 防止气孔措施
防止气孔措施

《防止气孔措施》由会员分享,可在线阅读,更多相关《防止气孔措施(7页珍藏版)》请在装配图网上搜索。
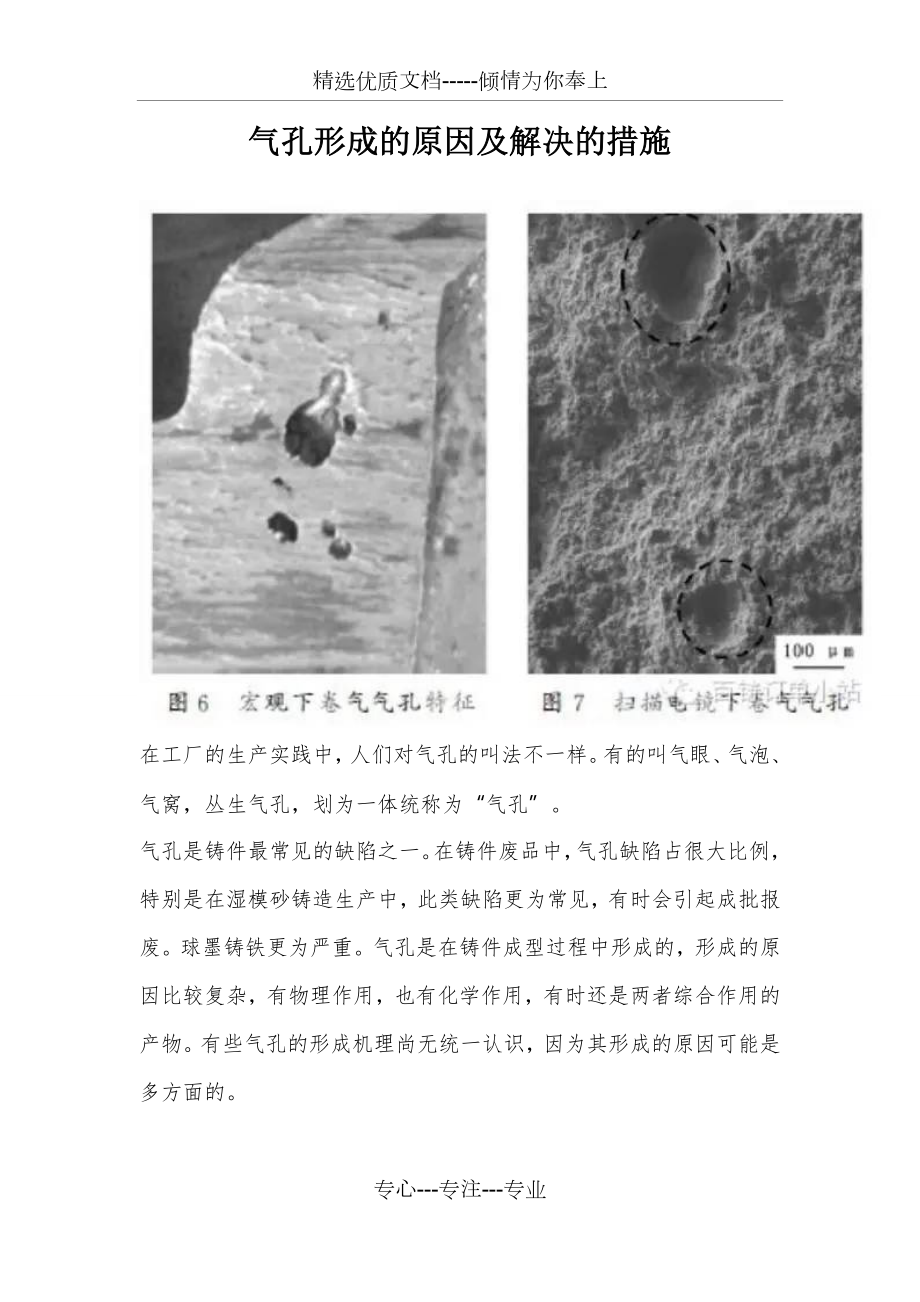
1、精选优质文档-倾情为你奉上气孔形成的原因及解决的措施在工厂的生产实践中,人们对气孔的叫法不一样。有的叫气眼、气泡、气窝,丛生气孔,划为一体统称为“气孔”。气孔是铸件最常见的缺陷之一。在铸件废品中,气孔缺陷占很大比例,特别是在湿模砂铸造生产中,此类缺陷更为常见,有时会引起成批报废。球墨铸铁更为严重。气孔是在铸件成型过程中形成的,形成的原因比较复杂,有物理作用,也有化学作用,有时还是两者综合作用的产物。有些气孔的形成机理尚无统一认识,因为其形成的原因可能是多方面的。各类合金铸件,产生气孔缺陷有其共性,但又都是在特定条件下生成的,因此又都具有特殊性。所以要从共性中分析产生气孔的一般规律,也要研究特性
2、中的特有规律,以便采取有效的针对性措施,防止气孔缺陷的产生。一、气孔的特征气孔大部分产生在铸件的内表面或内部、砂芯面以及靠近芯撑的地方。形状有圆形的、长方形的以及不规则形状,直径有大的、小的也有似针状丛生孔形。气孔通常具有干净而光滑的内孔面,有时被一层氧化皮所覆盖。光滑的孔内颜色一般是白色,或带有一层暗蓝色,有的气孔内壁还有一个或几个小铁豆豆,常把这种气孔称作“铁豆气孔”。距铸件表面很近的气孔,又叫“皮下气孔”,往往通过热处理、清滚或者机械加工后才被发现。还有一种常见的气孔,叫做“气缩孔”,是气体和铸件凝固时的收缩而共同促使其产生的,形状又有其特殊性。铸钢和高牌号铸铁都常出这种名称的缺陷,但形
3、成的机理有所差异。气孔和缩孔是可以区别开的,一般说来气孔是圆形或梨形的孔洞,内壁光滑。而不像缩孔那样内表面比较粗糙。二、气体的来源各类铸造合金在熔炼及成型过程中,总要和气体相接触的,气体就会进入并以各种形式存在于合金中,气体来源是多方面的,归纳起来,主要来自以下几个方面:1、原材料带进的。各种铁类、铁合金、燃料、熔剂等,自身就含有气体,有的带有雨雪潮湿,有的锈蚀,有的带有浊污,在熔炼过程中都有可能产生气体,其中一部分就会滞留在合金液中。有人提出:炉料上带的雨水、雪湿、浊污随炉料进入炉内,在炉料还是固态仅发红时,它们就已蒸发或烧掉,怎么会留存在铁水里呢?在资料里,用语言详细解释的不多,但在实践中
4、,只要炉料(生铁、废钢、回炉料)受雨雪淋湿,湿着入炉,铁水一定会氧化,这确是事实。潮湿炉料在炉内的变化是无法看到的,但是废钢、生铁夏天被雨淋后,其表面很快就会有一层黄色的锈,这则是常见的!这层黄色的锈就是铁氧化的象征。Fe+H2OFeO+2H另外我们还会常见到这种现象,露天堆放的生铁、废钢经雨雪淋后,冬天生锈发黄的时间慢,夏天生锈发黄的时间快,夏天经雨淋后一个晚上就可以发黄。2、熔炼过程中吸收的。从炉气、炉料、炉衬、工具中吸收的。3、出炉浇注过程中卷入的。4、化学无素反应产生的。有位老师傅说:“一千多度的铁水里面会有气体?没话想话说”。其不知铁中含有碳(C),风机吹的风中有氧(O),二者结合物
