 轮廓类2D零件加工编程范例和参数设定
轮廓类2D零件加工编程范例和参数设定

《轮廓类2D零件加工编程范例和参数设定》由会员分享,可在线阅读,更多相关《轮廓类2D零件加工编程范例和参数设定(29页珍藏版)》请在装配图网上搜索。
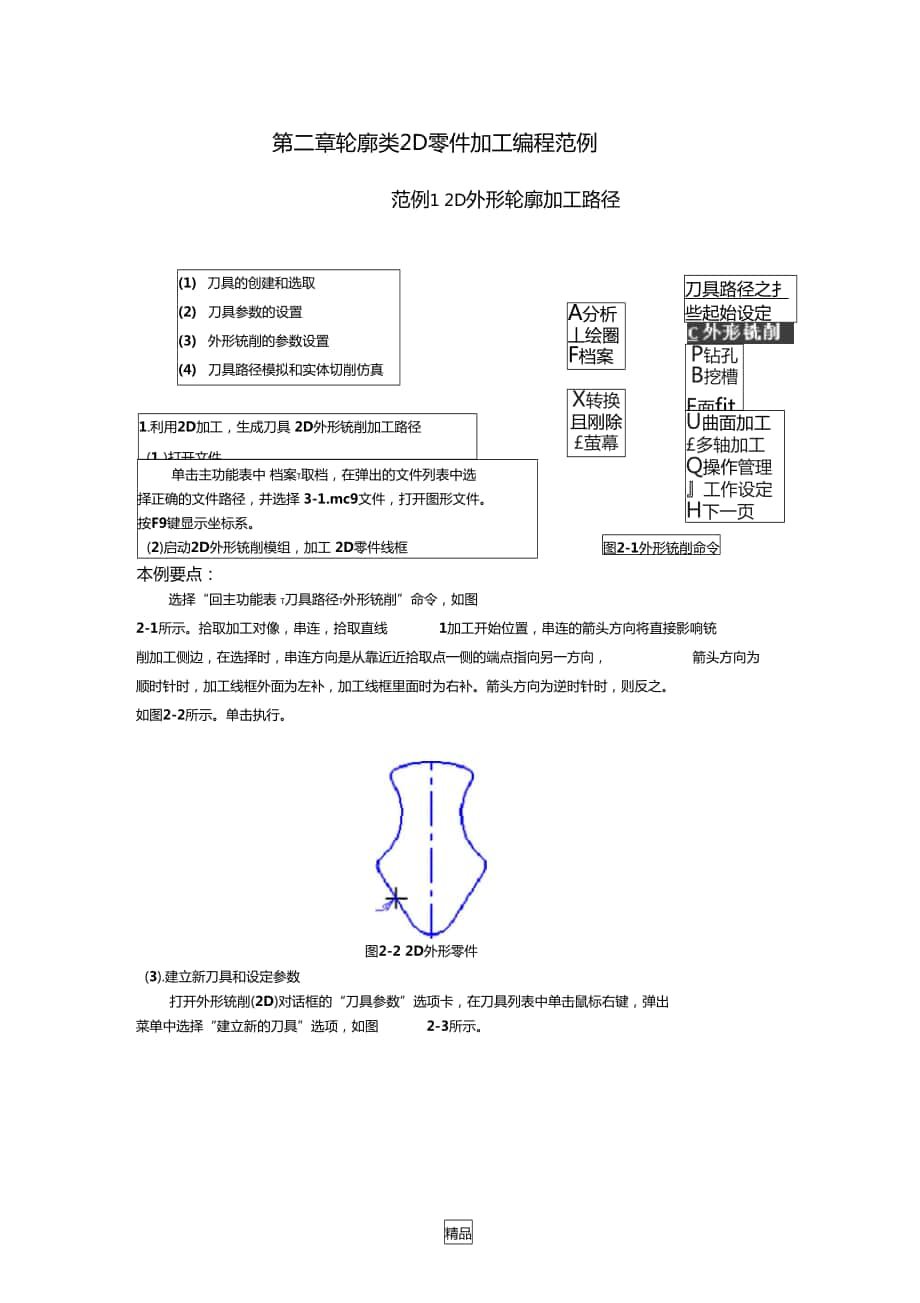
1、第二章轮廓类2D零件加工编程范例范例1 2D外形轮廓加工路径精品本例要点:(1) 刀具的创建和选取(2) 刀具参数的设置(3) 外形铳削的参数设置(4) 刀具路径模拟和实体切削仿真(5) 生成数控加工程序和程序传输A分析 丄绘圏 F档案刀具路径之扌 些起始设定1.利用2D加工,生成刀具 2D外形铳削加工路径(1 )打开文件X转换且刚除萤幕P钻孔B挖槽E面fit单击主功能表中 档案t取档,在弹出的文件列表中选 择正确的文件路径,并选择 3-1.mc9文件,打开图形文件。 按F9键显示坐标系。(2)启动2D外形铳削模组,加工 2D零件线框U曲面加工 多轴加工 Q操作管理 工作设定H下一页图2-1外
2、形铳削命令选择“回主功能表 t刀具路径t外形铳削”命令,如图2-1所示。拾取加工对像,串连,拾取直线1加工开始位置,串连的箭头方向将直接影响铳削加工侧边,在选择时,串连方向是从靠近近拾取点一侧的端点指向另一方向,箭头方向为顺时针时,加工线框外面为左补,加工线框里面时为右补。箭头方向为逆时针时,则反之。如图2-2所示。单击执行。图2-2 2D外形零件(3).建立新刀具和设定参数打开外形铳削(2D)对话框的“刀具参数”选项卡,在刀具列表中单击鼠标右键,弹出 菜单中选择“建立新的刀具”选项,如图2-3所示。U2l外刑铁削(2D) - C:MCAM9,MILLICI2-1.N口 - MPFAN,首鼠右
3、睫=褊辑/定义刀具;左键=选取刀具;Del=#J除刀具一【总经销:胶臭ww. mastercara. c?m. tATM库选取口且逮立新的UM.下JjlA宇1汇入既有的操作 计簞进绪率及主轴转遠 工作设室也汛口r12. 0主轴转速冷却液3103提刀速率|500. 0厂批次模式厂机腿脈点厂备Rfi程17 口具/构麵|0JJ具显示插入指令职消图2-3外形铳削视窗系统将弹出如图2-4所示的“定义刀具”对话框,首先进入刀具类型选择,单击“平刀”选项,系统自动切换到“刀具 t平刀”选项卡,从中可以设置刀具参数,如图2-5所示。打具-平打刀具型式禄世连If确定 | 取消 | 说明 |图2-4定义刀具视窗图
4、2-5刀具-平刀设置直径为10,其余参数均按默认值。再点击“参数”设置刀具加工参数如图2-6所示,图2-6刀具参数2-7点击“工作设定”弹出“工作设定”视窗,进给率的计算选择为依照刀具。如图 所示。工件原点刀具瞞駁之规划P輪出嗓作之注解至苦F立即产生刀具路径 F将刀貝路徑存至腰档 g依序托走刀具号码 r刀尋重复吋显示嚳告讯息 r愷用刀具的步讲星冷却感.等资料 厂输入R号復,自动由卫具澤取刀 r刀座号码等駁刀具号码对具补正号码之设定刀长QL ,半径(WP 増 MF|5r離照刀具进绐率的计算材质金依照刀具量大转速GPM)丽厂目动调整園弧益悄的进给率 厠肌的履小进绝率材质JOMIM mir - 20
