 400V电缆分支箱生产实用工艺流程
400V电缆分支箱生产实用工艺流程

《400V电缆分支箱生产实用工艺流程》由会员分享,可在线阅读,更多相关《400V电缆分支箱生产实用工艺流程(61页珍藏版)》请在装配图网上搜索。
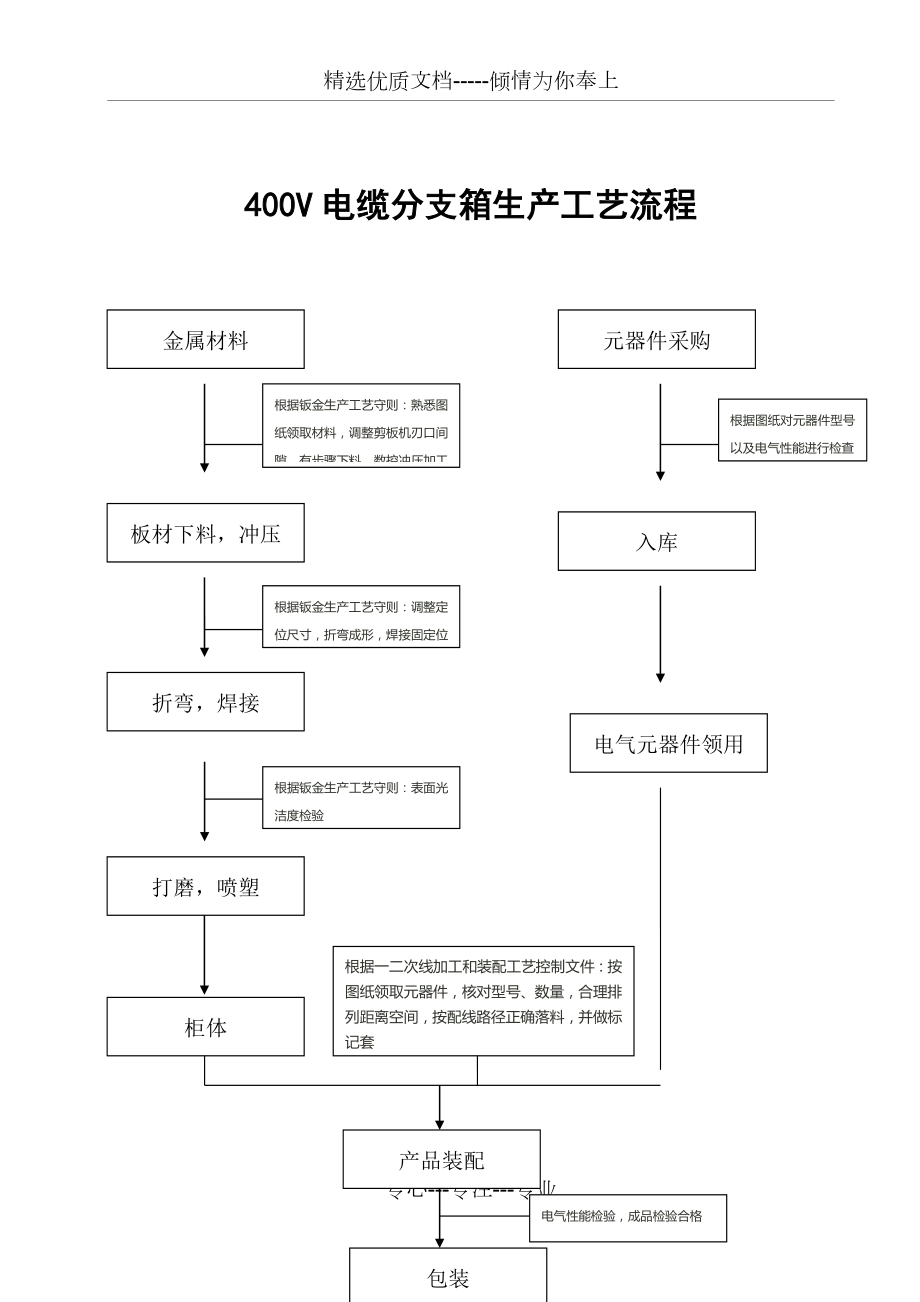
1、精选优质文档-倾情为你奉上400V电缆分支箱生产工艺流程元器件采购金属材料根据钣金生产工艺守则:熟悉图纸领取材料,调整剪板机刃口间隙,有步骤下料,数控冲压加工有根据图纸对元器件型号以及电气性能进行检查板材下料,冲压入库根据钣金生产工艺守则:调整定位尺寸,折弯成形,焊接固定位置料折弯,焊接电气元器件领用根据钣金生产工艺守则:表面光洁度检验出厂检验,并附报告电气性能检验,成品检验合格产品出厂包装产品装配根据一二次线加工和装配工艺控制文件:按图纸领取元器件,核对型号、数量,合理排列距离空间,按配线路径正确落料,并做标记套柜体打磨,喷塑目的 为规范成套配电柜一次行线作业方法,使操作有据可依,使检验有据
2、可依,使操作过程规范,减少操作失误,特编制本文件。1. 范围本行线作业指导书适用于南京正锐电力科技有限公司有限公司各种配电柜、配电箱中一次行线、接线的配置固定等。2. 引用标准GB11022-1999高压开关设备通用技术条件JBT9661-1999低压抽出式成套开关设备GB2681-1981电工成套装置中的导线颜色JBT 2436.1-1992 导线用铜压接端头 第一部分: 0.56.0mm2导线用铜压接端头GB 14048.1-2006 低压开关设备和控制设备 第1部分:总则1.1 本守则引用标准(1)GB7251.1-2005 低压成套开关设备和控制设备 第一部分:型式试验和部分型式试验成
3、套设备(2)GB5585.1-2005 电工用铜、铝母线及合金母线 第一部分:铜和铜合金母线(3)GB5585.2-2005 电工用铜、铝母线及合金母线 第二部分:铝和铝合金母线(4)GBJ149-90电气装置安装工程母线装置施工及验收规范(5)GB 7251. 1-2005/IEC 60439-1:1999低压成套开关设备和控制设备第一部分:型式试验和部分型式试验成套设备1.2 本守则适用于指导我厂生产的低压配电装置及其他非定型的各种电控设备中的主回路母线的选择、配制、加工制作、连接和安装。产品主电路配线、制作和安装除应遵守本守则外,还应满足顾客的要求。1.3 一次线的选择1.3.1 母线种
4、类的选择根据用途不同,一次线材料分为硬母线和绝缘导线两种。通常硬母线选用TMY矩形铜母线或LMY矩型铝母线,也可采用异型母线; 绝缘导线选用BVR或BV聚氯乙烯导线。1.3.2 主回路母线截面的选择一般应考虑短时产生的机械应力、热应力和正常的温升,绝缘材料的老化和正常工作时产生的振动,不应造成载流部件的连接有异常变化。一次线规格按照图纸要求确定;当图纸没有标明规格时,根据线路容量选用。1.4 绝缘导线的加工及安装6.4.1 适用范围 适用于截面积为2.5150mm2绝缘导线的加工及安装。1.4.2 导线型号:BRV聚氯乙烯绝缘多股铜芯导线;RV聚氯乙烯绝缘铜芯软导线;RV-105耐热聚氯乙烯绝
5、缘多股铜芯导线。1.4.3 铜压接端头 铜压接端头的技术性能符合导线用铜压接头 第一部分:0.56 mm2导线用电缆接头(JB/T2436.1-92)及导线用铜压接头 第二部分:10300 mm2导线用铜压接端头(JB/T2436.2-94)。1.4.4 捆扎材料 锦纶丝线、塑料绝缘单芯铁线、尼龙扎带。1.4.5 端头塑料套管 端头塑料套管:黄、绿、红。1.5 端头压接1.5.1 准备工作1.5.1.1 据导线和元器件的安装位置、敷设走向,计算出每根导线的长度。根据行线方案量材下线,下线要适当留有余量,线束走线时要长出4050mm,以防线束经捆扎、弯曲后长度不够,导线可用棉丝勒直,不得用台钳、
6、刻丝钳强行拉直。1.5.1.2 导线截面积的选择按图纸或工艺文件要求。1.5.1.3 根据线径不同选取剥线钳或电工钳剥线头绝缘,剥线时不应损伤线芯。线头绝缘剥去长度应按连接螺钉直径及连接方式确定在导线压接端头的部位剥除绝缘层,露出线芯的长度应略大于铜压接端头套管部分长度的23mm.1.5.1.4 铜压接端头表面不应有毛刺、裂纹;接缝处焊接平整;银镀层光亮、无斑点等缺陷。1.5.1.5 使用BRV多股导线时,应在端头出压接经过电镀处理的铜制冷压端头。冷压端头的口径应与导线线径匹配;当导线截面积在6 mm2以下时,用手动冷压钳压接,当导线截面积大于6 mm2时应采用液压钳压接。压接时其钳口要根据线