5、中一部分是氧化碳(CO)或者是二氧化碳(CO2),这都是气体,只不过不是全部残留在铁水中。铸件在成型过程中,合金元素之间,合金元素与铸型之间,合金元素与熔渣之间,铁水与空气之间都会发生化学反应,有的则产生大量气体。5、热作用侵入的。高温液态金属浇入铸型后,在金属与铸型界面上发生强烈的热作用,在热作用下,铸型(芯)中的水 分蒸发,粘结剂和各种附加物(煤粉、重油)燃烧和挥发而产生大量气体,同时原来型腔中和砂粒空隙中的气体也受热膨胀,随着温度的升高,这些气体的压力越来越大,部分气体一方面通过砂粒间隙以及通气道排出型(芯)之外;如果型腔排气不畅,型砂透气性能差,另一部分不易排出的气体,在型腔内足够大的
6、气体压力作用下,就有可能侵入进金属液中,凝固时排不出来滞留在合金里,而形成气孔。尽管产生气孔的原因很复杂,但通常情况下把其归纳为二大类:一类是金属液在冷却过程中,金属液自身析出的气体,造成的气孔,称为“析出气孔”。另一类是由铁水外部侵入的气体(主要来自型砂,砂芯等)形成的气孔,称之为“侵入气孔”。析出气孔的形成:金属在固态时,就具有吸收气体和溶解气体(如:氢、氧、氮)的能力,由于太小或者是以化合状态存在的,只是用肉眼看不到,用高倍金相显微镜,就可以清楚地看到。科技发达国家钢材制成的零件为什么耐用,其中一个原因就是因为钢材中这些杂质含量少(不是没有),而且他们又采取有效的变质措施,改变了这些杂质
7、的存在形态,以减少对钢材基体的切割和破坏,从而提高了钢材的综合性能强度。金属在固态情况下尤其是这样,那么由固体变成液体时,吸收和溶解气体的能力急剧的增加,金属液温度越高,气体溶解度越大。可以打个比喻,盐在冷水中1012%就饱和了,但是在热水中可含2030%。金属液过热度越高,溶化时间越长,金属吸收气体的量就越多(特别是用电炉冶炼操作不当时),含气量大的金属液浇注到砂型中后,金属液在冷却凝固过程中,气体就会重新析出,析出的气泡如果能从金属液中浮出液面散去,铸件就不会产生气孔。当气体溶解度过多,特别是氧化严重的金属液,而又没有采取脱氧措施,来不及浮出散掉的气体,当金属液凝固后,铸件就会出现气孔。金
8、属液在冷却凝固时,靠近型腔的金属液首先凝固,而壁厚地方的金属液冷却相对较慢,当处于液态铁水中的气泡上浮时,铸件已形成外壳,气泡就存留在液体和固体结合部之间,所以常常在铸件上表面外壳下,产生的气孔最多。另外,在金属液溶化过程中,由于金属液发生化学反应产生的气体,而造成铸件的气孔。如果金属液氧化严重(风压风量过大,炉料本身就严重氧化或含杂质过多),金属液中就会含有较多的氧化铁,氧化铁就有可能与钢铁中的碳发生化学变化,生成一氧化碳或二氧化碳气体,由于这些极微小的气体亲和能力很强,就会聚集在一起形成气泡。这些气泡如果不能排出,铸件就会产生气孔。析出气孔严重的时候有一个特点,那就是整个铸件的任何断面上都
