《标题硬轨机床调试方法》由会员分享,可在线阅读,更多相关《标题硬轨机床调试方法(5页珍藏版)》请在装配图网上搜索。
1、精选优质文档-倾情为你奉上如何使用伺服调整工具调试配置华中8型数控系统的硬轨数控机床武汉华中数控股份有限公司目前,硬轨数控机床越来越多,本文提供了一个使用伺服调整工具调试配置华中8型数控系统的硬轨数控机床的方法,请用户参考。一、适用范围:本调试方法适用于配置华中8型数控系统的硬轨数控机床,其中具体的伺服参数调试方法也适合现阶段的各类型伺服驱动器。二、硬轨机床的特性: 具有很高的刚性,切削载荷大。摩擦阻力大,动态响应滞后。三、调试目的:保证伺服系统在其整个速度区间内运行时,不产生振荡、啸叫、爬行等异常现象的情况下,获得一个较高的动态特性。四、适用的硬件平台:华中HNC-808、818、848系列
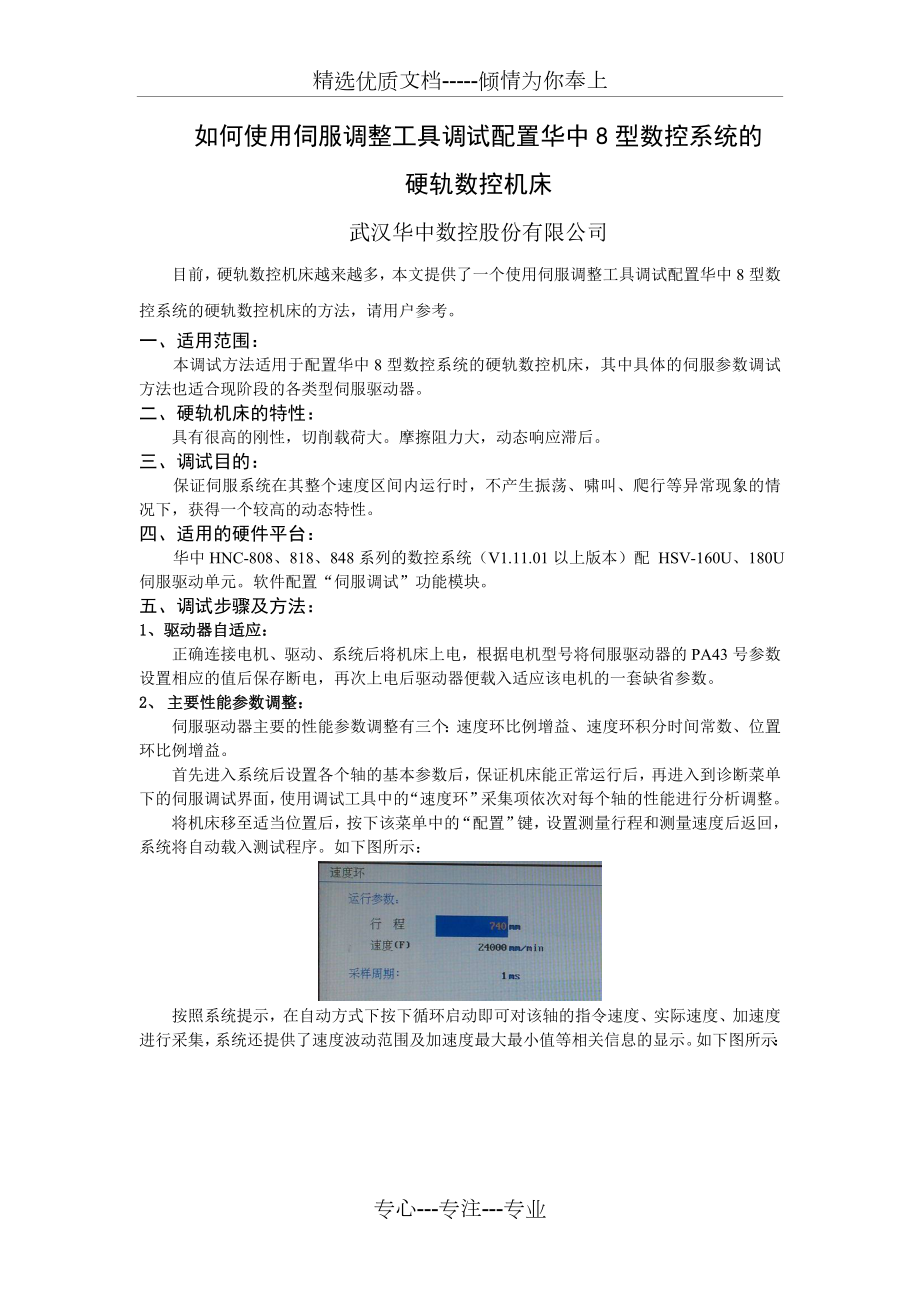
2、的数控系统(V1.11.01以上版本)配 HSV-160U、180U伺服驱动单元。软件配置“伺服调试”功能模块。五、调试步骤及方法:1、驱动器自适应:正确连接电机、驱动、系统后将机床上电,根据电机型号将伺服驱动器的PA43号参数设置相应的值后保存断电,再次上电后驱动器便载入适应该电机的一套缺省参数。2、 主要性能参数调整:伺服驱动器主要的性能参数调整有三个:速度环比例增益、速度环积分时间常数、位置环比例增益。首先进入系统后设置各个轴的基本参数后,保证机床能正常运行后,再进入到诊断菜单下的伺服调试界面,使用调试工具中的“速度环”采集项依次对每个轴的性能进行分析调整。将机床移至适当位置后,按下该菜
3、单中的“配置”键,设置测量行程和测量速度后返回,系统将自动载入测试程序。如下图所示:按照系统提示,在自动方式下按下循环启动即可对该轴的指令速度、实际速度、加速度进行采集,系统还提供了速度波动范围及加速度最大最小值等相关信息的显示。如下图所示:【位置环比例增益】的大小影响着电机定位的锁定刚性及运行时的跟踪误差。【速度环比例增益】的大小影响着电机速度的响应快慢。而提高整个伺服系统的响应及刚性,可以减小硬轨带来的滞后延时影响。使得后续在圆度调试中的过象限突跳补偿更加容易补偿。【速度环积分时间常数】的大小影响电机稳态速度误差的大小及速度环系统的稳定性。速度环比例增益、积分时间常数仅对电机在运行时的状态
4、起作用,所以我们可以使用较高的测量速度测试,观察加速波形来判断速度环比例增益是否需要进一步提高。如下图所示:速度环参数调整的原则:是保证速度环系统稳定(不振荡)的前提下,允许超调并只有一个超调量不大的波头,使速度环响应最快,并且系统稳定工作。如下列三幅图中的第三幅图所示:超调量过大超调量略大超调量刚好速度环积分时间常数调整的原则:为了保证系统稳定的工作,应该调整速度环积分时间常数。调整的原则是,负载惯量折算到电机轴上的值与电机转子惯量的倍数越大,速度环积分时间常数的值应增加越大。逐步提高速度环比例增益,以提高机床响应速度。而伺服电机带上实际负荷时,由于实际负载转矩和负载惯量的增大,会使速度环的
