 镀锡线作业指导书
镀锡线作业指导书

《镀锡线作业指导书》由会员分享,可在线阅读,更多相关《镀锡线作业指导书(5页珍藏版)》请在装配图网上搜索。
1、精选优质文档-倾情为你奉上镀锡线作业指导书1.0、目的: 是操作更加规范,明了。2.0、适用范围: 本文适用于电镀铜工艺操作。3.0、主要设备、仪器、物料:3.1、主要设备、仪器: A:镀铜手动垂直线 B:直流电源(01000A) C:钳表3.2、主要物料: A;硫酸 B:硫酸铜 C:磷铜球 D:钛蓝 E:阳极袋 F:过滤棉芯 G:活性 碳芯 H:镀铜光剂 I:镀铜挂具 J:酸性除油剂 K;过硫酸钠(SPS) 柠檬酸4.0、工艺流程及工艺参数4.1、工艺流程图:4.1.1、全板电铜 待镀板上夹具浸酸镀铜水洗水洗下挂具烘干转板4.1.2、孔镀或图电: 待镀板上夹具浸酸镀铜水洗水洗下挂具烘干转板4
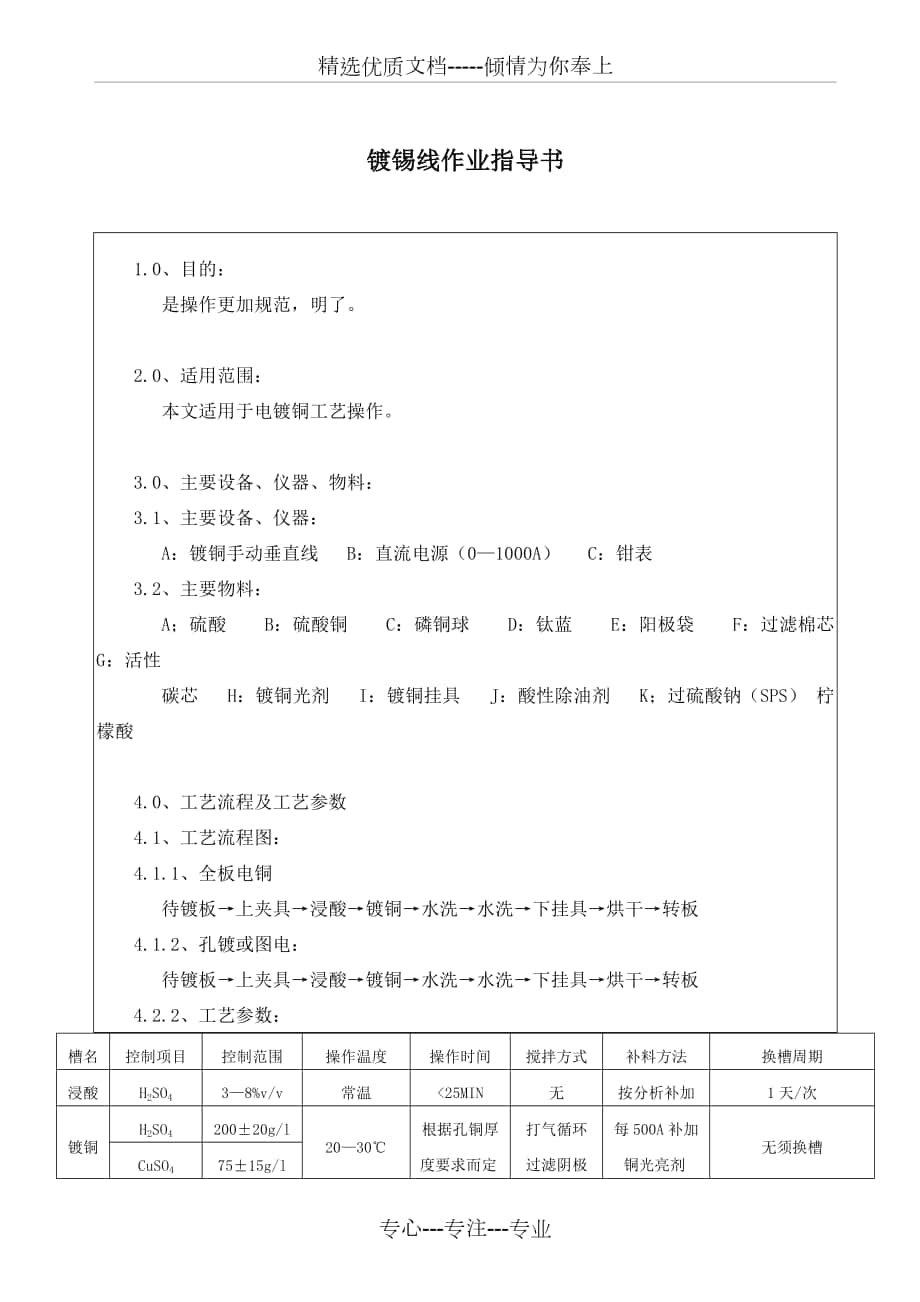
2、.2.2、工艺参数:槽名控制项目控制范围操作温度操作时间搅拌方式补料方法换槽周期浸酸H2SO438%v/v常温25MIN无按分析补加1天/次镀铜H2SO420020g/l2030根据孔铜厚度要求而定10-25min打气循环过滤阴极移动每500A补加铜光亮剂100ml其他全部按分析补加无须换槽CuSO47515g/lCl-6020ppm铜光亮剂26ml5.0、作业前准备:5.1、确保各缸水位及温度均处于正常状态;5.2、按生产要求穿戴好劳保靴,耐酸碱手套或指套;5.3、确保摇摆,循环泵,直流电源,打气处于正常状态;5.4、如需换槽或开槽,则按以下方法建浴;5.4.1 酸除油槽,微蚀槽以及浸酸槽因
3、与镀锡前处理共用,请参照镀锡作业指导书方法建浴5.4.1、镀铜槽(有效容积1000L)5.4.1.1、擦洗镀槽:先加入自来水至缸体标准液位再加入10%氢氧化钠溶液,启动过滤系统(不加滤芯)和空气搅拌,最好 将液温升到60,保持48小时,用水冲洗干净,再注入5%硫酸的标准液位,同样处理48小时, 用水冲洗干净;5.4.2.2、将1/4容积的工业纯水注入备用槽内,在搅拌下缓慢加入计量的硫酸,借助硫酸溶 水所释放的热量,加入计量的硫酸铜,搅拌至全部溶解,注意温度不应超过60;5.4.2.3、加入每升12毫升的双氧水,强烈打气搅拌一至两小时,赶走多余的双氧水;5.4.2.4、再加入3g/l的活性碳,搅
