 2250产线知识工程科技
2250产线知识工程科技

《2250产线知识工程科技》由会员分享,可在线阅读,更多相关《2250产线知识工程科技(17页珍藏版)》请在装配图网上搜索。
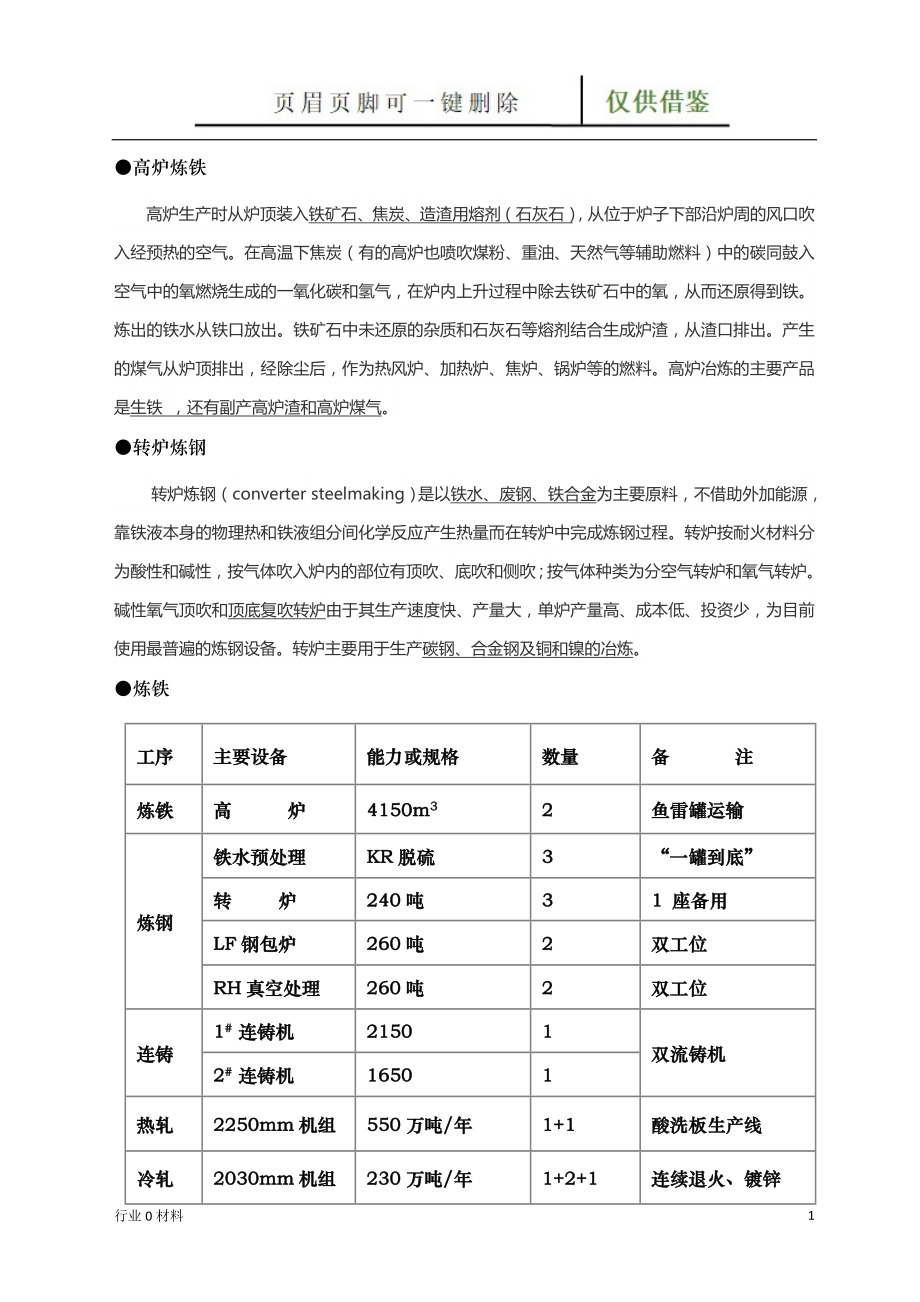
1、高炉炼铁高炉生产时从炉顶装入铁矿石、焦炭、造渣用熔剂(石灰石),从位于炉子下部沿炉周的风口吹入经预热的空气。在高温下焦炭(有的高炉也喷吹煤粉、重油、天然气等辅助燃料)中的碳同鼓入空气中的氧燃烧生成的一氧化碳和氢气,在炉内上升过程中除去铁矿石中的氧,从而还原得到铁。炼出的铁水从铁口放出。铁矿石中未还原的杂质和石灰石等熔剂结合生成炉渣,从渣口排出。产生的煤气从炉顶排出,经除尘后,作为热风炉、加热炉、焦炉、锅炉等的燃料。高炉冶炼的主要产品是生铁 ,还有副产高炉渣和高炉煤气。转炉炼钢转炉炼钢(converter steelmaking)是以铁水、废钢、铁合金为主要原料,不借助外加能源,靠铁液本身的物理
2、热和铁液组分间化学反应产生热量而在转炉中完成炼钢过程。转炉按耐火材料分为酸性和碱性,按气体吹入炉内的部位有顶吹、底吹和侧吹;按气体种类为分空气转炉和氧气转炉。碱性氧气顶吹和顶底复吹转炉由于其生产速度快、产量大,单炉产量高、成本低、投资少,为目前使用最普遍的炼钢设备。转炉主要用于生产碳钢、合金钢及铜和镍的冶炼。工序主要设备能力或规格数量备 注炼铁高 炉4150m32鱼雷罐运输炼钢铁水预处理KR脱硫 3“一罐到底”转 炉240吨31 座备用LF钢包炉260吨 2双工位RH真空处理260吨2双工位连铸1# 连铸机21501双流铸机2# 连铸机16501热轧2250mm机组550万吨/年1+1酸洗板生
3、产线冷轧2030mm机组230万吨/年1+2+1连续退火、镀锌炼铁 2座4150 m3高炉,高炉利用系数 2.2 t/m3.d 卡鲁金顶燃式热风炉系统 无钟炉顶装料系统【高炉利用系数是衡量高炉炼铁生产率的一项重要技术经济指标。利用系数值越高,表示高炉生产率越高。在中国以每立方米高炉有效容积1昼夜的合格生铁产量表示,计算式如下:利用系数=高炉日产量/高炉容积 V=P/V式中V为高炉利用系数,t/(m3d);P为高炉1昼夜生铁产量,t;V为高炉有效容积,m 。d为1天】铁水预处理 3 套 KR法脱硫装置 S 含量 50 ppm ( ppm是浓度单位 (百万分之一) 如果ppm换算成百分号“%”为:
4、1ppm=0.0001%【KR法最早是由日本1965年开发的,它是将浇注耐火材料并经过烘烤的十字形搅拌头,浸入铁水包熔池一定深度,利用在大型搅拌器激烈搅拌作用下产生的漩涡,使氧化钙或碳化钙基脱硫粉剂与铁水充分接触反应,达到脱硫目的。其优点是动力学条件优越,金属损失少,有利于采用廉价的脱硫剂如CaO,脱硫效果比较稳定,效率高(脱硫可至0.005%),脱硫剂消耗少,适应于低硫品种钢要求高、比例大的钢厂采用。不足是,设备复杂,一次投资较大,脱硫铁水温降较大】转炉 2 座240吨顶底复吹转炉,副枪自动炼钢, 脱碳、脱磷、效率高,夹杂物含量低。LF 钢包炉 2座240吨钢包炉【一种在真空条件下利用电弧加