7、径对号选用,压接后端头不得松动。1.6.2 端头压接的技术要求1.6.2.1 端头采用冷压接,导线、端头、压接冲模必须匹配。1.6.2.2 616 mm2导线的端头压接可以用长柄手动压接钳压接。25 mm2及以上导线的端头压接应当采用端头压接机或用压接冲模在冲床上压接。1.6.2.3 端头压接前应在导线两端套上相应规格、颜色的塑料套管。端头应压紧,不得过紧或过松,压好后的截面积应等于或略大于截面积与端头套管截面积之和。检验导线端头是否压紧可进行耐拉力试验,拉力负荷值按下表的规定。试验时不应产生端头与导线间的滑动、导线在压接部位断裂或拔出、端头变形等缺陷。导线端头耐拉力试验的拉力负荷值导线额定截
8、面热循环压接电阻试验电流DCA短时耐受电流试验值ACA拉力负荷值 N试验电流ACA通电时间min 107145812008001695101920980251241327501200351546015300015005019020500018007023825630022009528830880028001203369035130003500150397401400041001854484518500420024054155266004500300632652800047001.7 导线弯制 导线在端头压接好后,应按导线在成套柜中的实际位置和走向,进行弯制(弯曲),截面较小的导线可以捆扎成束弯
9、制;截面积较大的导线可以单根弯制(弯制可以用手工,也可以在弯曲机上进行)。弯曲内半径应不小于导线绝缘外径的23倍。 1.8 导线的连接与安装1.8.1 导线应按成套柜的主电路图的要求进行安装(敷设)。较小截面的导线应按单回路、多回路进行捆扎,但不应超过三个回路(每三相为一个回路);较大截面积的导线只能按每个回路捆扎;很大截面的导线应单根敷设,不必捆扎成线束。1.8.2 每个线束或每根大截面导线应当在适当位置进行固定,以便在电路发生短路时,所产生的应力不会导致导线过大的移动或损坏其他电器元件及设备。 1.8.3 导线在安装好后应保证接线正确,尽量做到横平竖直、整齐美观,并不影响导线的散热,也不影
10、响其他电器元件及设备的正常使用。1.8.4 多根导线配置时应捆扎成线束,一般用尼龙拉扣或螺旋管捆扎成圆形。线束配置应横平竖直、整齐美观。线束应用吸盘与箱体固定,水平时每300mm、垂直时每400mm固定一次。1.8.5 当导线根数较多时也可敷设于走线槽内,走线槽断面应切割整齐。1.8.6 导线接头需弯曲成圆形时,弯曲直径大于紧固螺钉直径0.51mm,圆圈与导线绝缘层之间相距2mm,弯曲方向与螺钉紧固旋转方向一致。1.8.7 导线与元件接点或母线连接时用螺钉拧紧。每个端子的接点上只允许接一根线,特殊情况时可以接两根线,但必须采取措施保证连接可靠及满足GB7251产品标准的有关要求。1.8.8 连
11、接到发热元件上的绝缘导线应考虑到发热对绝缘导线的影响,并采取适当的措施。绝缘导线与发热件间的距离见下表。发热件(W)电器元件、电子元件等发热件之间保持距离选用BV、BRV导线剥去的绝缘长度上 方侧面下方元件允许60元件允许507.530401010201530100101020205010020020204075100100300303040150150300303040200150400303040 1.8.9 连接导线中间不应有绞接点或焊接点,接线应尽可能在固定的端子上进行。 1.8.10 一次母线上连接二次线时,需在母线上单独打孔,用螺栓紧固,或采用母线无孔连接技术,用连接件连接。 1.
12、9 检查检查一次线的选择、制作、连接和安装是否符合以上各条工艺要求。2. 母线及相应电流等级对照表见2.1 EGH1-80:主母线截面根据进线电流按下表选取: 电流等级3200A2500A主母排规格(mm2)TMY-3(1003)TMY-2(10010)配电母线电流1200A400A配电母线规格型排1600mm22.2 EGH1-100:主母线截面根据进线电流按下表选取: 电流等级6300A5000A4000A主母排规格TMY(mm2)3(12010)4(10010)3(10010)配电母线电流2000A1600A1000A630A400A配电母线规格型排3根(1600mm2)型排3根(140
