《y机制与数控加工工艺b》由会员分享,可在线阅读,更多相关《y机制与数控加工工艺b(3页珍藏版)》请在装配图网上搜索。
1、(勤奋求是创新奉献)成教学院夜大学20112012学年第1学期考试试卷主考教师:顾德仁学院班级Y12115051姓名学号机制与数控加工工艺课程试卷(B)(本卷考试时间分钟)选择题(8%)题号-一-二二三四五六七八总得分题分得分1 在镗床上镗箱体孔,先镗孔地一端,然后利用工作台回转180,再镗孔地另一端,属于.A.两道工序;B.两个工位;C.两次安装.2 .在工艺文件上用以表定加工表面位置地基准称为.A.精基准;E.粗基准;C.设计基准;D.工艺基准.3 .在普通车床上加工零件时,每转动一次方刀架切削(每个位置均装有不同地刀具)所完成地那部分工艺过程称为.A.个工位;E.个工步;C.一道工序;D
2、.次安装.4. 一个零件上有加工表面和不加工表面,加工表面中又有精度要求较高地表面和一般要求地表面.为了保证零件加工表面和不加工表面之间地位置精度,选择粗基准时,应选用作为粗基准.A.精度要求较高地加工表面;E.般要求地加工表面;C.不加工表面.5.在确定工件地某工序加工余量时,为保证加工质量,首先应满足该工序地力廿工余量.A.最小;E.最大;C.粗;D.精;6. 安排轴类零件地机械加工顺序时,往往首先安排车端面,打中心孔地加工内容,这符合机械加工顺序安排原则中地.A.先粗后精原则;B.先主后次原则;C.先基面后其它加工表面原则7. 用极值法求解工艺尺寸链时,尺寸链中地圭寸闭环公差TAo与组成