5、河确定 | 取消 说明 |图2-7工作设定视窗在“外形铳削”视窗中,选择“外形铳削参数”选项卡,设置XY方向预留量设为 0,由于零件上表面的 Z=0,故设置进给下刀位置为 3.0和参考高度设置为 30.0,加工深度按零 件要求设为-15。注意绝对坐标和增量坐标的选择,参数设置如图2-8所示。图2-8外形铳削参数设置设置分层铳深参数。在“ Z轴分层铳深”前打勾,单击“ Z轴分层铳深”按钮,打开“ Z 轴分层铳深设定”对话框,如图2-9所示,设置分层铳深参数。最大粗切量为0.5mm;精铳次数为0;其余参数按照默认值单击“确定”按钮返回到外形铳削参数对话框。图2-9 Z轴分层铳深设定设置进/退刀参数
6、。单击“进/退刀向量”按钮,打开“进 /退刀向量设定”对话框,如 图2-10所示,设置进退刀向量参数。激活“进刀向量”选项;引线为“相切”;长度为0.0,斜向高度为0.0圆弧半径值为5.0 ;扫掠角度为180;螺旋高度为0.0其它设置按默认单击中间的箭头| -. |,将进刀向量参数复制到退刀向量参数。 单击确定”按钮返回到外形铳削参数对话框。图2-10进/退刀向量设定单击确定按钮,系统即按设置参数计算出刀具路径,屏幕显示刀具2-11所示。2D加工路径,如图图2-11 2D加工路径2 刀具路径模拟和实体切削仿真实体模拟刀削可对工件进行比较逼真的模拟切削,能过切削模拟可以提高程序的安全性和合理性,
7、通过实体切削模拟可以发现在实际加工时某些存在的问题,以便编程人员及时修正,避免工件报废。通过实体模拟切削还可以反应加工后的实际形状,为后面的程序编制提供直观的参考。选择操作管理,弹出“操作管理员”视窗,如图2.12所示。图2-12操作管理员视窗单击“刀具路径模拟”。单击“手动控制”多次,屏幕上依次显示刀具路径,或者单击 “自动控制”,自动显示出刀具路径。使用实体切削仿真来验证刀具路径的正确性。单击“实体切削验证”,弹出“实体验证”视窗,如图2-13所示。实荐套证;星实实萍昱羞刀真:目箭画也也兰1團到创2J 也驾数谡定图2-13实体切削验证单击最左边的“参数设定”,弹出“实体验证之参数设定”视窗
8、,设定参数,单击“确 定”,如图2-14 所示图2-14实体验证之参数设定 单击“持续执行”,实体切削仿真如图 2-15所示。固凹 丄11也 创到圆 1 也图2-15实体切削仿真提示:实体验证的结果图形的变更,可以通过动态旋转的方法,选择一个最佳的观察角度进行检视。3.生成数控加工程序和程序输送(1) 生成数控加工程序在“操作管理员”视窗中,单击“执行后处理” ,视窗中,选中“储存 NC档”、“编辑” “询问”,在MasterCAM系统文件中,有自带一个默认的后处理 PST文件,也可以在图2-16 中单击“更改后处理程式”按钮,选择一个合适的后处理文件。单击确定。图2-16后处理程序输入一个N
9、C文件名,系统自动生成数控加工程序,如图2-17所示。Sf Programmers File EditorFile Edit Options Template Execute 怕匚 ro Window HelpI百同Ell IT百EH丙丐 n 繭Jnixiooann(PROGRAM NAME -2-1 )(PROGRAM TIME - 09:22)(PROGRAM DATE - 1D-0H-07 D/M7V (T- 01 D- Q1 L-时 DIA.=3D-C0MT0IH109 ( IA- = 10- R = 0- G90 G17 G00 GUO GH9 G8 0C91 C28 Z0G99 Q