13、0mm2)型排3根(800mm2)型排3根(400mm2)型排3根(300mm2)2.3 EDJ:主母线截面根据进线电流按下表选取: 电流等级630A500A400A300A250A200A160A100A母排规格30105054043032.4 EGH1(4000A1600A/65kA):主母线截面根据进线电流按下表选取: 额定电流(A)水平母排尺寸(mm2)垂直母排尺寸(mm2)400034(1080)3(1006)315032(10100)3(1005)250032(1080)3(806)20003(10100)3(805)16003(1080)3(506)2.5 GCS、GGD(In=
14、4000A2500A ,Icw=80kA):主母线截面根据进线电流按下表选取: 主母线电流等级4000A3150A2500A母排规格TMY(mm2)4(10010)2(10010)2(8010)#03配电母线电流等级1500A1000A800A600A400A母排规格TMY(mm2)120610068065064062.6 GCS、GGD(In=2500A1000A ,Icw=50kA):主母线截面根据进线电流按下表选取: 电流等级2500A2000A1600A1250A1000A母线规格 TMY (mm2) 2(8010)2(8100)1080880680#02垂直母排电流等级1250A10
15、00A800A600A#02垂直母排规格TMY (mm2)8010808806606#03垂直母排电流等级1250A 1000A800A600A400A#03垂直母排规格TMY (mm2)120610068066065052.7 GCS、GGD (In=1600A600A ,Icw=30kA):主母线截面根据进线电流按下表选取:电流等级(A)160012501000800630、600母排规格(mm2)(6010) 28086086065052.8 GCS、GGD (In=6300A4000A ,Ue=400V,Icw=100kA):主母线截面根据进线电流按下表选取:主母线电流等级6300A5
16、000A4000A母线/绝缘导线规格TMY(mm2)6(12010)4(10010)3(10010)配电母线规格:主母线电流等级1800A1600A1000A630A400A母线/绝缘导线规格TMY(mm2)2(6010)2(1006)2(606)2(406)2(306)2.9 GCS、GGD(In=6300A4000A , Ue=690V,Icw=100kA):主母线截面根据进线电流按下表选取:主母排电流等级6300A5000A4000A主母排规格(mm2)TMY6(10120)4(10100)3(10100)垂直母排电流等级1800A1600A1000A630A400A垂直母排规格(mm2
17、)TMY100610066064063063. 目的 为规范成套柜二次行线作业方法,使操作有据可依,使检验有据可依,使操作过程规范,减少操作失误,特编制本文件。4. 范围本行线作业指导书适用于南京正锐电力科技有限公司有限公司各种配电柜、配电箱中二次行线、接线的配置固定等。5. 引用标准GB11022-1999高压开关设备通用技术条件JBT9661-1999低压抽出式成套开关设备GB2681-1981电工成套装置中的导线颜色JBT 2436.1-1992 导线用铜压接端头 第一部分: 0.56.0mm2导线用铜压接端头GB 14048.1-2006 低压开关设备和控制设备 第1部分:总则6. 职
18、责生产部门二次行线作业人员负责按照此指导书要求进行二次行线作业,质检部门按照此指导书要求进行检验。 1、二次线加工和装配工艺规范1.1 材料1.1.1 绝缘导线1.1.1.1 绝缘电压:应不低于设备的额定绝缘电压。1.1.1.2 导线截面积:一般二次线路为1.04(平方);弱电线回路1.0(平方)及以下。1.1.1.3 导线颜色:一般导线为黑色,PE线为黄、绿色间隔(全长)。1.1.1.4 规格:一般为多股铜芯绝缘导线【注:如产品制造规范接线图(接线表)中已规定了绝缘导线的规格、截面积,颜色时、施工应按规定选用。按要求领取导线及辅助材料,依电路选择导线颜色时应注意】1.1.1.5 按接线图或布
19、置图要求将元器件安装在正确的位置,并可靠的固定。1.1.1.6 导线按相或极选用颜色时,导线颜色应符合表一的规定,而一般情况下,除接地保护线应采用黄绿双色线,零线采用染蓝色线外其它不须标明电路特征的辅助回路,宜采用黑色。客户有特殊要求时,按照施工说明中的要求选择颜色;无特殊要求时,按照下列规则选择颜色:a.整个装置及设备的内部布线一般为黑色b.零线和中性线:淡兰色c.安全用的接地线:黄和绿双色d.交流三相电路的:A相:黄色 B相:绿色 C相:红色 表1类别相序或极颜色类别相序或极交 流A相 L1黄直流 正极 L+ B相 L2绿负极 L-C相 L3红接地中性线 M中性线 N,黑中性保护线 PEN