9、布满着大小不一的孔洞,特别是铸件最后凝固部位会形成蜂窝状气孔,而且是同一炉次铁水浇注的铸件大都有这种缺陷。1975年9月4日,河南省驻马店地区柴油机厂铸造车间,由于使用热处理车间的废旧气体渗碳罐等锈蚀严重的废物作回炉料,铸件出现了严重的析出气孔。195型柴油机机体废97件,废品率100%,齿轮室盖废55件,废品率100%,全炉整体废品率达79.4%,有的铸件连飞边毛刺上都有小气孔。另外,析出气孔在浇注时有一个伴生现象,铸件浇注后,浇口中心部的收缩孔较小,深度较浅,当浇口快凝固时,反而从浇口心部倒冒出一点铁水,涨冒出的铁水表面光亮。以前的师傅称之为“倒浆”。其产生的真正原因有两点(1)铁水氧化;
10、(2)铁水碳当量(CE)高,铸型紧实度高,铁水凝固过程中的石量化阶段,因石墨的生成和体积的膨胀(即石墨膨胀)而产生的现象。(浇口处储热量最大,凝固最慢)侵入气孔的形成当金属液进入型腔后,金属液对砂型(芯子)产生剧烈的热作用,使型腔表面的砂层迅速加热到几乎接近金属液的温度,型(芯)砂中的水分骤然蒸发,形成大量的气体,加上型(芯)砂中其它有机物的燃烧和挥发也产生大量的气体,随着气体膨胀,气体量的增加和气体温度的升高,形成很大的气体压力,部分气体可以通过型(芯)排气孔排逸到型外,型腔内剩余气体压力有所降低,但是由于气体来不及全部穿过砂型逸出,一部分气体就有可能侵入金属液中。在这个阶段里,型腔内还存在
11、着型腔壁,气体空间,金属液表面阻力三个相互作用的关系。随着金属液的注入,型腔空间逐渐减少,气体存在空间压力逐渐增大(浇注过程中经常发现,浇注到后期,从气眼针孔或冒口中排出带有火苗的气体,发出呼呼的声音外窜),这时气体对型壁及金属液面同时有一个作用力,在这个作用下,如果型砂透气性能好,排气孔扎的多,冒口位置设计正确,气体就会在金属液的推挤下顺利排出。反之,如果剩余气体压力大于金属液表面的阻力,气体就会从某个点进入金属液。进入金属液后的气体,还会出现以下几种情况:(1)金属液尚未凝固,温度高粘度低,对气泡的阻力小,气泡就会上浮,穿过金属液表面,从型砂空间、气眼针孔逸出,或者进入最后凝固的冒口中,气孔就可以消除。(2)如果型砂透气性差,舂箱过实,未扎排气眼,或者金属液已结壳,侵入的气体就会在接近铸件的表皮处形成梨形气孔。称为皮下气孔,或丛生皮下气孔。(3)如果从某点侵入金属液的气体,遇到金属液温度低粘度大,气体上浮阻力大,上浮速度就慢,气体就有可能随金属液流动或上浮到铸件的其它部位,形成园形气孔。(4)由于气体的存在,影响了金属液的自由流动,凝固收缩的部位得不到金属液的顺利补充,由气体和凝固时的收缩共同促成的孔,被称作“气缩孔”,前面已经提到。专心-专注-专业
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