5、热的炉外精炼技术。它是将在一般炼钢炉中初炼的钢液置于专用钢包内进行精炼的。设备 主要有钢包、炉盖、电弧加热系统、真空系统以及加料装置。电弧加热 以石墨电极与钢液之间产生电弧光加热钢液。由于电极通过炉盖孔插入泡沫渣或渣中,故称埋弧加热。此种加热法散热少,减少弧光对炉衬热辐射和侵蚀并可稳定电流。钢液升温速度可达4/min。】RH 真空处理炉(RH精炼炉) 2座240吨RH真空处理炉 真空度高,搅拌能力强,真空度0.5torr O20 ppmH2ppm,夹杂物含量低【RH系统设备是一种用于生产优质钢的钢水二次精炼工艺装备。经RH处理的钢水优点明显:合金基本不与炉渣反应,合金直接加入钢水之中,收得率高
6、;钢水能快速均匀混合;合金成分可控制在狭窄的范围之内;气体含量低,夹杂物少,钢水纯净度高;还可以用顶枪进行化学升温的温度调整,为连铸机提供流动性好、纯净度高、符合浇铸温度的钢水,以利于连铸生产的多炉连浇。】双流板坯连铸机 1套2150mm2流板坯连铸机、1套1650mm2流板坯连铸机, 直弧型板坯连铸机, 结晶器液压振动、动态轻压下、电磁搅拌、动态冷却控制模型、 在线检测坯壳凝固状态板坯厚度230mm,设计年产量为536万吨铸坯规格: 宽度 9002150mm厚度 230mm(预留250mm)定尺 800011000mm(定尺坯)45005300mm(少量)(短尺坯)板坯最大重量 40t(轧钢
7、要求)加热 4座步进式加热炉,最佳化燃烧自动控制系统, 可实现板坯温度自动控制。粗轧除鳞机 高压水压力22MPa,喷射宽度2280mm 除鳞速度为0.51.5m/s 定宽压力机 减少连铸板坯宽度种类,最大侧压力22000KN 压下量0350mm,挤压频率42次/min 改善板坯头尾形状,减少切损,提高成材率。E1R1粗轧机 立辊轧机轧制压力为5000KN ,最大压下量50mm 二辊水平可逆轧机轧制压力为35000KN ,最大压下量60mm E2R2粗轧机 立辊轧机轧制压力为5000KN ,最大压下量50mm 四辊可逆轧机轧制压力为55000KN最大压下量55mm 。飞剪 中间坯头尾形状检测仪及
8、剪切优化控制系统, 剪切力11500KN,优化切剪,减少头尾切损,提高成材率精轧机除鳞装置 双夹送辊高压水喷射 喷水压力22MPa ,喷射宽度2300mm 精轧机 F1-F4最大轧制力50000 kN , F5-F7最大轧制力40000 kN 液压厚度自动控制,板形自动控制 表面质量检查装置 层流冷却 冷却段长度103.36 m ,加密冷却 四种组合式集中、分散冷却策略跟踪测量系统 在线板坯自动跟踪系统 在线温度自动检测 在线宽度、厚度、板形自动检测系统卷取机 全液压卷取机,卷取带钢温度100850 , 1台强力卷取机,厚规格高强度钢低温卷取。 托盘运输系统 钢卷托盘运输自动控制系统 轨道、托
9、盘、升降机构、旋转台等完成钢卷的运输产品 厚度 mm 宽度 mm 卷重 吨/卷 热轧钢带 1.2 25.4 830 2130 40 交货状态: 卷状交货:直发卷、平整卷 板状交货:切边、毛边(包括酸洗钢板)主导产品 高品质汽车板,特色产品为冷成型用钢、管线用钢、焊接气瓶和压 力容器用钢、耐腐蚀钢、耐磨钢等高强度工程机械用稀土板材。 高强度钢带和钢板的最高抗拉强度为1200MPa,管线钢最高级别为X100。 产能:550万吨产品品种及规格表序号产 品 品 种产 品 规 格年产量(t/a)厚度(mm)宽度(mm)卷重(t)热轧钢卷热轧成品1供冷轧原料卷1.86.0830213040(max.)25
