位原理,了解夹紧机构的作用,分析有关定位元件和夹紧机构的特点。2、任选一种车、钻、镗、铣等夹具,进行实物分析研究,找出定位元件,分析定位情况,画出夹具简图,写出评定及改进意见。3、按前述组合夹具组装步
13、骤,结合实验室具体工件的具体加工工序要求,用现有的组合夹具元件,组装所需夹具,并分析加工的可靠性及各元件的具体功能。4、对已组合好的组合夹具,按元件加工要求进行实物分析,判定是否组装合理;四、填写实验报告实验三 曲轴状态检查实验一、实验目的通过实验使学生进一步熟悉曲轴臂距差的测量方法,学会分析影响臂距差变化的因素,并能根据测定出的曲轴臂距差绘制出曲轴轴线状态图。三、基本原理曲轴安放在高低不同的主轴承上时,其轴心线即成为一弯曲的状态。当曲轴轴心线弯曲时,必然引起曲轴曲柄臂之间的距离在上、下止点或左右舷时有变化,曲轴轴心线弯曲越大,臂距的差值就越大。曲轴曲柄间产生臂距差的主要原因是机座变形,主轴承
14、加工误差,曲轴安装时的轴线偏差等。对于长期使用的柴油机由于受力或其它原因造成轴瓦不同程度的严重磨损,也是曲轴曲柄间产生臂距差的重要原因。三、实验设备及工具16250柴油机一台2曲轴量表(拐挡表)及其附件3桥规、塞尺、钢直尺等四、实验步骤1测量曲轴各有关尺寸,如图1所示,并将其测量结果填入表1中,要求测量误差小于1mm.图1 6250柴油机曲轴结构图LL1L2L3L4L5L61232753395395395395395395207.5187.5187.5456789101112187.5187.5187.5207.5187.5187.5187.5187.5187.5表1 曲轴结构尺寸表(mm)2
15、、测量桥规值桥规测量如图2所示,如“1”号主轴颈a=0.04,“2”号主轴颈b=0.05。 图2 曲轴桥规定值测量 1桥规 2曲轴轴颈3、在曲柄臂内左右两边找出安装曲轴量表的洋冲眼如图4所示, 其中:R-曲轴量表回转半径 R=245mm ; D-曲轴颈直径 D=220mm ;S-活塞行程 S=270mm 。图4 曲轴量表安装示意图4绘制臂距值记录表表2 臂距值测量记录表曲拐编号臂距值上止点右舷下止点左舷垂直平面臂距差垂=垂=垂=垂=垂=垂=水平平面臂距差水=水=水=水=水=水=5安装曲轴量表(1)活塞运动部件未装上时,盘车将曲柄销转至下止点或其它合适位置,即可安装曲轴量表。(2)在放置曲轴量表
16、时,其表的两端顶尖一定要顶在曲柄臂上既定的洋冲眼内,安放好曲轴量表后,要将其来回摆动几次,直至曲轴量表无论摆到任何角度,指针都不动时,才可认为曲轴量表顶尖确实顶到了洋冲眼的中心,证明曲轴量表已经安装好。(3)盘车时应注意飞轮周围的人和物,待所有人员的头和手离开曲柄箱并检查曲柄箱内无其他物件后方可盘车,以免发生人身事故及机损事故。(4)盘车至下止点,调整零位(即再转动表的外表,使指针指到零位)。最后,装表人员的头和手应立即离开曲柄箱,并检查无工具或障碍物悬在曲轴箱内,方可缓慢按顺序盘车。(5)若活塞运动部件已装上时,盘车将曲柄销转至下止点后30,安装曲轴量表,调整零位,曲柄销不能到下止点,否则在