20、黄绿相间保护线 PE黄绿相间1.1.1.7 二次回路有大线连接时,导线选择按串联回路中电器元件的最小额定电流(熔断器中的熔丝和热元件除外)选择导线截面。此截面的导线长期使用电流不得小于串联回路中电器元件的最小额定电流,常用大线选择见表2。表2 常用导线的载流量安全载流量(A)1215182534436080100130标称截面S(mm2)0.7511.52.54610162535注:标称截面S4mm2为大线部分。1.1.1.8 常用铜冷压导线接头的规格见附录表11.1.1.9 行线槽根据线束的大小选择PVC型行线槽,行线槽的材料一般为阻燃型(至少应为自熄型)ABS塑料,行线槽的规格尺寸见表3使
21、用行线槽行线时,只需将导线直接放在槽内,不需捆扎,完工后将盖子盖上. a. 行线槽的使用必须符合合理、美观、省料的原则。 b. 行线槽的安装螺钉不应有损伤绝缘导线的可能。 c. 对横向、竖向行线槽汇接处应吻合,无明显缝隙。表3 走线槽尺寸系列(mm)宽高4565555035501.1 .10 捆扎材料捆扎材料可用单芯塑料绝缘铁芯线、尼龙扎带,推荐采用尼龙扎带。尼龙扎带的形状,尼龙扎带的长度有(3100、4150)mm若干种。参见附录表2。1.1.11 号码管 号码管的尺寸一般根据线径的大小来规定,规格有1平方、1.5平方、2.5平方、4平方、6平方等若干1.2 绝缘导线标记(线号)1.2.1
22、绝缘导线标记目的,是用来识别导线所连接的电路及相应的端子,以便电器设备的运行维护及测试。1.2.2 绝缘导线的标记必须安照电气接线图或接线表的要求制作。1.2.3 制作方法绝缘导线标记一般在号码管打印机或电脑套管印号机上印号,标记制作好后字迹应清晰,不易脱落和褪色1.2.4 所配导线的两端应用号码管,号码管的编号应正确,发现有错时,不得用笔擅自涂改,应通知打字员重新打印号码。号码的视读方向在装配位置以开关板维护面为准,字的顺序见图11.2.5 各导线号码管长度应基本一致。1.2.6 线束中导线不能有明显的交叉现象,应横平竖直,导线弯曲改变方向时,用手指或圆嘴钳弯曲,不得用尖嘴钳等锋利工具弯曲导
23、线。1.2.7 号码管在绝缘导线上的放置位置见图1a) 裸端头的管部应套入标记套管内,避免带电裸露部份外露。(见图2) 图2 b) 标记套管的文字符号应朝外或便于观察的一向。 合格 合格 不合格1.3 焊接材料 在二次行线中,个别端头允许焊接,焊接为松香焊锡丝,焊剂为中性焊剂(松香的酒精溶液),不允许使用氯化锌酸性或其它碱性焊剂。1.4 工具接线常用工具见附录表3 1.5 标签1.5.1 开关柜中安装的各种设备、电器元件、接线端子应按照电器接线图或接线表的要求安 装或粘贴该元件项目的标签。1.5.2 标签可以是塑料的或不干胶纸制作的,制作方法:机器制作。1.5.3 标签的粘贴位置,一般应放在元
24、件的左上角或比较容易观察的位置。个别情况左上角不能粘贴时,可粘在元器件正上方或就近适当的位置1.5.4 各接地点处应贴地线标签 ,元器件符号牌应粘贴于接线面对应元器件邻近柜体或安装支架(安装板)上的明显位置,不得贴在元器件本体上。为避免引起误解,应粘贴于元器件的左上方45度位置。符号牌粘贴方向,内装式元器件为正视方向镶入式元器件为反视方向(板后)。书写标注代号要求字迹清晰端正,字体统一匀称。元器件符号牌粘贴后不应被线束遮挡。1.6 行线工艺1.6.1 行线的基本要求1.6.1.1 端子排上短接件连接的时候,必须将短接件两侧的毛刺修剪好后再连接到端子排上,反之柜体将会出现短路或烧毁的情况。1.6
25、.1.2 导线及线束应排列均匀、合理,做到横平、竖直,整齐美观。1.6.1.3 导线不允许承受应力,以免影响导线的正常运行,在线束的转弯处应有线位的圆弧过渡。1.6.1.4 线束可以制成圆形线束,线束捆扎点间距,视线束大小定100200mm。 敷设时要求排列整齐美观,线束要用夹持件固定,被金属夹持件夹紧部分的导线要用绝缘布缠绕4层再进行夹紧,线束用缠绕管包绕,缠绕管圈与圈之间应保持35mm间隙或根据用户要求进行缠绕,线束应用尼龙扎带与敷设面扎牢,绑扎间距参照线束捆扎点间距。当线束需要转弯时应有适当弧度,弯角半径不得小于线束直径的二倍,不允许打死弯和出现硬角。端子排和元器件上的拱头线可不进入走线