10、4000025400002供热轧酸洗原料卷1.26.0830213040(max.)5000005000003供平整分卷原料卷1.212.7830213040(max.)8160008000004供横切机组原料卷5.025.4830213040(max.)4740004500005热轧商品卷1.225.4830213040(max.)11700001170000合计55000005460000产品成卷交货。产品主要执行国家标准GB、日本标准JIS、德国标准DIN、美国标准ASTM等。热轧生产工艺流程检查、取样、打捆冷装热装喷 印精轧机轧制层流冷却卷 取打 捆称 重热轧商品钢卷供冷轧厂供酸洗原料
11、钢卷供平整分卷机组钢卷板坯库堆放连铸板坯称重、测长、测宽、或测温加 热切头、切尾高压水除鳞定宽压力机定宽粗轧机轧制保温罩保温边部加热/热卷箱(预留)精轧高压水除鳞入 库供横切机组钢卷冷轧系统2030mm 冷轧工程冷轧系统1 套(一条热轧酸洗生产线,一条酸轧生产线,两条连续退火线,两条镀锌线)。2030mm 冷轧工程设计年产商品卷353万t,其中:热轧酸洗商品卷120万吨(含热板连续热镀锌产品基板50 万吨),产品规格1.28.08001650 mm,高强度级别b 达到780 MPa;冷轧商品卷153万t,产品规格0.25 2.58001850 mm,最高强度级别b 达到980 MPa;热镀锌商
12、品卷80 万t,产品规格0.32.58001850 mm,锌层种类为GI 和GA,高强度级别b 达到780 MPa。冷轧产品以宽幅板为主,主要面向高档次、高强度、高深冲性能、高附加值的汽车、家电用冷轧板、热镀锌板,满足汽车、家电等行业高端需求;连续酸洗机组主要生产高质量、高强度、低成本的热轧酸洗产品,满足汽车、家电、机车车厢及公路交通等行业的需求,实现 “以热代冷”。2030mm 冷轧工程计划2015 年6 月生产出第一卷。主要生产机组如下:热轧钢卷运输系统 1 套 热卷连续酸洗机组 1 条 酸轧联合机组 1 条 冷硬卷钢卷运输系统 1 条连续退火机组 2 条 连续热镀锌机组 2 条 重卷检查
13、机组 3 条 重卷拉矫机组 1 条 半自动包装机组 3 条酸洗该生产线由中冶赛迪公司设计,引进日本三菱、德国MIEBACH、意大利RAVARINI等厂商的关键技术和设备,主要生产高质量、高强度、低成本的热轧酸洗产品,满足汽车、家电、机车车厢及公路交通等行业的需求,实现“以热代冷”。酸洗 (Pickling plate、pickled steel board)是以优质热轧薄板为原料,经酸洗机组去除氧化层,切边,精整后,表面质量和使用要求(主要是冷弯成型或冲压性能)介于热轧板和冷轧板之间的中间产品,是部分热轧板和冷轧板理想的替代产品。连续酸洗机组主要由钢卷运输装置,开卷机,激光焊机,入口活套,拉伸