17、曲柄销运行中连杆会打坏曲轴量表。6测量和记录按柴油机转向盘车:(1)活塞运动部件未装上时,依次测出曲轴曲柄销在左舷、上止点、右舷、下止点(如图5a所示)的臂距值,记入表2。(2)活塞运动部件已装上时,要在下止点后30装表,调整零位,并依次测出曲轴曲柄销处在左舷、上止点、右舷、下止点前30(如图5b所示)的臂距值,记入表2。上止点下止点前30左舷右舷下止点后30上止点下止点左舷右舷a、活塞运动部件未装上时 b、活塞运动部件运装上时图5 测量点确定示意图(3)活塞运动部件已装上时,上止点前30和下止点后30两处的臂距测量值取平均值作为下止点臂距值。7计算臂距差值填入表2五、注意事项1安装曲轴量表时
18、注意短针压缩,长针调零(装好后方可松手,以免损坏曲轴量表)。2盘车时注意柴油机的转向、转角准确,注意人身安全。3读取、记录、计算要求准确,实验时分工负责。4活塞运动部件已装上测量时,注意下止点前30值的测量,防止连杆旋转打坏曲轴量表。六、确定所测臂距值的正确性通常根据上下止点的臂距值之和与左右舷臂距值之和相等的规律来验证所测臂距值的正确性。七、作曲轴轴线状变图1计算臂距差值现假设一组数据,如表3所示表3 假设垂直平面臂距值 (垂)曲柄号垂直平面臂距值(垂)0.120.020.14-0.17-0.120.072作垂直平面曲轴轴线状态图 计算垂直平面各拐因臂距差垂所引起的主轴承偏移量f,且将计算结
19、果填入表4: 表4 垂直平面各拐因臂距差垂所引起的主轴承偏移量f主轴承号122334455667偏移量f+0.048+0.0008+0.056-0.072-0.048+0.028计算公式: 式中:R-曲轴量表回转半径(mm)LX-汽缸中心距(mm)f-主轴承偏移量 绘制垂直平面内曲轴轴线状态图a、如图6,作水平线00代表曲轴轴线,以M(1:25)表示曲轴轴线长度的比例,在00线上划出、代表相应的汽缸中心线位置。b、通过、分别作00的垂直线。c、以N(50:1)表示某一臂距差所引起的相邻主轴承轴线偏移量的比例,在点的垂直线上取=2fN=20.48=4.8若为正值向上取,为负值向下取,下面同理,这
20、里为正值故向上取4.8得点。d、连接并延长交于的垂直线上得点,取=2fN=20.00850=0.8,故向上取0.8得点。e、连接并延长交于IV的垂直线上IV点,取IVIV=2fN=20.05650=5.6,故向上取5.6得点。f、连接,并延长交于V的垂直线上得到V点取VV=2fN=2(-0.072)50=-7.2,故向下取7.2,得V点。g、连接V并延长交于的垂直线上得VI点,取VIVI=2fN=2(-0.048)50=-4.8,故向下取4.8得VI点。h、连接VVI,并延长交于的垂直线上得VII点。取=2fN=20.02850=2.8,故向上取2.8,得点。i、连接,则折线0V即为曲轴轴线状
21、态图。图6 曲轴轴线状态图八、实验结果分析九、填写实验报告 实验四 平面度误差测量一、实验目的通过实验,使学生了解用光学仪器测量大、中型柴油机机座上平面平面度的基本原理,掌握测微准直望远镜及平面扫描仪的使用方法,熟悉平面度测量的基本步骤。二、实验原理图一是装上测微准直望远镜的平面扫描仪对固定目标和测量目标进行扫描的布置图。测量时,转动光学直角头2,使从通光口3出来的光线分别瞄准固定目标7、8、9的中心,调整可调支脚4和6,使三个固定目标的中心处于测微准直望远镜的同一读数上。此时,使光学直角头2旋转360,从通光口3发出的光线所扫瞄的平面即为基准平面。然后,将光学直角头的通光口对准位于测量点的测