5、带宽相对空载时变窄。在较高的速度环增益下,实际负荷较大的机床(硬轨机床),更容易发生电机工作不稳定而引起的振荡现象。如下图所示:此时需要略微降低速度环比例增益,使之进入稳定状态,然后逐步提高位置环比例增益,直至再次出现不稳定的情况,再适当降低直至稳定。这样伺服系统便获得了一个稍微较高的刚性和响应速度。如下图所示:3、 抑制振荡类的参数调整:由于硬轨机床的特性,往往导致此时我们获得的刚性和响应速度还不足够,判断条件为:在“位置环”采集项中使用1000mm/min的进给速度移动该轴,观察跟踪误差最大值是否在0.2mm以内。当然该项指标能控制的越小越好。若惯量相对较大的机床可增加【速度环反馈滤波因子
6、】及【转矩指令滤波时间】这两项参数,可有效降低振荡,使得速度环比例增益可进一步提升。速度环反馈滤波因子缺省值为1,一般情况下最大调整到4;而转矩指令滤波时间缺省值为1,一般情况下最大调整到10。如下列两幅图所示:转矩指令滤波时间为【1】时转矩指令滤波时间为【4】时4、 特性优化调整:此前的参数调整属于粗调,增益类参数可每次增加200400,若伺服系统发生振荡则减少10050。而找到临界点后,首先加入适当滤波类参数后,再进行增益类参数的细调。每次增加5020,若发生振荡则减少2010。较大的滤波参数虽然可以进一步的提高伺服系统的特性,但是会增加机床运行时的噪音,在不产生附加振荡的情况下(可通过加
7、速波形观察到)应适当控制在一定范围以内(比如85分贝以下)。若滤波类参数无法提高,即在临界点时将滤波类参数加大后振荡反而更加明显。如下列三幅图所示:转矩指令滤波时间为【0】时转矩指令滤波时间为【1】时转矩指令滤波时间为【4】时说明机床的运行阻力较大(脱开电机后用手旋转丝杆非常吃力),应检查导轨润滑、镶条松紧、丝杆装配精度等方面原因。参数方面可通过提高【电流环控制比例增益】及降低【电流环控制积分时间】来加大电机的出力及响应能力。注意:电流环控制比例增益参数值较大时易引起电机连续运行时驱动器报警。补充:在系统能稳定工作的前提下,较大的速度环比例增益和较小的速度环时间常数,可以获得较好的速度响应。较大的速度环比例增益和过小的速度环时间常数,较容量发生系统振荡,工作不稳定;较小的速度环比例增益和过大的速度环时间常数,电机速度响应低,电机运行易出现爬行状态。注意:多轴同时进行插补运算时,各轴的位置比例增益值应调整为一样。否则会出现伺服不匹配的情况,导致两轴插补加工整圆时出现椭圆的现象,可参考圆度调试方法。专心-专注-专业
 标题硬轨机床调试方法
标题硬轨机床调试方法