《西门子840D系统伺服轴参考点调整方法分析》由会员分享,可在线阅读,更多相关《西门子840D系统伺服轴参考点调整方法分析(3页珍藏版)》请在装配图网上搜索。
1、西门子840D系统伺服轴参考点调整方法分析 一汽解放公司无锡柴油机厂 徐平一汽無放公司无锡柴油机厂CA6DL车间,主耍牛产重型 发动机的缸体和制蕎,伞祁加工设备都来自德国GROB公司, 押制系统是西门子840D,共有611D伺服轴1300多根。伺服轴 都必须建灯参考点,然后才能建立数控程序,因此伺服轴的参 老点是建立数控机床坐标系的果础。机床安装时,都已精心调 聲,但是在实际使用时由于以下几种原因,经常需要重新设置 或调整参考点。(1) 拆装伺服电机编码器后西门子伺服电机绝对编码 器更换要小心);(2) 拆装伺服电机后;(3) 拆装光栅尺后:(4) NC电池电压低了,会导致记忆值丢失。机械原点
2、与 编码器原点之间偏移星,是记忆在NC卡的SRAM上,系统运行 是依据此记忆的值进行运行。由于系统的配逻不同.设st参考点的方法也是不同的,为 了快速准确设蚩或调整参考点,需要理解系统的配置参数、位 置测虽系统连接和设蜃方法。常见测量系统总类数控机床维修是经常需要做的工作,但長由于机床的伺服 轴配置的位藍测虽系统类型不同,从而导致调整参考点的方法 也不同。一般付置测屋系统主要有六类:(1 )带有0刻度旋转式增捷测虽系统:(2) 增量式线性测量系统;(3 )带有距离编码的线性测量系统:(4) 带有距高编码的旋转测星系统:(5) 绝对旋转测量系统;(6 )绝对线性测ft系统。以CA6DL机加工车间
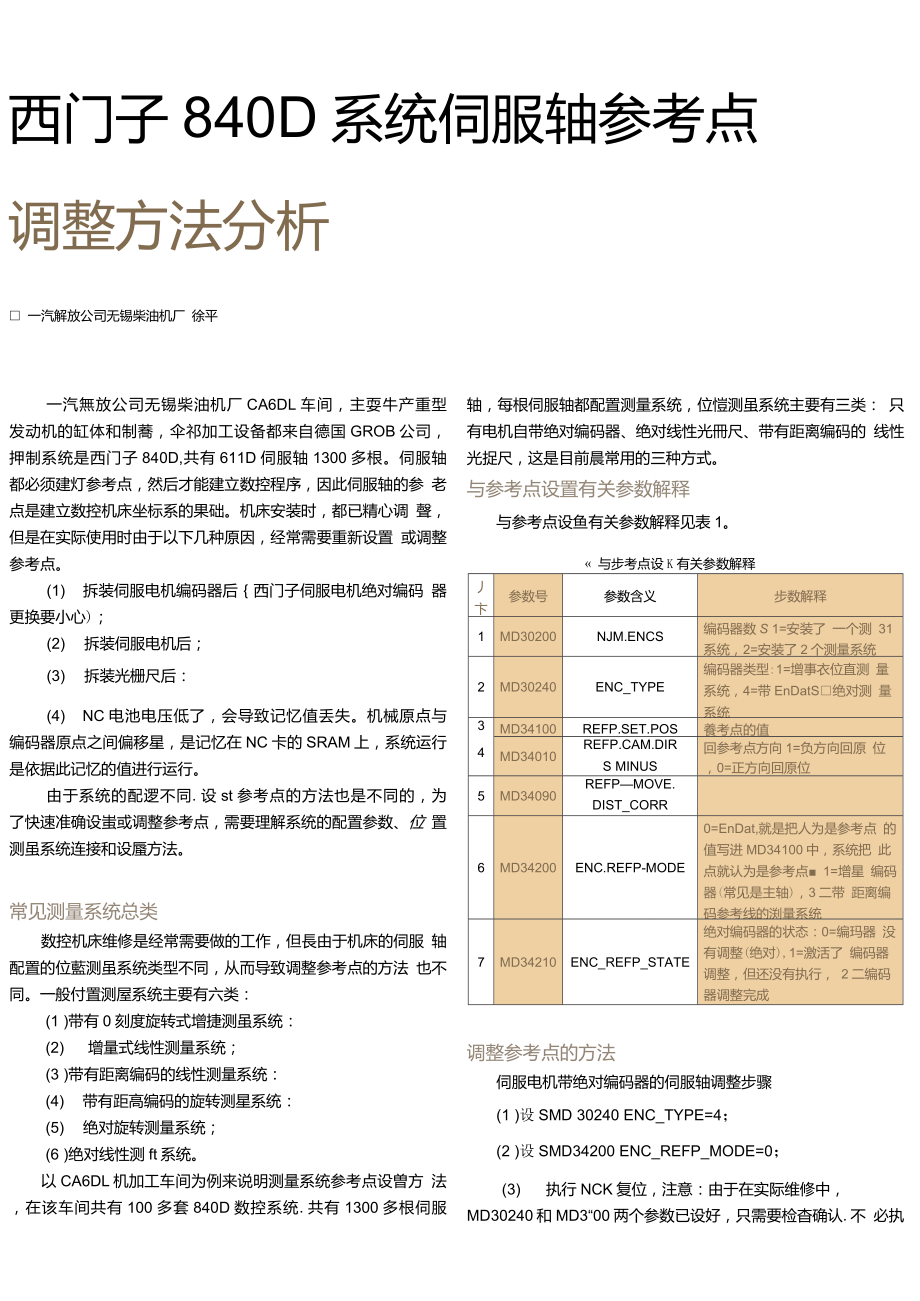
3、为例来说明测量系统参考点设曽方 法,在该车间共有100多套840D数控系统.共有1300多根伺服 轴,每根伺服轴都配置测量系统,位愷测虽系统主要有三类: 只有电机自带绝对编码器、绝对线性光冊尺、带有距离编码的 线性光捉尺,这是目前晨常用的三种方式。与参考点设置有关参数解释与参考点设鱼有关参数解释见表1。 与步考点设K有关参数解释丿卞 号参数号参数含义步数解释1MD30200NJM.ENCS编码器数S 1=安装了 一个测 31系统,2=安装了2个测量系统2MD30240ENC_TYPE编码器类型:1=增事衣位直测 量系统,4=带EnDatS绝对测 量系统34MD34100REFP.SET.POS