26、槽或扎入线束。1.6.1.5 在有可能移动及弯曲的线束,如跨门的线束必须用多股铜芯绝缘导线,线束用塑料缠绕管缠绕,并且要留有足够长的余量,同时应在线束的两端加以固定,以免因移动或弯曲时产生的应力而损坏导线,见图3图31.6.1.6 线束通过活动部位时,应采用多股软线,进门线束两端必须用支持件夹紧,中间段长度适当,应以能保证门的自由开启和不损伤导线为原则。根据走线方向,线束可布置成“U”形或“S”形,当门关闭时线束不得靠紧,并和附近元件保持安全距离,见图4。图41.6.1.7 线束的捆扎应挺直,不得有明显的扭曲与导线交叉。1.6.1.8 线束的捆扎不应损伤绝缘导线的绝缘层。1.6.1.9 禁止使
27、用焊接或交接的方式加长导线。1.6.1.10 穿越金属板的导线或线束,应有塑料护齿条或绝缘护套以保护导线。1.6.1.11 导线及线束不应紧贴金属板、金属构件或裸母线敷设,应在导线及线束下垫绝缘套或套绝缘套管1.6.1.12 每个线束都应捆扎固定,应不因元器件的操作产生移位及晃动。1.6.2 行线方式1.6.2.1 嵌入式把线束嵌入PVC型塑料槽内,走线槽可以用底部的螺钉固定在开关柜上,槽内线束可以捆扎,也可以不捆扎,但应排放整齐。1.6.2.2 固定式1)将圆形线束均匀、整齐地固定在塑料线夹、自贴吸盘上或固定在金属条架上2)装有电子器件的控制装置,一次线与二次线应分开走线,尽可能各在一侧。3
28、)相同型号规格的装置内接线方式及排线走向应完全一致,同一柜体内多排并行的导线在转角位置上应保持整齐,间隔均匀。4) 至接线端子排处的导线分列(导线分列是指导线由线束引出有次序的接向端子)1.6.2.3 单层分列当接线端子数量不多,可采用单层分列,为了使导线分列整齐美观,一般可从终端端子开始,自左自右(或自右至左),导线按端子的顺序水平排列。1.7 导线端头的加工和连接导线端头加工的好坏是保证接线连接可靠和电路正常运行的关键,导线端头及连接处不允许有氧化层和任何污染物。1.7.1 断线应用断线机断线,并严格按断线机操作程序进行,若无断线机则按1.7.2 操作1.7.2.1 多股软导线在于电器元件
29、接点连接时端部应绞紧,并加终端附件(线鼻子或冷压端头),线芯不得有松散或断股现象。a)用剥线钳剥去导线绝缘层,钳口与线径配合适当不得损伤线芯。b)将线芯穿上线鼻子,线芯穿过线鼻子压接部位后,线芯外露长度为0.51mm,用冷压钳压接,压接时,不同规格的接线鼻或冷压端头应用冷压钳上对应规格的钳口压接,加压至钳口完全闭合。c) OT、UT型冷压端头用冷压线钳进行压接,将端头放入冷压钳相应规格的钳口处,加压至钳口完全闭合。d)打开冷压钳,将端头拿出即可。e)以上线鼻子压接后用力拔一下线鼻子,线鼻子不允许松动或脱落。(对于不使用的线头(如设计修改取消的导线)剪断后,其线芯侧应用绝缘胶布包扎起来,尽量隐蔽
30、,不要将其露在线束表面。)1.7.2.2 冷压端头接好后应逐一检查,外形端正。压接不合格端头见图5故障原因及解决办法见表4,冷压端头与导线承受的拉力负荷不小于表5规定的数值。检查方法:a.抗拉强度检查:先将导线夹紧固定,再用弹簧拉力秤钩住压接端头孔直接测量;b.压接点接触电阻检查:通以上表所示的直流值,用直流压降法测定端头和导线压接部分的电阻以及相邻同长导线的电阻值(精确到微欧姆10-6),其连接部位电阻值应低于同规格同长度导线的电阻值。c.导线压接端头的部位剥除绝缘层,露出线芯的长度应略大于铜压接端头套管部分长度。压力过大压力不足图5部分导线未插入导线穿入不足导线压痕偏心导线穿入过多图5续压
31、痕偏心表4冷压故障故障原因解决方法压力不足大规格冷压端头用大规格钳口冷压选择合适的冷压端头和钳口压力过大小规格冷压端头用小规格钳口冷压部分导线未插入多股导线未拧紧重新压接端头并拧紧导线插入不足导线未全部穿入应全部穿入后再冷压导线露出太多剥除绝缘层部分太长应控制剥头尺寸压痕偏心冷压端头放置在钳口的位置不对应控制端头放置位置表5项号端头规格与端头配合的导线截面温升试验试验电流值ACA热循环压接电阻试验电流短时耐受电流试验值ACA拉力负荷值N试验电流值ACA通电时间min预绝缘端头裸端头10.50.5610451.860607521.00.759142.79090120112183.61201001