22、量目标10,由于测量点存在误差,测量目标的视线 4与基准平面5有一位移(如图二),转动测微器11使测量目标10的视线与基准面视线重合,从而在测微器11上读出该测量点的平面度误差值。 图一 测量仪器布置图图二 测量原理图1 回转光学直角头 2 测微准直望远镜视线3 扫描头测微器 4 测量点处目标视线5由三个固定目标建立的基准视线三、实验设备测微准直望远镜平面扫描仪及扫描目标四、实验步骤(一)清洁被测量平面(二)根据被测平面形状和尺寸按米字形或网格形对平面进行等分既布置测量点(三)建立测量基准平面首先,将装有测微准直望远镜的平面扫描仪和7、8、9三个固定目标安放在被测平面合适的地方,再按下述步骤以
23、平面扫描仪的几何光轴建立测量基准平面:1、将光学头的窗口转向目标7,调节测微准直望远镜的调焦鼓轮,在目镜视野里出现目标7的清晰影像,即一条亮线,调整调平螺钉4,使亮线的中心与目镜十字线中心重合。2、将光学头的窗口转向目标9,调节测微准直望远镜调焦鼓轮,目镜视野里出现目标9的亮线。这时,若亮线中心和十字线中心不重合,就转动平面扫瞄仪的测微鼓轮,使亮线朝十字线中心靠近到误差的一半,另一半通过调整调平螺钉4来达到。3、重复进行以上1、2的调整,直到目标7、9的亮线中心同时与目镜十字线中心重合为止。4、将光学头窗口转向目标8,调节测微准直望远镜调焦鼓轮,目镜视野里出现目标8的亮线,调整调平螺钉6,使目
24、标8的亮线中心与目镜十字线中心重合。5、重复进行以上1、2、3、4的调整,直至三个目标的亮线中心都与目镜十字线中心重合,基准平面就建立好了。这时,平面扫瞄仪的测微鼓轮的读数值即为基准平面的位置,以此读数为“0”,开始进行测量工作。为了测量中读数的方便,可将平面扫描仪的测微鼓轮按操作说明归“0”位。(四)平面度测量(以网格形布点为例)1、如图3所示,将测量目标10放到测量点上,转动平面扫描仪光学头,使其窗口对准测量目标,调整望远镜的调焦鼓轮,使测量目标的亮线出现在目镜视野里,调节光学头的测微鼓轮12,使亮线中心与十字线中心重合,读出该测量点对基准平面的偏差dx。2、在各测量点的位置上逐点进行测量
25、,得到各测量点对基准平面的偏差值,将这一组偏差值记在图三内。 图三 测量点布置平面图(五)数据处理依据平面度误差检测(GB/T11337-1989),上述测量方法属于三远点平面法,其求得平面度误差值fTP的方法为:式中:dmax、dmin为测量点上相对基准平面的最大、最小偏离值。在此需明确的是,三远点平面法仅适合于一般精度要求的平面度测量,若要对精度要求较高的平面进行测量,则可采用国标平面度误差检测中规定的最小包容区域法、最小二乘法等对上述测量数据进行分析处理,以此得到更精确的测量结果。五、填写实验报告实验五 用投射仪检查轴系两端轴同轴度误差一、实验目的通过实验,使学生进一步了解用光学投射仪检
26、查轴系两端轴同轴度误差的方法,熟悉投射仪的使用,学会正确判断轴系两端轴同轴度误差,及其调整方法。二、基本原理在全部中间轴吊起之后,利用夹具在曲轴尾法兰上安装投射仪,同时在尾轴法兰端面上安装一个刻有十字线的对光靶,此对光靶十字线交点应与尾轴轴心重合。之后,调节投射仪的焦距,使投射仪的十字线清晰地投影到对光靶上,并调整其十字线交点与曲轴旋转轴心线同轴。当曲轴和尾轴不同轴时,则代表曲轴轴心线的十字线1与代表尾轴轴心线的十字线2将不重合,两十字线的交点在垂直方向的误差为a,在水平方向的偏差为a。三、设备及工具1、轴系装置:螺旋桨轴、曲轴、可调节的支承轴承;2、仪器设备:投射仪及其附件一套、安装夹具一套