14、破鳞机,酸洗槽,烘干机,平整机,检查台,出口活套,圆盘剪及碎边剪,静电涂油机,酸循环系统,液压润滑气动系统,烟雾排放和除尘系统等组成产品特点:1、降成本,用酸洗板代替冷轧板,可以为企业节约成本。 2、表面质量好,与普通热轧板相比,热轧酸洗板去除了表面氧化铁皮,提高了钢材的表面质量,便于焊接、涂油和上漆。 3、尺寸精度高,平整后,可使板型发生一定变化,从而减少不平度的偏差。 4、提高了表面光洁度,增强了外观效果。酸洗产品:包钢新体系可生产的规格范围:厚度1.2-8.0mm;宽度不切边800-1680mm、切边800-1650mm。机组设计年产热轧酸洗商品卷120万吨,设计规格1.28.08001
15、680mm,产品包括低碳及超低碳钢及高强钢,最高强度级别780MPa,主要以钢卷形式交货。1.产品规格 带钢厚度 1.2mm8.0mm 带钢宽度 800mm1680mm 钢卷内径 610mm 钢卷外径 max. 2150 mm,min1100 mm 单位卷重 max.24kg/mm,ave.18kg/mm 钢卷重量 max.38 t2.产品品种 按机械性能分 低碳及超低碳钢(软钢): SPHC,SPHD,SPHE; 高强钢:HSLA330440、DP/TRIP/HSLA590、DP/TRIP780。 酸洗采用新型先进的紊流酸洗工艺,使用盐酸洗去带钢表面的氧化铁皮。涂油方式为上、下表面涂油。涂油
16、量0.2 g/m2/面3.0 g/m2/面。该生产线配备两台卷取机:带卷内径:610mm最大工作速度:Max.500m/min卷取机浮动范围:150mm1、 按表面质量级别分为: 普通级表面 FA 较高级表面 FB2、按应用领域分为:建筑桥梁用、汽车大梁用、汽车滚型车轮用、锅炉和压力容器用、搪瓷钢、冷变形、汽车结构用等。酸洗段速度: max.220 m/min 酸洗工艺参数 酸洗介质: 盐酸 设计能力: max.400t/h 酸洗槽参数: 3 个,每个槽长 30m 漂洗参数: 5 段逆流式热水漂洗 平整机工艺参数 机型: 四辊干式平整机 平整速度: Max.220m/min 最大轧制压力: 1
17、2000KN 工作辊弯辊力: max.450KN 每侧 最大延伸率: 3% 什么是冷轧? 冷轧是金属再结晶温度以下进行的轧制。 由于加工温度低,金属的晶粒被破碎且不能产生再结晶回复,导致金属在轧制过程中将产生不同程度的加工硬化,随之带来的后果是:(1)变形抗力增加,使轧制力增加。 (2)塑性降低,金属易发生脆裂。 加工硬化的处理方法:当钢种一定时,加工硬化的剧烈程度和冷轧变形程度有关。加工硬化超过一定程度后,材料将因过分硬脆而不能满足使用要求,通常情况采用软化热处理,即再结晶退火、固溶处理等,使轧件恢复塑性,降低变形抗力,达到使用要求。 酸洗是冷轧生产的重要任务,为了保证钢板表面光洁,以便顺利
18、地实现冷轧及其后的表面处理,必须在冷轧前通过酸洗去除表面的氧化铁皮、表面杂质和油污。冷轧薄板生产中最常用的方法为盐酸酸洗,而我们的酸洗、酸轧生产线同样采用的是盐酸酸洗工艺。 酸轧线流程:连续式酸洗机组的工艺特点是钢卷逐卷展开后,钢卷与钢卷之间头尾焊接起来连续地通过酸洗槽酸洗再轧制的过程。酸洗-轧机联合机组 酸洗、轧机选用三菱日立公司的酸洗轧机联合机组,设计年处理能力为 2537710 吨。酸洗工艺选用盐酸浅槽喷流酸洗,酸洗部分采用激光焊机,酸槽入口设有拉伸破鳞机,并采用自动调宽切边剪。冷轧工艺为 5 机架 6 辊 UCM 轧机,卷取机选择回转式双卷筒型式(即卡仑赛卷取机)。 原料规格 带钢厚度