4、拌1小时,关掉打气,静置4小时以上后过滤,直至镀槽 内无炭粉为止,然后将澄清的镀液转入正式的镀槽中;5.4.2.5、加入计量的盐酸(含量37%的分析纯盐酸,每加0.1毫升相当于增加氯离子44g/l), 再加入计量的镀铜光亮剂;5.4.2.6、阳极磷铜处理:用双氧水40ml/l硫酸100ml/l的混合溶液浸泡510min,用水冲洗 干净后放入5%的稀硫酸溶液中浸泡10min以上即可,如果是新阳极,直接用5%的稀酸浸泡 30min以上即可;5.4.2.7、阳极袋处理:用10%的NaOH溶液浸泡48小时,取出用清水冲洗干净,用35%的 硫酸溶液浸泡30min以上;5.4.2.8、将浸泡的阳极袋取出、
5、滴干、套上钛蓝,并把磷铜球装入挂入镀槽内,加纯水至标准 水位;5.4.2.9、取样分析并调整药水成分至控制范围,用拖缸板以2.0A/dm2电解处理2小时,再以0.5 A/ dm2电解34小时,用赫氏槽调整光剂含量至正常即可试镀。6.0、作业细则:6.1作业时必须双手戴胶手套或双手至少三指(拇指、食指、中指)戴手指套,避免裸手与板面 直接接触;6.2、上夹具时要对角拿板轻拿轻放,特别小心,防止产品皱折,上好夹具的板尽量保持平直; 6.3、夹好板后按工艺流程图及工艺参数表操作,注意板件下槽时带电下槽,即预先将电流调至3-5A再挂板下槽,电流计算方法如下:(以1PNL全板电镀铜为例): 长宽2100
6、%电流密度=需打电流(A)式中长、宽均以分米为长度单位“2”代表双面,如单面板则以“1”代 100%代表实际电镀面积占待镀板面积的百分比率 电流密度选择1.22.5ASD6.4每缸板所耗用安培时计算方法: 总电流(A)电镀时间(min)60=安培时(AH)7.0、作业注意事项;7.1、注意产品出入各槽液面时速度要放慢,防止皱折;7.2、从各槽中取出产品时注意滴水时间用控制在5到10秒,以防交叉污染;7.3、产品应带电下槽,即先设定一个3-5A的电流,再挂板入槽7.4、补料必须按工艺参数表要求操作,且所有分析添加需在化验室人员监控下补料;7.5、添加CuSO4时须用干净的钛蓝袋装着挂入槽中待其慢