32、6031.51.516244.818014022042.52.521326.330019032054.0428428.448027550066.063654117203606501.8 采用螺钉、螺母固定导线端头时,应采取防松措施,如果使用一只螺母紧固导线端头时,应在螺母下面加一个弹簧垫圈,若不使用弹簧垫圈时,应使用两只螺母锁紧,螺母拧紧后螺栓头部应高出螺母25牙。1.8.1 螺母压紧绝缘导线或冷压端头后,螺母或垫圈至导线绝缘层(或导线号码管)之间的距离应大于1mm,不允许将导线绝缘层(或导线号码管)压在螺母或垫圈下面。1.8.2 在一般的元器件接线端子上,连接导线的根数不超过两根,对测量仪表
33、、分流器、电阻器、及变阻器等小型元器件的接线端子应尽量只与一根导线连接。当元器件本身有引出线接入电器时,若原来的引线长度不够则应以端子排进行过渡,不允许悬空连接。同一个接点最多只允许接入二根导线。1.8.3 接至电器元件端子及端子上的连接导线,应留有足够的余量,并弯曲成有规则的曲线,大小、方向应保持一致,力求美观、整齐,接线端头的长短、走向、布线应当方便维护与检查。1.8.4 所有螺钉紧固件,必须加弹垫、平垫、螺钉、(螺母)进行紧固。1.9 在强电回路中,当导线与发热元件(电阻)连接时,导线应剥去40mm以上的绝缘层,套耐热瓷套再进行连接。1.10 由一次母线引出二次线或二次线接入一次母线时,
34、需在母线上靠近边缘10mm的地方钻孔4.5用M4螺钉固定,导线的绝缘层应适当剥长。遇到铝母线时,在接触面上应涂上823固体薄膜保护剂以防腐蚀。见图7:图71.11 当元器件本身有引出线接入电器时,若原来的引线长度不够则应以端子排进行过渡,不允许悬空连接。1.11.1 同一个接点最多只允许接入两个冷压端头。见图8:图81.12 导线在接入元器件接点前,应留有适当余量,方法有二:一是进入接点前的导线弯成弧形;二是在8的圆棒上缠绕56圈,然后接到元器件接点上,见图9: 图91.12.1 各接地线连接处表面应清理干净,不得有油漆或锈斑。1.13 二次行线作业完工后应对照此工艺要求进行自检,并填写装配流
35、程卡,经质检检验合格后转入下道工序1.14 自检。1.14.1a) 检查元件外观应完整无损,附件齐全,发现缺陷应及时处理,予以更换。b) 检查所装元件型号,铭牌与二次接线图及材料明细表相一致。如属代用件应有正式手续,有据可查。c) 元件的安装应正确,牢固,不得倾斜。d) 接线应正确,不得有漏接,错接的导线。e) 标签齐全,位置正确。f) 线束捆扎固定好,用尼龙扎带固定线束后,扎带尾端多余部分应整齐剪断。g) 对绝缘部件,导线外皮,继电器接线柱,套管等进行绝缘检查,发现异常或有破损应及时更换。h) 检查所有紧固件均应紧固和齐全,焊点牢固。 8.13 附录8.13.1 常用铜冷压导线接头的规格见附
36、表18.13.2 行线辅料见附表28.13.3 接线常用工具见附表38.13.4 线鼻子压接工具和剥线工具使用方法见附表48.13.5 二次回路接线图中常见的文字符号附表58.13.6 元器件的文字标号组8.13.7 TU1型裸端头结构图和外形尺寸见附表88.13.8 TUL1型裸端头结构图和外形尺寸见附表98.13.9 TO1型裸端头结构图和外形尺寸见附表108.13.10 TU型绝缘端头结构图和外形尺寸(包括带喇叭口)见附表118.13.11 TUL1型绝缘端头结构图和外形尺寸(包括带喇叭口)见附表128.13.12 TO1型绝缘端头结构图和外形尺寸(包括带喇叭口)见附表138.13.13
37、 TL1型绝缘端头结构图和外形尺寸(包括带喇叭口)见附表148.13.14 针对端子凤凰鼻子拉出试验见附表15附表1序号名称图示使用说明1凤凰鼻子黑色1.5平方2蓝色2.5平方3灰色4平方4铜 鼻 子规格有 OT-2.5-3 OT-1.5-35规格有 OT-2.5-4 OT-1.5-46规格有 OT-2.5-5 OT-1.5-57规格有 OT-2.5-6 OT-1.5-68规格有 OT-2.5-8 OT-1.5-89 规格有 OT-2.5-10 10 规格有 OT-2.5-12 11规格有 UT-2.5-3 UT-1.5-312规格有 UT-2.5-4 UT-1.5-413航 空 插 鼻 子规
38、格有1.5平方附表2序号名称图示使用说明1端 子 铭 牌在铭牌里放入相应的端子回路名称,再嵌入端子夹头里,便于区分端子排上的每个回路2定 位 夹规格为,2020,3030有强力胶可贴于柜内,仪表面板上,与扎丝配合用可固定导线线束3旋 转 式 定 位 夹用于柜内行线时固定线束4扎 丝规格(3100、4150)MM若干种,用于捆绑固定线束5缠 绕 管规格为直径8、10、用于缠绕线束6夹 线 柱用于固定过门线线束7阻燃管规格为10、12、8等若干种,一般柜内行线用附表3序号名称图示描述1冷压钳一般用于铜鼻子的压接2菲尼克斯凤凰鼻子冷压钳一般用于凤凰鼻子的压接3菲尼克斯剥线钳一般用于剥导线的线头,方便