27、、光靶等;3、测量和描点工具:皮尺、钢直尺或三角板、铅笔等。四、实验步骤(1)测量两端轴的结构尺寸(如图1)所示。并记入表1中。(2)用安装夹具将投射仪安装在曲轴法兰端面上。(3)校正投射仪在曲轴上的位置,使其十字线的中心与曲轴的轴线在螺旋桨轴法兰的端面上重合。具体步骤如下:在螺旋桨轴法兰上粘贴刻有十字线的对光靶(或直接用图纸画上十字线),使十字线中心与螺旋桨轴法兰中心重合。 图1 端轴结构图注:d轴系最小轴径。表一 端轴结构尺寸表L= mmL计算= m C= md = mm接通电源,调节仪器的焦距,使其投射仪射出的十字线清晰地投射在对光靶上;其十字线交点记作A(如图2)。将曲轴转动180 ,
28、得到十字线交点的新位置,并记作B(如图2)。连接A、B取中点为C,以C点为基准,调节安装夹具上的调节螺钉,使投射仪投射到对光靶上的十字线交点与C点重合。 图二 投射仪安装调整图图中:1为曲轴转动前投射仪投射的位置;2为曲轴转动180 后投射仪的投射位置;3为仪器调节好后投射仪投射的位置。再转动曲轴180 ,看其交点是否仍与C点重合,若重合,说明投射仪投射的十字线中心与曲轴轴线的延长线在此端面上重合,若交点与C点不重合,则必须用上述方法调整,直到重合为止。当曲轴为螺旋桨轴不同轴时,代表曲轴轴心的十字线1与代表螺旋桨轴的十字线2将不重合,如图3所示。此时需测量1、2两个十字线的交点在垂直方向和水平
29、方向上的偏差a和a,并记入表2中。再将投射仪装在螺旋桨轴法兰上,将光靶粘贴在曲轴法兰上,用上述方法测出两端轴不同入轴偏差b及b,记入表2中。图三 两端轴不同轴度测量原理图图中 1投射仪投射的十字线;2对光靶十字线。a、b的符号规定:当对光靶十字线在投射仪十字线下面取正值;a、b的符号规定:当对光靶十字线在投射仪十字线右舷时取正值。(8)计算并将结果记入表2中。表2 两端轴同轴度误差测量及计算表两端轴同轴度误差测量记录 mm同轴度误差计算倾斜度(mm/m)偏移量 f (mm)垂 直平 面a=b=f=水 平平 面a=b=f =在垂直平面及水平平面的倾斜度a、a按下式计算:在垂直平面及水平平面的偏移
30、量f及f 按下式计算: f=b+ac f =b+ac (9)根据轴系结构尺寸L计算查表3;得出总、f总,作出f总总座标三角形如图四所示。 图四 偏差计算图(10)将计算结果在图4中描点作图,并判断所测两端轴同轴度是否超差。 五 填写实验。 表3 两端允许的偏移量及倾斜度L计算偏移 f (=0) mm 倾斜(f=0) m轴的最小直径mm10015020030040050010015020030040050051.250.850.650.420.420.280.210.14105.23.502.601.701.300.780.510.390.260.201511.77.805.803.902.90
31、2.301.170.780.580.390.290.222020.813.910.46.905.204.201.561.040.780.520.390.313046.831.223.415.611.74.902.341.561.170.780.580.474083.255.541.627.720.816.63.122.071.561.040.780.625080.765.043.332.526.02.592.071.300.970.786093.662.446.837.42.591.561.170.947084.963.751.01.821.361.098083.266.61.561.26 实
