《3D寻边器操作说明》由会员分享,可在线阅读,更多相关《3D寻边器操作说明(10页珍藏版)》请在装配图网上搜索。
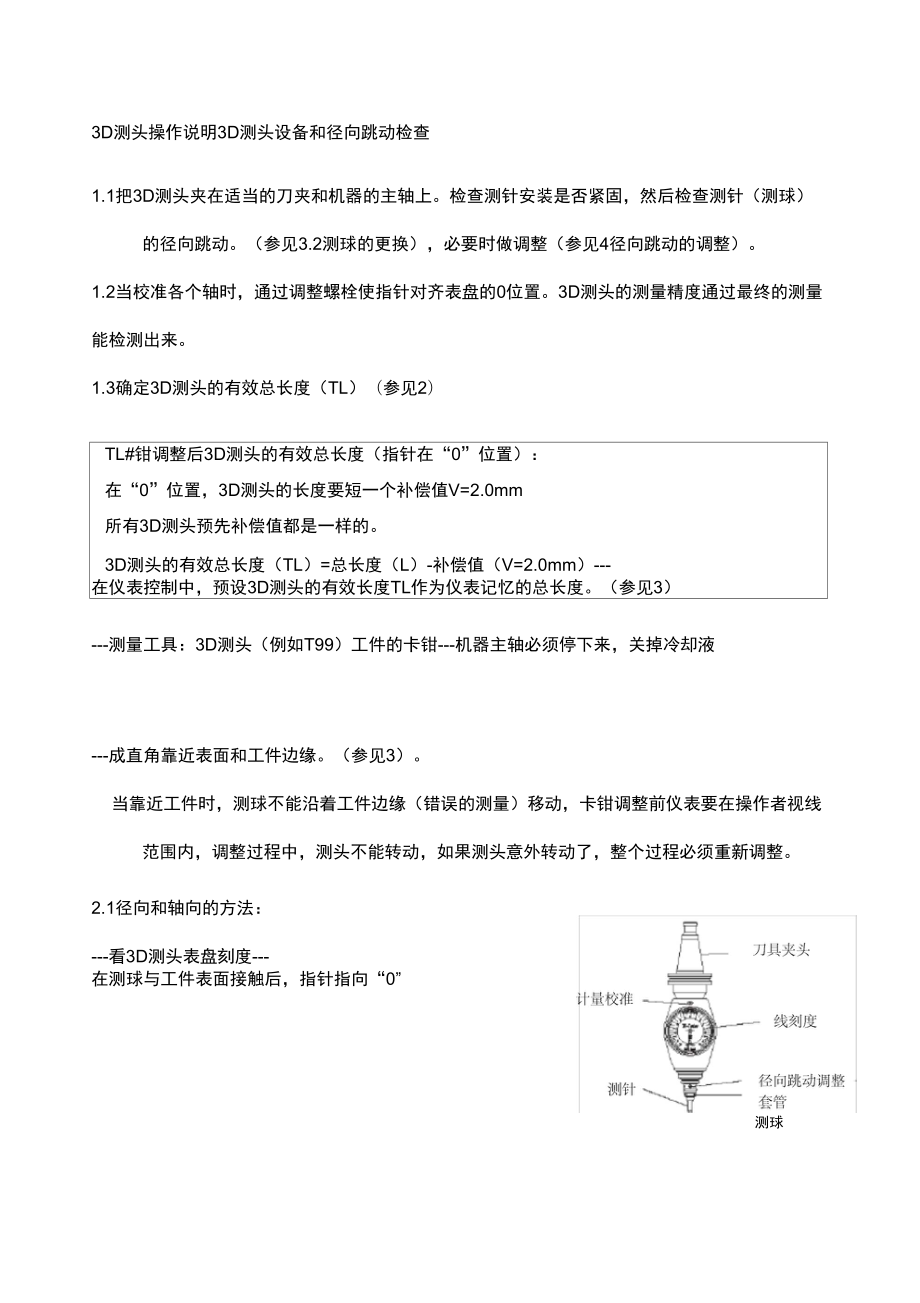
1、3D测头操作说明3D测头设备和径向跳动检查1.1把3D测头夹在适当的刀夹和机器的主轴上。检查测针安装是否紧固,然后检查测针(测球)的径向跳动。(参见3.2测球的更换),必要时做调整(参见4径向跳动的调整)。1.2当校准各个轴时,通过调整螺栓使指针对齐表盘的0位置。3D测头的测量精度通过最终的测量能检测出来。1.3确定3D测头的有效总长度(TL)(参见2)TL#钳调整后3D测头的有效总长度(指针在“0”位置):在“0”位置,3D测头的长度要短一个补偿值V=2.0mm所有3D测头预先补偿值都是一样的。3D测头的有效总长度(TL)=总长度(L)-补偿值(V=2.0mm)-在仪表控制中,预设3D测头的
2、有效长度TL作为仪表记忆的总长度。(参见3)-测量工具:3D测头(例如T99)工件的卡钳-机器主轴必须停下来,关掉冷却液-成直角靠近表面和工件边缘。(参见3)。当靠近工件时,测球不能沿着工件边缘(错误的测量)移动,卡钳调整前仪表要在操作者视线范围内,调整过程中,测头不能转动,如果测头意外转动了,整个过程必须重新调整。测球2.1径向和轴向的方法:-看3D测头表盘刻度-在测球与工件表面接触后,指针指向“0”-当用标准测针时,精确的差异在刻度上直接读出来-当到达“0”位置时,卡钳调整工作结束=机床主轴=工件表面。右图1图2:图3:成直角靠近平面的方法3D测头有效长度=总长度-补偿值(V=2.0mm)
3、测针-3D测头发货时配备了一个标准的测针。(订单号:1073233.1测针的预定破点-为了保护工件和3D测头,所有测针都有预设的破点。(陶瓷轴)3.2测针的更换-把扳手插入空中拧松螺栓-在安装孔拧上一个新的测针,用扳手拧紧(见右图)-检查圆度。3.3当测针更换时(参见3.2),测头有效长度必须重新确定并在机床的控制单元再次输入。1. 径向跳动调整下列情况总是调整径向跳动-机器更换3D测头-更换测针-测针破损后-冲撞后4.1X轴调整旋转轴,直到3D测头的X轴和机床的X轴一致。朝着测球移动指示表,直到指示表有反应。设置指示表归零(参见1)测头的轴旋转180,现在指示表显示的X轴背面(图示情况读数0
4、.12mm)(参见2)用扳手调节螺栓至背离读数的一半(图示情况指示表现在读数0.06mm),现在X轴调节完毕4.2Y轴调整4213D测头旋转90(现在3D测头刻度盘朝向指示表方向)(见图3)设置指示表归零再旋转3D测头180,现在指示表显示背离Y轴(图示情况显示0.08mm)(见图4)用扳手调整螺栓至背离读数的一半(图示情况0.04mm),现在丫轴调节完毕再次检查X轴的真正运行,万一出现错误,按照以上描述再次进行调整图3图4图3图4测量校准5.1把3D测头夹在机床主轴上。5.2靠近测量面的第一个边,直到测针指示零位置。5.3将机床的X轴设置为“0”5.4靠近测量块的第二个边。在机器控制中输入偏
