《连接座机械加工工艺工序卡片》由会员分享,可在线阅读,更多相关《连接座机械加工工艺工序卡片(12页珍藏版)》请在装配图网上搜索。
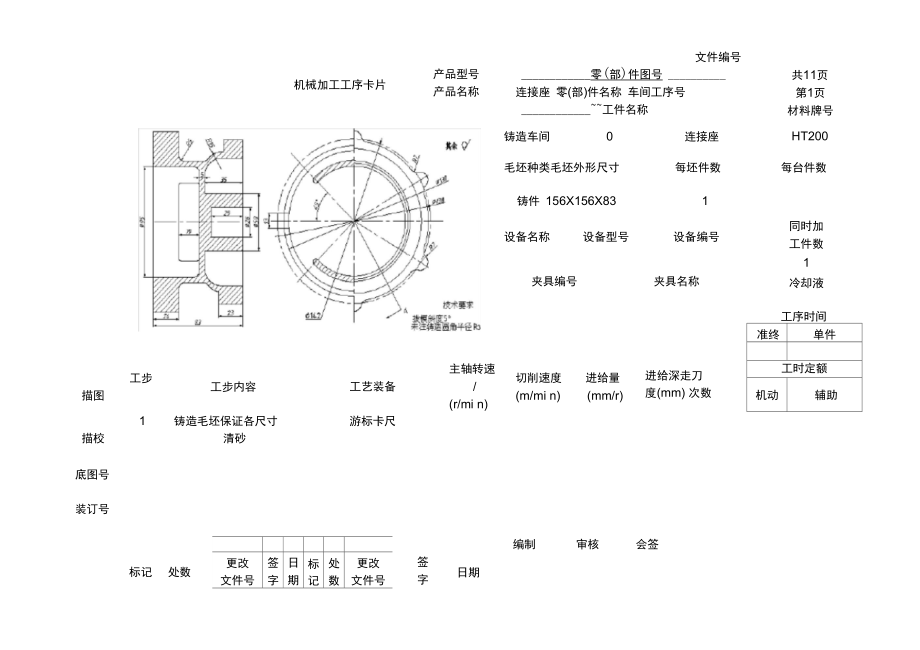
1、文件编号机械加工工序卡片产品型号 产品名称零(部)件图号 连接座 零(部)件名称 车间工序号工件名称描图描校底图号装订号铸造车间0连接座毛坯种类毛坯外形尺寸每坯件数铸件 156X156X831设备名称设备型号设备编号夹具编号夹具名称工步工步内容工艺装备主轴转速/(r/mi n)切削速度(m/mi n)进给量(mm/r)进给深走刀 度(mm) 次数1铸造毛坯保证各尺寸清砂标记游标卡尺更改 文件号签 字日 期标 记处 数更改 文件号处数签 字编制审核会签日期共11页第1页材料牌号HT200每台件数同时加工件数1冷却液工序时间准终单件工时定额机动辅助文件编号机械加工工序卡片产品型号零(部)件图号共1
2、1页产品名称连接座零(咅E)件名称第2页:车间工序号工件名称材料牌号1热处理车 间5连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件156X156X8311设备名称设备型号设备编号同时加 工件数1夹具编号夹具名称:冷却液工序时间准终单件工步 号工步内容工艺装备主轴转速/(r/mi n)切削速度(m/mim)进给量(mm/r)进给深度(mm)走刀 次数工时定额描图机动辅助描校1时效处理,硬度要求达到 HBS1187-220游标卡尺底图号装订号5.28编制审核会签标记处数更改 文件号签 字日 期标 记处数更改 文件号签字日期文件编号机械加工工序卡片产品型号零(部)件图号共11页产品名称连接
3、座零(部)件名称第3页工件名称车间材料牌号工序号7R机加工车间毛坯种类铸件设备名称车床夹具编号10连接座HT200毛坯外形尺寸156X156X83设备型号CA6140每坯件数每台件数设备编号同时加工件数夹具名称三爪自定心卡盘冷却液工序时间机动I 单件工 步 号工步内容工艺装备主轴转速/(r/mi n)切削速度(m/mi n)进给量(mm/r)进给深度(mm)走刀次 数工时定额描图基本辅助1粗车右端面至786601100.450.9111描校2粗车外圆115深590度偏刀、16钻6601430.450.91103钻通孔16头、盲孔车刀、1000450.483.5111底图号4粗镗内孔34深29游
4、标卡尺510550.30.91195粗车小凸台断面至206601100.450.9111装订号编制审核会签63标 记处更改签日标处更改签数文件号字期记数文件号字日期产品型号 产品名称描图描校工步号12底图号装订号工步内容工艺装备粗车右端面至71 粗车外圆118深9粗车内孔98深6.890度偏刀,盲孔偏刀,游标卡尺连接座 车间 机加工车 间毛坯种类铸件设备名称车床零(部)件图号 零(部)件名称工序号工件名称共11页第4页材料牌号15连接座HT200毛坯外形尺寸156X156X83设备型号CA6140夹具编号每坯件数每台件数设备编号夹具名称三爪自定心卡盘1同时加工件数1冷却润滑液工序时间准终单件6
5、3主轴转速/(r/mi n)660660510切削速度(m/mim)进给量(mm/r)进给深度(mm)走刀次数工时定额机动辅助11014355编制0.450.450.3审核0.90.97.3会签15939标 记处 数更改 文件号签 字日 期标 记处 数更改 文件号签字日期描图工步内容工艺装备描校底图号装订号半精车端面保证长70半精车外圆111.4 X 5 半精镗内孔39.6 X27 半精镗内孔32X 28 半精镗内孔17.5 半精车小凸台端面深16产品型号零(部)件图号产品名称连接座零(部)件名称共11页第5页YT5 90度偏刀,YT5镗刀,游标卡尺,内径百分尺车间机加工车间毛坯种类铸件设备名
6、称车床工序号工件名称材料牌号20连接座HT200毛坯外形尺寸156X156X83设备型号CA6140夹具编号每坯件数设备编号夹具名称每台件数1同时加工件数1冷却润滑液三爪自定心卡盘工序时间准终|单件113主轴转速/(r/mi n)660660510510切削速度(m/mi n)1101435551进给量(mm/r)0.450.45度(mm)走刀次数工时疋额机动辅助0.30.3510260.36601100.450.90.90.90.90.90.911111121193630107编制审核会签标处更改签日标处更改记数文件号字期记数文件号签字日期产品型号 产品名称零(部)件图号共11页连接座零(部
