《1精密铸造、注塑技术》由会员分享,可在线阅读,更多相关《1精密铸造、注塑技术(9页珍藏版)》请在装配图网上搜索。
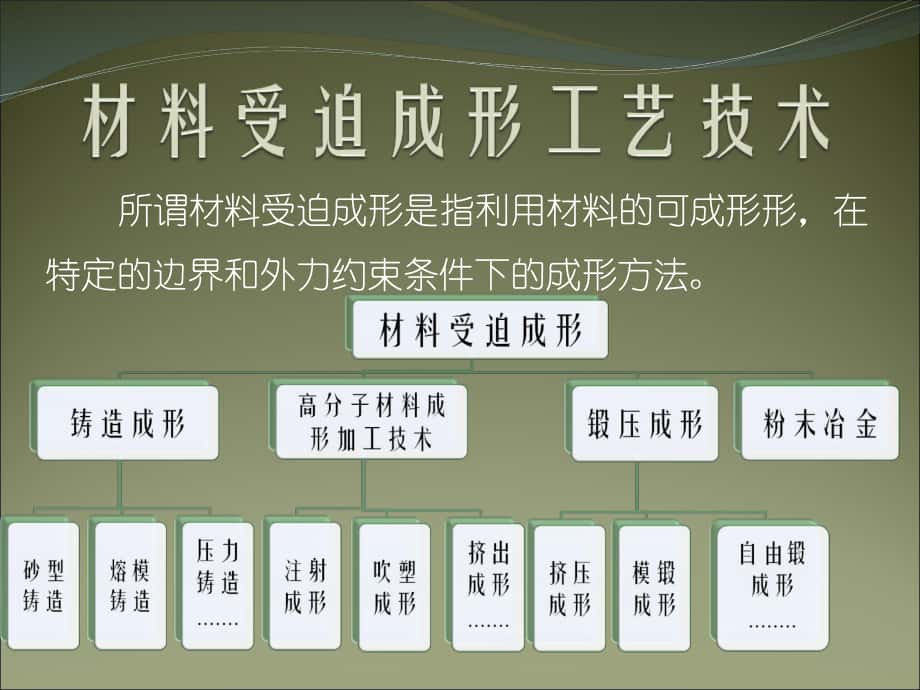
1、 所谓材料受迫成形是指利用材料的可成形形,在特定的边界和外力约束条件下的成形方法。 l自硬精确砂型铸造 特点: 高强度、高精度、高溃散性和低的造型造芯劳动强度。自硬砂精确砂型铸造管类制品高紧实砂型铸造的砂型紧实度高,铸件尺寸精度高,表面粗糙度Ra值小,废品率低,生产率高、噪声低、灰尘小、易于机械化、自动化、但机器结构复杂、制造成本高。主要适用于需大量生产的中、小型铸件,如汽车、机械车辆、缝纫机等产品较为单一的制造业。高压紧实高压紧实射压紧实l 消失模铸造使用的是泡沫聚苯乙烯塑料制造模样(包括浇注系统),在浇注时,迅速将模样燃烧气化消失掉,金属液充填了原来模样的位置,冷却凝固后而成铸件的铸造方法
2、,l 特点:可消除起模斜度,可减少铸件壁厚,能够获得表面光洁、尺寸精确、无飞边的少余量的精密铸件。消失模铸造工艺过程示意图包括熔模铸造、 压力铸造、挤压铸造等熔模铸造熔模铸造 是用易熔材料制成模样,然后在模样上涂挂若干层耐火涂料制成型壳,经硬化后再将模样熔化,排出型外,从而获得无分型面的铸型。铸型经高温焙烧后即可进行浇注。压力铸造压力铸造(压力铸造(简称压铸)的实质是在高压作用下,使液态或半液态金属以较高的速度充填金属型型腔,并在压力下成型和凝固而获得铸件的方法。低压铸造工艺示意图压气压铸排气起模l注射成形 注射成形原理如图所示,将粉粒状塑料从料斗送入料筒,由柱塞或螺杆推进,将塑料送入加热区转变为熔融状,继而通过分流梭和喷嘴,将熔融塑料注入模腔中,冷却打开模具后即可获得所需形状的塑料制品。注射原理 注射成型产品吹塑原理 l吹塑成形吹塑是用于制造中空制品的,这种工艺是在模腔内吹胀高温塑料型坯。根据选用的不同材料、性能要求、生产量和成本要求,不同的吹塑工艺具有不同的优点。吹塑成型产品l压注成形压注成型法,就是在压力作用下,将熔化的含蜡浆料(蜡浆)注满金属模中,并在模中冷却凝固后,再脱模。这种方法所成型的制品尺寸较准确,光洁度较高,结构紧密,现已广泛地用于制造工业陶瓷产品。压注成型产品压注原理
 1精密铸造、注塑技术
1精密铸造、注塑技术