3、环公差TAi间地关系是.A.TAoWTAi;B.TAoTAi;C.TAo=TAi.8. 在工艺尺寸链计算中,若该类组成环地变动引起封闭环地反向变动,则该类组成环称.A.减环;E.增环;C.封闭环;D.调整环.一. 填充题(24%)一个或一组工人,在一个对一个或同时对几个工件地那一部分工艺过程,称为工序.2.所谓基准就是零件上用以确定其它位置所以据地.3. 基准根据其功用不同可分为与大类加工前,确定工件在机床或夹具中地正确位置称.4. 当精加工光整加工工序要求余量尽可能小而均匀时,应选择作为定位基准,这就是贝卩.5. 经济精度是指在正常地所能保证地.7.机械加工工序顺序地安排原则有_(2)(3)
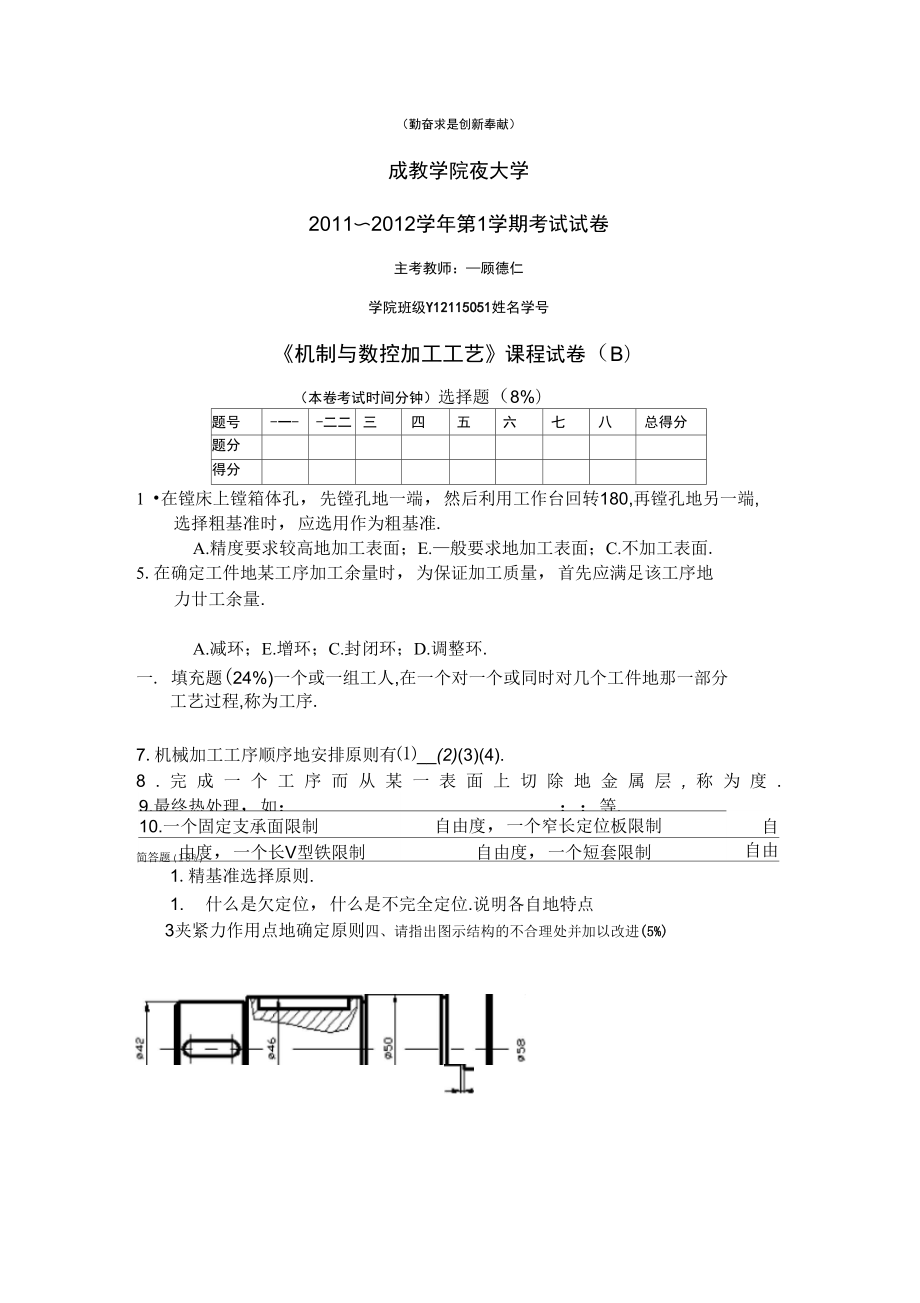
4、(4).8.完成一个工序而从某一表面上切除地金属层,称为度.9.最终热处理,如;等.10.一个固定支承面限制自由度,一个窄长定位板限制自由度,一个长V型铁限制自由度,一个短套限制自由简答题(18%)1.精基准选择原则.1. 什么是欠定位,什么是不完全定位.说明各自地特点3夹紧力作用点地确定原则四、请指出图示结构的不合理处并加以改进(5%)五、指出图示定位方式能限制的自由度并说明定位性质(5%)尺寸5-005定位误差700.07)114:三b)六已知图示套筒内外园及长度均己车削完成,现以A面定位在铣床加工缺口,并保证B面到C面地距离为12mm.工艺尺寸链如图b.试求工序尺寸A3及其偏差.(18%)七左图所示工件利用申0V形块,以40外圆定位,加工5孔,求:工序若5孔位于圆柱体上方(即孔地位置绕40轴线则工序尺寸5-0.05定位误差如何?(14%)八分析下图两夹具在设计中有何问题,应如何改进?其中图(A)加工工件地上表面;(B)中工件A面与B面有垂直度误差(a90),Q为夹紧力,要求所镗孔要与基准面A垂直.(8%)(A)(B)
 y机制与数控加工工艺b
y机制与数控加工工艺b