10、SG X-62-359 V27-82U益0Z3.&01 2-.5 F5 00.GasX-55.399Y32.267G01X-60vnaGO?X-58-fi19V51-022G03X-56-123V67-298G02X-52-ZfiiiV79_3fi313,525 J2222 F1ZQ0.IGMB J4.2661-7.381 J9-461I6-FB5 J4-543X Z7-736 ri2-264 一33-IB4了X-23.877 Y67-298 13-725 J7,521图2-17数控加工程序(2 )程序输送选择“回主功能表 t档案t下一页tDNC专输”命令,在“传输参数”中设置参数,注 意设置
11、传输速率应与机床数控系统的设置相同。选择“传送”选取加工程序文件名,则系统将加工程序输送给数控机床。如图2-18所示。图2-18数控加工程序传输参数4 保存图形文件选择“回主功能表 t档案t存档”命令,键入文件名:2-1A.mc9。储存的图形文件和最 终的刀具路径。范例2对2D外形轮廓边缘作倒角加工本例要点:(1) 刀具路径的复制(2) 外形铳削倒角的参数设置(3) 刀具路径的镜像(4) 刀具路径的平移(5) 刀具路径模拟和实体切削仿真(6) 生成数控加工程序和程序传输1. 复制刀具路径,对轮廓边缘作倒角加工打开范例1保存后的图形,选择“回主功能表t刀具路径T操作管理”,打开“操作管理员”视窗
12、,复制“ 1-外形铳削(2D)”,贴上成“ 2-外形铳削(2D)”,如图2-19所示。图2-19复制、贴上操作单击“ 2-外形铳削(2D)”的参数,在“刀具参数”选项卡中,选取12.0倒角刀。单击“外形铳削参数”,在外形铳削型式下拉式列表中选择“2D倒角”,单击“倒角加工”,设置宽度为1.2,尖部补偿为2.5,单击“确定”。设置深度0.0,增量坐标方式,如图3-20所示。单击确定。图2-20 2D倒角加工提示:2D倒角加工将不能作分层加工,能做加工最大深度的这一层的加工。回到“操作管理员”视窗中,单击“重新计算” 。单击“全选”,单击“实体切削验证”,单击“持续执行”,结果如图2-21所示,储
13、存图 形文件。21 Jill J J剑 刮图2-21实体切削验证2. 对已生成的刀具路径,进行镜向系统提供了一个对刀具路径的转换功能,可以对已生成的刀具路径进行旋转,平移,镜向转换,生成新的刀具路径。选择“回主功能表 t刀具路径t下一页t路径转换”,在“转换操作之参数设定”视窗 中,单击1群组,选中二个刀具路径,选中“镜射”,选中“产生新的操作及图形”,如图2-22所示。图2-22 路径转换单击镜射,设置参数图 2-23所示,选择对Y轴镜射,打开“更改刀具路径方向”开关, 以保证生成的刀具路径同原刀具路径的加工方向一样,仍为逆铳。确定,生成刀具路径如图2-24所示。鶴矗桂ft?海邊走型武血找丨
14、下移|郵|7梢碑I滝尉的軽盘堺 1卿 |图2-23镜射参数设定图2-24镜射后的刀具路径范例3生成二维轮廓零件的刀具路径和旋转刀具路径本例要点:(1)刀具的创建和选取(2)刀具参数的设置(3)外形铳削的参数设置(4)刀具路径的旋转(5)刀具路径模拟和实体切削仿真(6)生成数控加工程序和程序传输1利用2D加工,生成刀具 2D外形铳削加工路径(1 )打开文件单击主功能表中 档案t取档,在弹出的文件列表中选择正确的文件路径,并选择 2-2. mc9文件,打开图形文件。按F9键显示坐标系。(2) 启动2D外形铳削模组,生成一个槽的轮廓加工刀具路径。选择“回主功能表t刀具路径t外形铳削”命令,选取加工起