7、)件名称第6页描图描校3底图号装订号工步内容工艺装备半精车右端面至69半精车外圆115.4长9半精镗内孔99.6长790度偏刀,盲孔偏刀,游标卡尺主轴转速/(r/mi n)660车间工序号工件名称材料牌号机加工25连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件156X156X8311设备名称设备型号设备编号同时加 工件数车床CA61401夹具编号夹具名称冷却润滑液三爪自定心卡盘切削速度进给量(m/mi n)(mm/r)进给深度(mm)走刀次数1100.456601430.45510550.3工序时间准终|单件51工时定额机动辅助0.9160.9190.9136编制审核会签标 记处数更
8、改 文件号签 字日 期标 记处数更改 文件号签 字日期描图描校底图号装订号机械加工工序卡片30毛坯种类毛坯外形尺寸铸件156X156X83设备名称设备型号立式钻床Z5115A夹具编号工序号产品型号 产品名称零(部)件图号 零(部)件名称连接座 车间 机加工车 间工件名称连接座每坯件数设备编号夹具名称专用夹具工步号工步内容工艺装备钻通孔3X077钻头游标卡尺主轴转速/(r/mi n)1000切削速度(m/mi n)进给量(mm/r)进给深度(mm)走刀次数450.483.5共11页第7页材料牌号HT200每台件数1同时加工件数冷却润滑液工序时间准终|单件72机动72工时定额辅 助编制审核会签标记
9、处数更改 文件号签 字日 期标 记处 数更改 文件号签 字日期文件编号机械加工工序卡片产品型号零(部)件图号共11页产品名称连接座零(部)件名称第8页工件名称材料牌号工序号车间机加工车aa一 I咖&35连接座HT200毛坯种类铸件铸件设备名称立式钻床毛坯外形尺寸156X156X83夹具编号每坯件数每台件数描图工步号工步内容工艺装备描校钻通孔6深7钻孔4深4.134深11底图号攻螺纹4-M5深107钻头,4.1钻头,M5丝锥,游标卡尺,螺纹塞规156X156X83设备型号Z5115A主轴转速/(r/mi n)1000960195设备编号同时加工件数夹具名称专用夹具冷却润滑液工序时间准终|单件21
10、8切削速度(m/mi n)进给量(mm/r)进给深度(mm)走刀次数工时定额机动辅助17.120.24.90.220.11.252.53.357211630装订号5.28编制审核会签标记处数更改 文件号签 字日 期标 记处 数更改 文件号签 字日期文件编号机械加工工序卡片产品型号零(部)件图 号共11页产品名称连接座零(部)件名 称第9页车间工序号工件名称材料牌号机加工车 间40连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件156X156X8311设备名称设备型号设备编号同时加 工件数1夹具编号夹具名称工序时间准终单件10工步 号工步内容工艺装备主轴转速/(r/mi n)切削速度(m
11、/mim)进给量(mm/r)进给深度(mm)走刀 次数工时定额描图机动辅助1去毛刺10描校底图号装订号15.28编制审核会签标记处数更改 文件号签 字日 期标 记处 数更改 文件号签字日期描图描校文件编号机械加工工序卡片产品型号零(部)件图号共11页产品名称连接座零(部)件名称第10页工件名称车间材料牌号工序号、龙& f机加工车间毛坯种类铸件设备名称万能外圆磨床夹具编号45连接座HT200毛坯外形尺寸156X156X83设备型号每坯件数每台件数设备编号1同时加工件数夹具名称专用夹具冷却润滑液工序时间准终29单件工步号工步内容工艺装备主轴转速/(r/mi n)切削速度(m/mi n)进给量(mm
12、/r)进给深度(mm)走刀次数工时定额机动辅助磨内孔40深5 磨外圆111深5砂轮,内径千分尺,外径千分尺,1613底图号装订号标记处数更改 签日标处更改文件号 字期记数 文件号日期编制审核会签文件编号机械加工工序卡片产品型号零(部)件图号共11页产品名称连接座零(部)件名称第11页工件名称车间连接座材料牌号工序号机加工车间毛坯种类铸件设备名称万能外圆磨床夹具编号描图工步号工步内容工艺装备描校磨内孔100深7保证 尺寸精度磨外圆115深9保证砂轮,内径千分尺, 外径千分尺50HT200毛坯外形寸156X156X83设备型号主轴转速/(r/mi n)每坯件数每台件数设备编号同时加工件数夹具名称专用夹具冷却润滑液工序时间准终|单件切削速度(m/mim)进给量(mm/r)进给深度(mm)走刀次数工时定额机动辅助尺寸精度底图号编制审核会签标记处数更改 文件号签 字日 期标 记处数更改 文件号签字日期
 连接座机械加工工艺工序卡片
连接座机械加工工艺工序卡片