19、:2.06.0 mm(10%) 带钢宽度:8301880 mm(+020mm) 钢卷外径:最大2150 mm 最小1100 mm 钢卷内径:762 mm 钢卷重量:最大40吨原料按机械性能分为以下2类: 原料性能 屈服强度(N/mm2) 抗拉强度(N/mm2) 低碳钢 MAX.270 MAX.390 高强钢 MAX.800 MAX.1000酸轧线产品大纲高强钢(HSS) 品种 BH、CQ、DQ、DDQ、DP、TRIP 带钢宽度 800-1880mm 带钢厚度 0.40-2.5mm 钢卷外径 1050-2100mm 钢卷内径 610mm 钢卷重量 Max.40t软钢 品种 CQ,DQ,DDQ,E
20、DDQ,SEDDQ 带钢宽度 800-1880mm 带钢厚度 0.25-2.5mm 钢卷外径 1050-2100mm 钢卷内径 610mm 钢卷重量 Max.40t8、原料规格: (1)热轧酸洗商品卷原料规格 钢 种 碳素结构钢、优质碳素结构钢、低合金高强钢、IF 钢 强度极限 sb780MPa 屈服极限 ss600MPa 带钢厚度 1.28.0mm(10%偏差) 带钢宽度 8301680mm(考虑 0 +20mm 宽度偏差) 钢卷内径 762mm 钢卷外径 max. 2150mm,min. 1100mm 钢卷重量 max. 38 t 单位卷重 max. 24kg/mm,ave.18kg/mm
21、 (2)冷轧商品卷及热镀锌商品卷原料规格 钢 种 碳素结构钢、优质碳素结构钢、低合金高强钢、IF 钢 强度极限 sb1000 MPa 屈服极限 ss800 MPa 带钢厚度 2.06.0 mm(10%偏差) 带钢宽度 8301880mm(考虑 0 +20mm 宽度偏差) 钢卷内径 762 mm 钢卷外径 max. 2150mm,min. 1100mm 钢卷重量 max.40 t 单位卷重 max. 24 kg/mm,ave.18 kg/mm 9、成品规格: (1)热轧酸洗商品卷 厚度: 1.208.00 mm 宽度: 8001650 mm 卷重: max. 38 t(中间卷) max.15 t
22、,ave.9 t(成品卷) (2)冷轧商品卷 冷轧商品卷(No.1 连续退火机组) 厚度: 0.32.3 mm 宽度: 10001850 mm 卷重: max. 40 t(中间卷) max.20 t,ave.8 t(成品卷) b : 590 MPa 冷轧商品卷(No.2 连续退火机组) 厚度: 0.252.5 mm 宽度: 8001550 mm 卷重: max. 36 t(中间卷) max.18 t,ave.6 t(成品卷) b : 980 MPa (3)热镀锌商品卷 厚度: 0.302.50 mm 宽度: 8001850 mm 卷重: max. 40 t(中间卷) max.20 t,ave.