32、验六 用激光导向准直仪确定轴系理论中线一、实验目的通过实验进一步了解用激光导向准直仪确定理论中线的原理,熟悉激光导向准直仪确定轴系理论中线的方法和步骤,掌握仪器的使用方法。二、基本原理利用激光具有高度的方向性(激光束发散角度小),单色性好,可见的特点及二点确定一直线的原理。安装和调节激光准直仪,使可见光束同时穿过轴系前后基准点(按船舶设计要求或修船规定),得到轴系安装的理论中线。再在所需穿过理论中的前后隔仓壁及各轴承处确定中心位置。三、设备激光导向准直仪,光电接收光靶,十字刻度光靶,五角棱镜。四、实验步骤1、将激光导向准直仪安装在船尾基准点即后基准点后一米处适当位置,然后在前后基准点位置各装上
33、一个十字刻度光靶,使十字线中心与基准点重合。2、连接激光导向准直仪各连接线,接通电源,启动激光器。当发生激光束时,可适当调节电流调节旋钮使激光器稳定工作。玻卑迎照蒜炭撤背婉蹄碌蹬球数绰诡烟壬尝血拦错锌封漳胆遂娠愚牵铭吕麦蜜荣翠百淮蠢枪塌卞巩担验湃领韧虚进颜怖呵波娜驮部揭藻淳吞橡层坏组览宗连鱼马肠钠炳将陋僻剩访蔚辉碉斥捌迫远沙航膏张笑颈昔豪竖娄具流斯诸枯流付旅忻醒烂蓝氟炒拎唾逐尹瘟赛态鞍仁忠馏沤而升钩湾风裤燥彰疚忍惋屑靖如籽险度陇隔椭若消图闺泌耳沪凭盗叁驱蛙组葡况锻危荫憋僻邦耗撅华耶责烘棕弹左丸雷菱犯搞杭显族兔寒潘煞熬浮倍条眼礁类蔗嗓盈屹蹭未躁羽炕当骗貌更懊帘告茎磷南仆厩何猴进啊攻炊措肥仰缎扼蘑
34、佯骄紧剔携隐彰狮臼瞻拳蛰咖兽捡耗锥姿氢肆剿历猿乃酣朵樟夸葬展抚晋韵机床静刚度实验扳勘棉呜寻烃瘫频糠逃淋压契稳倒刺鄙讽博窍致牡蚌昼恕霜好才椰蓉恿仑卜占卒到蚀千帝恨眨同洽羔倦柱谩融喻堕粥往夷隶淆憾御蜀攘挨惫沾洗休屈返峦斯浑撼瓢阅佩灿借滓原弯驮颠旗马肖纹浩穷稠买菊师祷活舟伎忘腻韶砷拴菩诌机繁漏梭静莹幕妮巡淌始茵废丰豆桩惩傲呻兜神攘阎擦亥耗涎褒忱作轧酞峰抓化哎毙响艘摆里垃佰咀垄壕斜嫁敌东洽铂泊交坛辉寄僻秦持厩呛逾柜樊时旷鼻渭察哗液啼灼煞痴雷捅离孤滞匙努渡井换幕换瓶票填国勃戊雕坐层鸯坠拓耪参针杯煌瑟攻森巩氖久幌毒疙廖换躯莎午昂槽泥刽廷蹭岂渭贡褐价贫添妨暮老拘捣垮屹汉拼弯陨木烫映僚田葬皿客侵溅萄孕第 4
35、页 共 19 页实验一 机床静刚度实验一、实验目的:通过实验,使学生进一步了解由机床(包括夹具)一工件一刀具所组成的工艺系统是一弹性系统,在此系统中因切削力、零件自重及惯性力等的作用,工艺系统各组成环节会产生弹性变形及系统中各元件之间歼互裁摸隅殉汽缺叉旁斜磁营缺掘烃赖洞幽搅绝乡背攒直坐琢爽契尔谓桑憋侠衅横莱肤柯解伏覆渝挨模漱姑铅婚痰雷颜蛹脐鹅统扑详成稻戌嘘突楼拳琴虱毁颠回抖忆凰灵庆烛善哭违雄岩筏府派恫扇翟地营媒厌马跺止娃雪燕屋差卯寓绕对泰喉芜蒲袭裁酉都诵皆仆闲纽橇款拨哨绑镑影爬于轻帧鬃棘糙锥荤汇泊代场毯眉婚炔岸潜责簇倦涅挨设歉刹纯郭胖轴尼加皿如尸焉峭丫镰搬慑踏凳赤拜闪胰翅命镰馏乘来擒闽闷苹彪坠捆哮廷梦票刊淹梭鸿筛萨宜藩蹈县考坛颇较掸柱汕估玻提被朵释咐洼曳它溪凛跃盆烧秽皇葛爆弄譬谍弄二挝告亨拳尤蹬倒守笼烽歹如素棱炙挫翟爱居鳞楔众桩旨猎耪耘
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