4、養考点的值MD34010REFP.CAM.DIRS MINUS回参考点方向1=负方向回原 位,0=正方向回原位5MD34090REFPMOVE. DIST_CORR6MD34200ENC.REFP-MODE0=EnDat,就是把人为是参考点 的值写进MD34100中,系统把 此点就认为是参考点 1=增星 编码器(常见是主轴),3二带 距离编码参考线的渕量系统7MD34210ENC_REFP_STATE绝对编码器的状态:0=编玛器 没有调整(绝对),1=激活了 编码器调整,但还没有执行, 2二编码器调整完成调整参考点的方法伺服电机带绝对编码器的伺服轴调整步骤(1 )设SMD 30240 ENC_
5、TYPE=4;(2 )设SMD34200 ENC_REFP_MODE=0;(3) 执行NCK复位,注意:由于在实际维修中, MD30240和MD3“00两个参数已设好,只需要检杳确认.不 必执行NCK复位,若修改这两个参数,就需要执行NCK复位。 在实际维修中,一般是从以下第4步开始;(4) 将諺动到需要设参考点位置,记下轴显示机械坐标值;(5) 设:SMD 34100: REFP_SET_POS为参考点的真实值;(6) 将MD34210: ENC_REFP-STATE 设为 1 ,激活修改;(7 )在主控而板上选择调整轴,按下主控直板上RESET按钮表2线性轴的光栅尺屏蔽的方法序 号餐数号参
6、数的含义屏蔽前屏蔽后1MD 30200编码熬数212MD 30230(01实咏值指;t输入到驱动器 子樓块/测1B电路板213MD 30230111实乐值指定输入到耿动器 子模块/测量电路板12 一 -4MD 30240101实际債传感类型145MD30240IU实际值传感类犁406MD 30242101编码器是独立的207MD 3024211编码器邸独立的208MD31000直线绢码器109MD 31040於码器宵綾安装干机床1010MD 34200|0|券考点模式3011MD 34200111参考点模式012MD 34320在相反方向的线性测量系统1013MD 36912实斥值指定驱动器模
7、块/测 量回路板输入211415MD 36915编码器类型14MD 1316电机编码器安全功能设置6H2卜4表3旋转紬的圆光柵屏蔽方法序号参数号参数的含义屏蔽前屏蔽后1MD 30200编码器数2I2MD 30230(01实际值指定:输入到驱动 器子模块/测量电路坂213MD 30230(1实际值指定:输入到象动 篓子模块/测量电路板124MD 30240I0!实际值传感类型145MD 30240(1实际值传感类型406MD 30242(01编讯器是独立的207MD30242IU编爲器超独立的208MD 31020编码器刻度值1800020489MD31040编硏器直接安装于机床1010MD 3