15、始位置 A,执行,如图2-25 所示。(3) .建立新刀具和设定参数打开外形铳削(2D)对话框的“刀具参数”选项卡,在刀具列表中单击鼠标右键,弹出 菜单中选择“建立新的刀具”选项,系统将弹出“定义刀具”对话框,首先进入刀具类型选择,单击“平刀”选项,系统自动切换到“刀具t平刀”选项卡,从中可以设置刀具参数, 设置直径为16mm其余参数均按默认值。再点击“参数”设置刀具加工参数,如图2-26所示点击“工作设定”弹出“工作设定”视窗,进给率的计算选择为依照刀具。-U2S17JM -平刀|刀耳盘式 畚数 U啪铁涉进蝕fan 7方向粗旣步进O步进Z方向精修步讲0.0lTo甘览转菌进始存至资料陣工作设定
16、 I中心直径阮切则) 半径补正号码00 刀任补正导码00 进给率 下口速率 提口速率 主轴转速(S) 刀刃数41血表面遠率常 每刃切削屋纸 力員因裆名称 注解 制造商的刀員代码确走 I 取消 I 说明图2-26刀具参数设置(4).设置外形铳削的加工参数在“外形铳削”视窗中,选择“外形铳削参数”选项卡,补正方向为右,设置XY方向预留量设为0,由于零件上表面的 Z=0,故设置进给下刀位置为 3.0和参考高度设置为 30.0, 加工深度按零件要求设为 -5。注意绝对坐标和增量坐标的选择,参数设置如图2-27所示。創凶刀耳卷数外那铢削签数厂安全高度I po护鉅对座标c睛量座标 r只有圧开拾及鉛荧的糜作
17、 才便用安全高厦p鸯琴高度|阿浴鲍对座榻r増量座榻 进绐下刀位宣| |or绝对座标 金増量座标 厂檢逵撻一口.工件表面p怜绝对厘标r增量座榻 探度 | ps金缁对座标r増量座标厂蛰客虽隹化1IIFI全走圆箱上5OO.OO0.外形憐削型1摞確式疽降斜插二1倒箱加工1渐降斜插mm工|平面枣次铁削佔进/退刀向量|e轴吕层筈探程式过谑|孙老铁削(2D) - C:MCAM9MILLCI轮毅刖口 - MPFAN蚯 | 聖消 | 鲫 |图2-27 2D外形铳削参数在外形铳削型式下拉式列表中选择“螺旋式渐降斜插”,单击“渐降斜插”设置参数,如图3-28所示。设置平面多次铳削参数。在“平面多次铳削”前打勾,单击
18、“平面多次铳 削”按钮,打开“平面多次铳削设定”对话框,如图 2-29所示,设置分层铳深参数。粗铳次数:2粗铳间距:8其余参数按照默认值单击“确定”按钮返回到外形铳削参数对话框。图2-28 渐降斜插参数提示:螺旋式渐降斜插式轮廓铣削主要有三种下刀方式:角度(指定每次斜插的角度)、深度(指定每次斜插的深度)和直线下刀(不作斜插,直接以深度作垂直下刀)。采用螺旋式渐降斜插方式后,分层切削选 项将不再起作用,同时也不能激活。图2-29 平面多次铳削参数设置进/退刀参数。单击“进/退刀向量”按钮,打开“进 /退刀向量设定”对话框,如 图3-30所示,设置进退刀向量参数。激活“进刀向量”选项;引线为“相
19、切”;长度为0.0,斜向高度为0.0圆弧半径值为2.0 ;扫掠角度为180;螺旋高度为0.0其它设置按默认单击中间的箭头二|将进刀向量参数复制到退刀向量参数。单击“确定”按钮返回到外形铳削参数对话框。勺羽应封因轮廉由中点恆置执ii进/退刀 执行进/退躺过切趨查 进入直线_r垂直长度w+:-S.17忙相切o7*斜向高度:0.0-园那-:扫掠角度:0.0r由指走点下刀厂使用扌症点的深度厂只花第一层裸度加上进R向昼厂第一他稱後才下刀|7调整轮廟的起舞应置厂工1调整轮廊的縛辻垃置旳度:|T5.0% | i S柑延张广缩垣民度:| . 0% P S厂覆盖进銘率厂确定I取消说明|1200.u图2-30 进