39、操作工压接鼻子4剪刀用于操作工断线5尖嘴钳6套筒一般用于紧连接片螺丝7一字 电讯批用于螺丝紧固9一字批用于螺丝紧固10十字批 用于螺丝紧固11开口扳手 规格 14-17mm 13-16mm 8-10mm12棘轮扳手 规格 13mm13电动枪用于螺丝紧固14风批用于螺丝紧固15PP枪用于压接凤凰端头(1.5、2.5、4平方鼻子) 附表4端头型号剥线工具选用工具描述成品剥线钳凤凰鼻子(1.5、2.5平方)绿色滑块调至(9-10)约(13mm)菲尼克斯冷压钳鼻子套入导线,并放入冷压钳模具口,压到自然弹开为止(不要压到绝缘护套)凤凰鼻子(4平方)绿色滑块调至(11-12)格约(14.5mm)OT、UT
40、铜鼻子(4平方导线)绿色滑块调至(5-6)格约(9mm)冷压钳鼻子套入剥好的导线上,并放入相应的(按导线的线径来选择档位0.75、1.5、2.5)冷压钳模具档位压到自然弹开,(2.5和4平方)线径导线通用2.5档压接,带压痕的一面放在鼻子突出的一面压痕在凸面的中间航空插鼻子绿色滑块调至(6-7)格约(10mm)鼻子套入剥好的导线上,并放入相应的(按导线的线径来选择档位0.75、1.5、2.5)冷压钳模具档位压到自然弹开,(2.5和4平方)线径导线通用2.5档压接,因为是圆柱体的鼻子,压痕没有特别的要求压痕没特别要求附表5序号符号文 字 解 释序号符号文 字 解 释1DL继路器及其辅助触点31J
41、SJ加速继电器2WJ温度继电器32YZJ电压中间继电器3G隔离开关及其辅助触点33ZXJ指挥信号中间继电器4WSJ瓦丝继电器34WH有功电度表5LH电流互感器35XKJ选控继电器6ZCH重合闸继电器36VARH无功电度表7YH电压互感器37XCJ选测继电器8BCJ保护继电器38KK控制开关9HQ合闸线圈39FJ复归继电器10ZJ中间继电器40HK转换开关11HC合闸接触器41ZZJ重复中间继电器12HWJ合闸位置继电器42ZK自动开关13TQ跳闸线圈43XZJ信号中间继电器14TWJ跳闸位置继电器44CK测量转换开关15LJ电流继电器45XJJ信号监察继电器16HJ合闸继电器46XK信号转换开
42、关17YJ电压继电器47TBJ跳跃闭锁继电器18TJ跳闸继电器48DK刀开关19SJ时间继电器49YJJ压力监视中间继电器20TJJ同步检测继电器50MK灭磁开关21CJ差动继电器51A电流表22XMJ信号脉冲继电器(冲击继电器)52LK联动开关23GJ功率继电器53V电压表24JJ监察继电器54XWK限位开关25XJ信号继电器55W有功功率表26SXJ事故信号中间继电器56XD信号灯27RJ热继电器57WAR无功功率表28YXJ预告信号中间继电器58LD绿色信号灯29BSJ闭锁继电器59STK手动同期转换开关30HZ频率表60QA起动按钮附表5序号符号文 字 解 释序号符号文 字 解 释61
43、HD绿色信号灯91YM电压互感器二次电压小母线62RD熔断器92L电感63GD光字牌93ZM转角变压器小母线64JRD击穿保险94D二极管65WS位置指示灯95XDC蓄电池66RRD弱电熔断器(热线轴)96BG晶体三极管67FM蜂鸣器97Z整流器68KM控制回路小母线98DS电磁铁69DO电笛99R电阻70RKM弱电控制回路电源小母线100LP连接片71JL警铃101RF附加电阻72XM信号回路电源小母线102QP切换片73HA合闸按钮103BD白色信号灯74RXM弱电信号回路电源小母线75TA跳闸按钮76SYM事故音响信号小母线77FA复归按钮78+SM闪光信号小母线79ZXA指挥信号按钮8
44、0(+)HM合闸电源小母线81YJA中央音响信号解除按钮82FM辅助小母线83YA试验按钮84YBM预告信号小母线85SA事故按钮86RM掉牌未复位“光字牌”87THM同期合同小母线88ZYM指挥装置音响小母线89TQM同期电压小母线90C电容附表6小 母 线 名 称文 字 符 号直流控制和信号的电源及辅助小母线控制回路电源小母线+KM -KM信号回路电源小母线+XM -XM事故信号小母线用于不发遥远信号者SYM用于直流屏1SYM用于配电装置2SYM用于发遥远信号者3SYM预告信号小母线用于配电装置(瞬时动作信号)YBM瞬时动作的信号1YBM 2YBM延时动作的信号3YBM 4YBM用于直流屏