23、8 t(成品卷) b: 780 MPa 锌层种类: GI (No.1 连续热镀锌机组) GI 和GA (No.2 连续热镀锌机组) 锌花种类: 零锌花、合金化、光整锌花 镀层重量: GI:60450g/m 2 /双面 GA:60180g/m 2 /双面 双面差厚镀层: 30150g/m 2 /面 差厚比最大: 1:3 后处理方式: 涂油、钝化、磷化、耐指纹 10、产品性能: 产品方案中热轧酸洗商品卷、冷轧商品卷、热镀锌商品卷均考虑了一定数量的高强度钢。 热轧酸洗产品最高强度级别为 b 780 MPa。 冷轧产品最高强度级别为 b 980 MPa。 热镀锌产品最高强度级别为 b 780 MPa。
24、连续退火生产线1机组入口段设有全自动窄搭接焊机, 清洗段的碱洗、电解清洗采用立式槽,清洗段的刷洗、热水漂洗采用卧式槽,平整采用单机架六辊湿平整工艺,出口段设有带钢表面垂直及水平检查站和静电涂油机。退火炉采用立式全辐射管加热连续退火炉,由预热段、加热段、均热段、缓冷段、快冷段、过时效段、终冷段、水淬及配套的余热回收装置等组成,炉内通 HNx 保护气。 连续退火机组设备供货商为德国 SMS Demag 公司财团,西马克德马克公司No.1 连续退火机组强度级别上限为 590MPa,满足宽幅高表面冷轧汽车板生产。No.2 连续退火机组强度级别上限为 980MPa,满足高强钢/超高强钢、窄幅汽车板及部分
25、家电板生产。退火炉工艺参数 炉型: 立式全辐射管加热连续退火炉 燃料: 焦炉煤气,热值 17900kJ/Nm 3 保护气体: HNx 生产能力: max. CQ 240t/h 炉区带钢速度: max.420mpm 最高退火温度: 870;平整机工艺参数 机型: 六辊湿式 CVC plus平整机 平整液: 除盐水+清洗剂 平整速度: Max.820m/min 最大轧制压力: 13000kN 热镀锌机组机组选用美钢联法连续热镀锌工艺,年设计产量为 423000 吨。入口段设有全自动窄搭接焊机;清洗段采用多级强化清洗工艺,包括碱洗/浸洗、碱刷洗、电解碱清洗、热水刷洗、热水漂洗及热风干燥;锌锅采用带锌
26、温和锌面控制的感应加热陶瓷锌锅;光整采用单机架四辊湿光整工艺,拉矫机采用六辊二单元二弯一矫的干/湿拉矫系统;钝化辊涂机为 2 辊立式双涂头无铬辊涂机;出口段设有带钢表面垂直及水平检查站和静电涂油机。 退火炉采用立式全辐射管加热连续退火炉,由预热段、加热段、均热段、预氧化段、缓冷段、快冷段、均衡段、炉鼻子组成,炉内通HNx 保护气。镀后冷却由镀后冷却段、顶(导向)辊、终冷段、水淬段、干燥等部分组成。 强度级别: b 780 MPa No.1 连续热镀锌机组锌层种类为 GI 热镀锌板。涂层特性: 镀层种类: GI 镀层重量: 60450g/m 2 /双面;差厚比最大 1:3 双面差厚镀层:3015
27、0g/m 2 /面 锌花种类: 零锌花、光整锌花、无锌花 后处理方式: 涂油、钝化、耐指纹 涂油量: 3005000mg/m 2退火炉工艺参数 炉型: 立式全辐射管加热连续退火炉 燃料: 焦炉煤气,低热值 17900kJ/Nm 3 保护气体: HNx 生产能力: max. CQ 136t/h 最高退火温度: 850锌锅工艺参数 锌锅结构: 熔沟式感应加热陶瓷锌锅 锌锅数量: GI 锅 1 个 锌锅能力:熔锌量: 350t 熔锌率: 7.5t/h光整机工艺参数 机型: 单机架四辊湿式光整机 光整液: 光整液除盐水No.2 连续热镀锌机组镀层种类以 GA 为主,兼顾部分 GI 产品。涂层特性: 镀层种类: GA、GI 镀层重量: GA:60180 g/m 2 /双面 GI:60450 g/m 2 /双面 双面差厚镀层:30150g/m 2 /面 差厚比最大 1:3 锌花种类: 零锌花、光整锌花、合金化 后处理方式: 涂油、钝化、磷化、耐指纹 涂油量: 3005000mg/m 217行业0材料
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