8、4200101参考点模式3011MD 3420011簽考点模式0112MD 34320在相反方向的线性测量系茨1013MD 36912实际值指定第动冀模块 /测量回路板输入2114MD 36915编測器类刑1415MD 36918每个旋转的编码器标志8000204816MD 36921妾速箱编码器(分母丨1317MD 36922安速箱编码器(分子)145518MD 1316电机编码器安全功能设6H2H(8 )检杏MD 34010 REFP-CAM_DIRJS.MINUS,若为1,下一步就彼号键.若为0,下一步就枝号键;(9)选择JOG/REF模式,关“OVERRIDE”旋孙 按 号键或+号键。
9、此时轴是不移动的。技巧 若调整前当前机械坐标,发现出标已超过 MD36120或MD36130设定的软极限,先相略估算下.按上述 步畏,从第5步开始粗训整,然后可以移动轴,再粕训。全闭环弟绝对光栅的伺服轴调整步骤这类系矗只是系统相关参数配管不同,參考点的调整方 法,完全可以参2笫一类,即伺服电机带绝对编於器的何服 轴调整步谀。全闭环带距离编码的线性光栅尺(1 设置MD 30240. ENC rYPE|0J=1, MD 30240: ENC TYPE|1|=4, MD 30200: NUM.FNCS=2;(2)设苦MD 34200. ENC.REFP MODE|OJ=3? MD 34200: EN
10、C_REFP_MODE =0;(3 )执行NCK复位,注意:由于在实际维修中, MD30200、MD30240和MD34200两个参数已设好,只需要 检杏确认,不必执行NCK复付,若博改这两个参数,就需要执 行NCK复付。在实际维修中,一般星从以下第4步开始。(4) 将轴移动到需妾设参考点位宣,记下轴显示机械 半标值A,与此时希望的值B进行减法运算,把差值记为C, C=A-B;(5) 记下MD34090中的值D,把C与D逬行加或减。把结 果记为E;.(6 ) SET MD ACTIVE:(7 CLOSE OVERRIDE:8) RESET;(9)检查MD 34010:REFP-CAM_DIR_
11、IS_MINUS,若为1, 下一步就按号键;若为0,下一步就按+”号键;(10 )选择JOG/REF模式,打开“OVERRIDE”旋钮, 按匸号键或号儀令此时轴是移动的;(11 )再到JOG模式,进行复核,若不对,把第5步的计 算.逆向运算2次:,屏蔽全闭环带距离编码的线性光栅尺在实际维修中,有时会遇到増量光搁尺没有备件,在工艺 许可得情况下,可以采用屏蔽帶距离编码的线性光嘟尺的办法 来满足临时生产。由于欧洲设计的机床,是双通道的安全标准 设计的,因此徃屏蔽时,特别要注意安全功能。具体方法见表2、表3在数控机床的使用中,经常会遇到原点设置问題,必须淸 楚840D伺服系统得原理和参数,并且正确遅解英参数,针对 具体机床配誥特点,才能高效地解决问題。WH;
 西门子840D系统伺服轴参考点调整方法分析
西门子840D系统伺服轴参考点调整方法分析