45、(延时动作信号)5YBM 6YBM控制回路断线预告信号小母线KDM;KDM;KDM灯光信号小线(-)XM配电装置内的信号小母线XPM合闸小母线+HM +HM“掉牌未复归” 光字牌小母线FM PM指挥装置的音响小母线2YM自动调整同波的脉冲小母线1T2M 2T2M周期装置试前时间的整定小母线1TQM 2TQM周期装置发出合闸脉冲的小母线1THM 2THM 3THM隔离开关操作闭锁小母线GBM旁路闭锁小母线1PBM 2PBM厂用电辅助信号小母线+CFM -CFM母线设备辅助信号小母线+MFM -MFM闪光信号小母线+SM交流电压、周期和电源小母线同期小母线待并系统TQMa TQMc运行第系统TQM
46、1a TQM1c公共的B相电压小母线YMb第一组母线系统或奇数母线极的电压小母线1YMa 1YMc 1YMN 1YML 1YMX第二组母线系统或偶数母线极的电压小母线2YMa 2YMc 2YMN 2YML 2YMX转角变压器的辅助小母线ZYMa ZYMc电源小母线QYMa QYMc发电机电压备用母线的电压小母线9YMa 9YMc低电压保护小母线1DBM 2DBM 3DBM母线切换小母线(用于旁路母线电压切换)YQM附表7产品类别代号产品名称系列代号主要参数特征代号TU型U导线额定截面/紧固件直径JT-带绝缘套JTK-带喇叭口绝缘套UL型UL导线额定截面/紧固件直径O型O导线额定截面/紧固件直径
47、C型C导线额定截面/紧固件直径J型J导线额定截面/紧固件直径针状型Z导线额定截面/针直径针长度连接型L导线额定截面/长度1. TU1型裸端头结构图和外形尺寸附表8型号导线额定截面()紧固件直径(m)外形尺寸BLDTU1-0.5/20.524.5112.2TU1-0.5/2.52.55.512.4TU1-0.5/33613.5TU1-0.5/3.53.5715TU1-0.5/44815.4TU1-0.5/551017.2TU1-1/20.75/1.02512.83.2TU1-1/2.52.5613.7TU1-1/33614.5TU1-1/3.53.5715TU1-1/44816.4TU1-1/5
48、51018.2TU1-1/661221.1TU1-1/881524.1TU1-1.5/2.51.52.5613.73.5TU1-1.5/33615.7TU1-1.5/3.53.5716TU1-1.5/44816.4TU1-1.5/551018.2TU1-1.5/661221.1TU1-1.5/881524.14.2TU1-2.5/32.53615.7TU1-2.5/3.53.5716TU1-2.5/44816.4TU1-2.5/551018.2TU1-2.5/661221.1TU1-2.5/881524.1TU1-4/444818.5TU1-4/551019.25.2TU1-4/661222.
49、1TU1-4/881525.1TU1-4/10101829.3TU1-6/4641020.63.2TU1-6/551221.3TU1-6/661223.1TU1-6/881526.1TU1-6/10101830.32. TU1型裸端头结构图和外形尺寸 附表9型号导线额定截面()紧固件直径(m)外形尺寸BLDTUL1-0.5/20.524.512.52.2TUL1-0.5/2.52.55.514TUL1-0.5/33615TUL1-0.5/3.53.5716.5TUL1-0.5/44817TUL1-0.5/551019TUL1-1/20.75、1.025143.2TUL1-1/2.52.5615
50、TUL1-1/33616TUL1-1/3.53.5716.5TUL1-1/44818TUL1-1/551020TUL1-1/661223TUL1-1/881526TUL1-1.5/2.51.52.56153.5TUL1-1.5/33617TUL1-1.5/3.53.5717.5TUL1-1.5/44818TUL1-1.5/551020TUL1-1.5/661223TUL1-1.5/881526TUL1-2.5/32.536174.2TUL1-2.5/3.53.5717.5TUL1-2.5/44818TUL1-2.5/551020TUL1-2.5/661223TUL1-2.5/881526TUL1-4/44820TUL1-4/54510215.2TUL1-4/661224TUL1-4/881527TUL1-4/10101831TUL1-6/4641022.56.2TUL1-6/551223TUL1-6/6612
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