7、慢溶解,缸内有板作业时,不允许添加药液,添加HCL时,一定要用纯水稀释到20%再加入槽中;7.6、铜光亮剂的补充应按每500AH添加100ML.8.0、镀槽的维护8.1、每次停产达8H以上于再生产之前,必须用35ASF电流对镀铜槽进行电解2030分钟;8.2、每两周对镀铜槽进行碳芯处理46小时,再以35AF弱电解48小时;8.3、每月需对镀铜槽进行一次小保养;8.3.1、将镀铜槽药水抽到干净的备用槽内,并将阳极取出;8.3.2、将缸壁清洁干净,排走残液,及缸底残渣,打磨阳极架上的阳极膜;8.3.3、将磷铜球从钛蓝中取出,并清洗干净最后用35%的硫酸溶液浸泡待用,同时将阳极袋 里外都清洗干净,用
8、35%的硫酸溶液浸泡;8.3.4、将过滤泵中的棉芯取出换上过滤碳芯,把药水抽到已经清洗干净的铜缸中;8.3.5、将浸泡的阳极袋取出,滴干,套上钛蓝,并把磷铜球装入挂入镀槽内;8.3.6、将过滤泵中的旧碳芯取出,换上新碳芯用25ASF电流电解3060分钟,然后把碳芯换 成棉芯,再以35ASF电流电解48小时,做哈氏槽实验分析调整药水光剂的含量即可 试镀;8.4、每年对镀铜槽进行一次大保养:8.4.1、按8.3.18.3.1步骤处理好阳极待用; 8.4.2、边搅拌槽液边加入23ml/的H2O2,充分搅拌12小时;8.4.3、升温至5060,继续搅拌12小时;8.4.4、按35g/l比例加入活性碳粉,搅拌1小时以上;8.4.5、停止加温,关闭空气搅拌,让槽液静置4小时以上;8.4.6、将处理好阳极袋取出,滴干套上钛蓝,并把磷铜球装入,挂回槽内;将澄清的溶液转入工作槽中, 8.4.7、将过滤泵内棉芯取出,清洗干净过滤泵,装上新棉芯;8.4.8、取样分析并调整使药水各成分合乎工艺要求后试镀;9.0、附表: 9.1 电镀铜线维护保养记录表 9.2 电镀铜线操作记录表专心-专注-专业
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 部编人教版语文三年级下册第八单元 方帽子店 ppt课件
- 微生物灭菌问题培训课件
- 廊坊房地产市场整合课件
- 廖小菲XXXX财务报告—利润表-课件
- 廊坊售后11月目标完成报告课件
- 部编人教版四年级语文上册《口语交际 我们与环境》优质ppt课件
- 延伸存取列表课件
- 部编人教版语文三年级下册第六单元 习作:身边那些有特点的人 ppt课件
- 廉颇蔺相如列传重点语句翻译上课-课件
- 廉颇蔺相如列传课件
- 廉颇蔺相如列传公开课优质课-课件
- 微生物活菌计数方法教学课件
- 部编人教版三年级数学下册第4课时 简单的路线图课件
- 廉洁行医秉公奉廉医疗卫生行业廉洁自律培训模板课件
- 部编人教版六年级道德与法制上册第8课《我们受特殊保护》 ppt课件完整版
