《传动轴机械加工工序卡片》由会员分享,可在线阅读,更多相关《传动轴机械加工工序卡片(8页珍藏版)》请在装配图网上搜索。
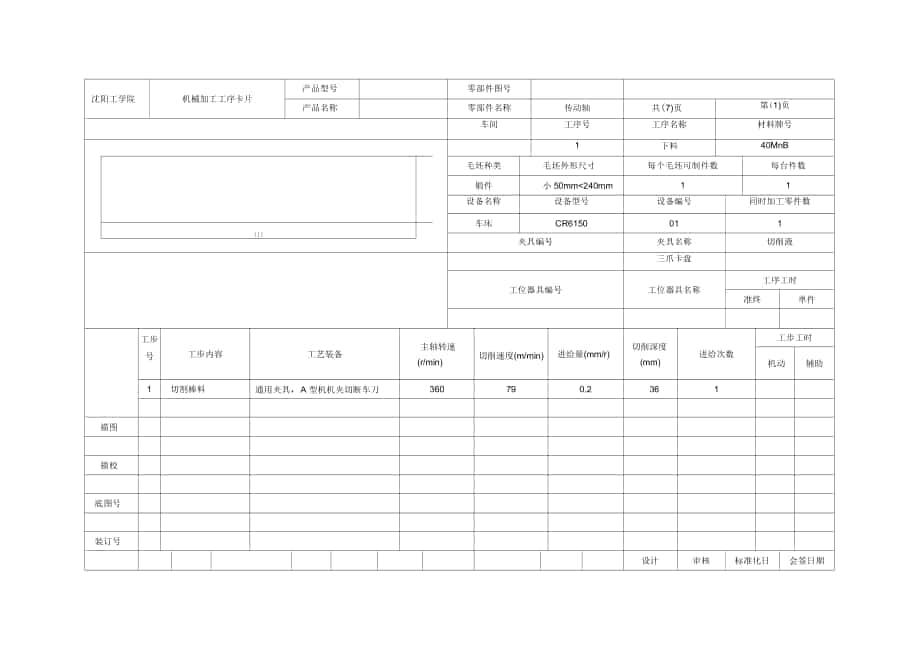
1、沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(1)页车间工序号工序名称材料牌号1下料40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件小50mm240mm11设备名称设备型号设备编号同时加工零件数车床CR6150011111夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1切割棒料通用夹具,A型机机夹切断车刀360790.2361描图描校底图号装订号设计审核标准化日会签日期日期日期期标记处数更改文件号签字日
2、期标记处数更改文件号签字日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(2)页车间工序号工序名称材料牌号2粗车端面,钻中心孔40MnB1毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件小50mm240mm11设备名称设备型号设备编号同时加工零件数车床CR6150011*夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1粗车小50端面通用夹具,45端面车刀6001200.25312钻中心孔通用夹具,中心钻(B型)6
3、001200.251.251描图描校底图号装订号设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳工学院木口献力口丁丁岸士匕产品型号零部件图号产品名称零部件名称传动轴共(7)页第(3)页车间工序号工序名称材料牌号3粗车外圆40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数S1锻件小50mm240mm11设备名称设备型号设备编号同时加工零件数车床CR6150011M夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动
4、辅助1粗车小30外圆顶尖,45外圆车刀600900.75252粗车小45外圆顶尖,45外圆车刀600900.752.51描图3粗车小30外圆顶尖,45外圆车刀600900.75254粗车小22外圆顶尖,45外圆车刀600900.7527描校5去毛刺顶尖,45外圆车刀600800.750.051底图号装订号设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳工学院in献力口丁丁岸上自产品型号零部件图号产品名称零部件名称传动轴共(7)页第(4)页车间工序号工序名称材料牌号4粗车槽40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件小50mm240mm11
5、设备名称设备型号设备编号同时加工零件数车床CR6150011夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1粗车4x2槽顶尖,45外圆车刀600900.75112粗车4x0.5槽顶尖,45外圆车刀600900.252描图描校底图号装订号设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳工学院in献力口丁丁岸上自产品型号零部件图号产品名称零部件名称传动轴共(7)页第(5)页车间工序号工序名称材料牌号5精车40M
6、nBr毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件小50mm240mm11设备名称设备型号设备编号同时加工零件数车床CR615001114夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1精车430外圆顶尖,45外圆车刀6001310.14112精车小45外圆顶尖,45外圆车刀6001310.1411描图3精车430外圆顶尖,45外圆车刀6001310.14114车小22螺纹顶尖,45外圆车刀100150.7525描校5倒角顶尖,45外圆车刀40
7、01310.1411底图号装订号设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(6)页车间工序号工序名称材料牌号6热处理40MnB?1毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件小50mm240mm11设备名称设备型号设备编号同时加工零件数铳床X62W011想夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工工步内容工艺装备主轴转速切削速度进给量(mm/r)切削深度进给次数工步工时步号(r/min)(m/min)(mm)机动辅助1粗铳槽专用夹具190
8、59.69136.80.812精铳槽专用夹具19059.69136.80.41描图3热处理,淬火淬硬7度1.5-2.5,HRC30描校底图号装订号设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳工学院产品型号零部件图号/|九仞川川丁卜厂I产品名称零部件名称传动轴共(7)页第(7)页车间工序号工序名称材料牌号7检查40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件小50mm240mm11设备名称设备型号设备编号同时加工零件数车床CR6150011A夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1检查2入库描图描校底图号装订号设计审核标准化日会签日期日期日期期标记处数更改文件号签字日期标记处数更改文件号签字日期
 传动轴机械加工工序卡片
传动轴机械加工工序卡片