20、/退刀参数单击确定按钮,系统即按设置参数计算出刀具路径,屏幕显示刀具2-31所示。2D加工路径,如图图2-31 一个槽的刀具路径模拟2.刀具路径的旋转选择“回主功能表 t刀具路径t下一页t路径转换”命令,在“旋转操作之参数设定”视窗中,选择型式为旋转,方法为坐标,即生成的所有刀具路径在同一坐标平面,如图2-32所示。图2-32刀具路径的旋转单击“旋转”按钮,设置旋转次数为2,起始角度为120,旋转角度为360/3=120,旋转的基准点为原点,如图2-33所示,单击“确定”。且丈展力龙|平福施转|镜则|图2-33旋转参数设置刀具路径如图2-34所示。图2-34转换后的刀具路径模拟3 刀具路径模拟
21、和实体切削仿真选择操作管理,弹出“操作管理员”视窗,如图2-35所示图2-35 “操作管理员”视窗单击“刀具路径模拟”。单击“手动控制”多次,屏幕上依次显示刀具路径,或者单击 “自动控制”,自动显示出刀具路径。使用实体切削仿真来验证刀具路径的正确性。单击“实体切削验证”,弹出“实体验证”视窗,如图2-36所示。宴萍辔证;臭实冥悸旻示X)具:目前的阿也饲也也 團列创 1列图2-36实体验证单击最左边的“参数设定”,弹出“实体验证之参数设定”视窗,设定参数,单击“确单击“持续执行”,实体切削仿真如图 2-15所示。鋤创 AIaIJLI也 1因到画 1 也图2-37实体切削仿真4.生成数控加工程序和
22、程序输送(1)生成数控加工程序在“操作管理员”视窗中,单击“执行后处理” ,视窗中,选中“储存 NC档”、“编辑” “询问”,在MasterCAM系统文件中,有自带一个默认的后处理 PST文件,也可以在图2-38 中单击“更改后处理程式”按钮,选择一个合适的后处理文件。单击确定。图2-38后处理程序输入一个NC文件名,系统自动生成数控加工程序,如图2-39所示。Proqramnier File EditorFie Edit Optiors T emplate Execute Macro Window Help; dIfa.I11mi茅厂i nnrn丙i可ii n i勇區二Ml凶D-CONIOU
23、R :9 MILLNC2-Z.NC00044(PROGRAM NAME -2-2 (PROGRAM TIME - 09:19(PRDGRAH DATE - 1B-B4-B7 D/M/V )(T- 91 D- 01 L- 01 DIA. = 16 N109 ( DI A. = 16- ft = 0_ )CM C1T GOO CUB C49 C80G?1& ZBM3G90 COO K-S1.095 V-29-5Z30.Z3.V-39-892 Z-.035 FIZOQ. V-111-45 Z-BUV-U3.385 Z-_BU5V-44.777 Z-.05V-U6-&06 Z-.056G01 Z0. F60fl,K-45.095?C-U1|.3O6K-U3.6?1X-43-25SX-43.012图2-39数控加工程序(2 )程序输送选择“回主功能表 t档案t下一页t DNC专输”命令,在“传输参数”中设置参数,注意设置传输速率应与机床数控系统的设置相同。选择“传送”选取加工程序文件名,则系统将加工程序输送给数控机床。如图2-40所示。图2-40数控加工程序传输参数5保存图形文件选择“回主功能表 t档案t存档”命令,键入文件名:2-2A.mc9。储存的图形文件和最 终的刀具路径。如有侵权请联系告知删除,感谢你们的配合!
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