5、移=测量块长度(20mm)5.5差异:定义测针相对于0位置的差异零位置零位置5.6根据“差异一半”原则用调整螺栓进行调整5.6根据“差异一半”原则用调整螺栓进行调整5.7检查校准:重复步骤5.2到5.6.调整螺栓6.测量6.1如何避免测量错误避免测量错误要考虑如下因素:-检查3D测头在刀夹中的松紧度。-检查接触点在一个牢固的表面上紧密地接触着-测试接触点。-接触点改变之后,总长度必须重新确认并输入到机床控制单元。-当和工件接触时,接触球不能沿着工件边缘移动。和工件接触前,测头必须在操作者视线内,如果由于错误测头被转动了,那么整个程序必须重新开始。仅仅用于型号107323的测针。6.2接触工件(
6、定义X,Y,Z位置)-停下机器的主轴,关掉冷却液。成直角方向移动到接触面(参考图)一旦接触上,要缓慢移动,直到指示表表针达到零位置。机床X轴与工件边缘对应。6.3确认一个孔的中心确认X坐标-把测头放置在孔内,沿着X轴移动,直到与工件接触并显示“0.000”-设置控制单元(X轴)的显示为“0.000”-然后测头沿着X轴反向移动,直到和工件接触并显示“0.000”-读出机床控制单元(X轴)的显示值。例如15.024mm,沿着X轴移动显示值一半7.512,设置控制单元的显示为“0.000确定Y坐标-继续用相同的方法沿着Y轴移动-孔中心到机床的位置就能准确确定。6.4工件的确定和正确找正。641测头沿
7、着Y轴移动,直到和工件接触,指针指向零位置。设置机床控制单元的X轴和Y轴显示值为“0.000”测头必须沿着X轴移动,例如200mm(dx)测头必须沿着Y轴移动,直到接触工件,指针指向零位置。X2J0.DUJX23D.D03TlDr4B0读出控制单元(Y轴)的显示值,例如10.48mm(dy)确定修正角度(角度=ctg(dy/dx=3),因此重新对齐工件,工件的对齐方式现在是正确的。6.5长度测量测针必须沿着X轴移动,直到和工件接触,指针移动到0设置机床控制单元(X轴)的指示值为0和工件边缘接触,沿着X轴移动,直到测头表盘指示显示0读出显示在屏幕上的确定的长度6.6去除错误。如果测头没在开始位置,简单地抬起下面空气交换管(真空的影响)如果3D测头被拆解,将无法保修和索赔。此文档部分内容来源于网络,如有侵权请告知删除,文档可自行编辑修改内容,供参考,感谢您的配合和支持)
 3D寻边器操作说明
3D寻边器操作说明