《钢结构焊接操作规程》由会员分享,可在线阅读,更多相关《钢结构焊接操作规程(3页珍藏版)》请在装配图网上搜索。
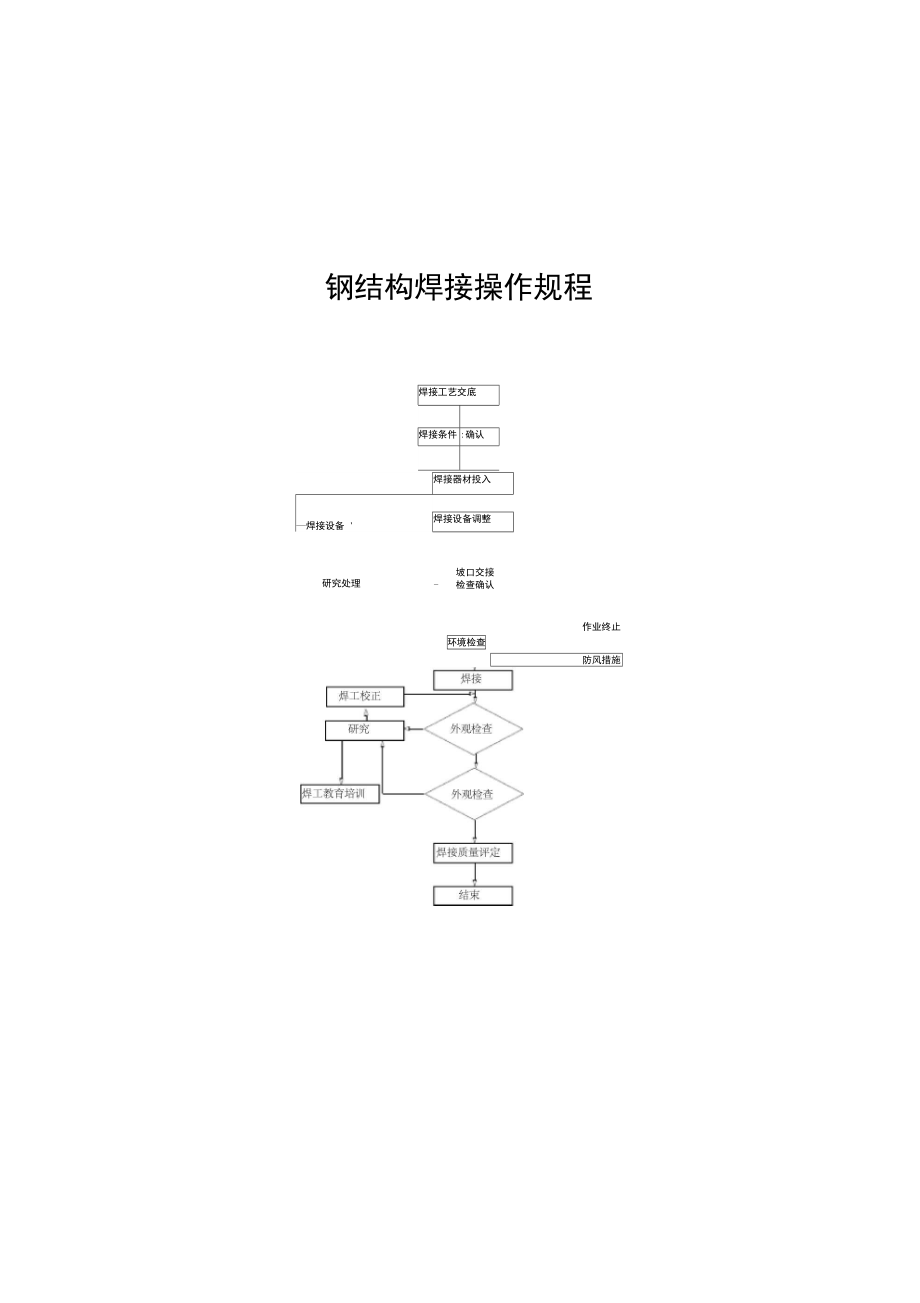
1、钢结构焊接操作规程焊接工艺交底焊接条件:确认焊接器材投入焊接设备 焊接设备调整研究处理坡口交接-检查确认环境检查作业终止防风措施钢结构焊接操作规定1 焊接设备应具有参数稳定,调节灵活,满足焊接工艺要求和安全可靠的性能。2 焊工应经过考试并取得合格证,持双证方可从事钢结构工程焊接。3 焊条,焊丝在被使用前,必须按产品说明书及有关工艺文件规定进行烘干。4低氢焊条烘干温度为 350-380 C ,保温1.5-2h,烘干应缓冷放置于 110-120 C的保温箱中存放,待用,使 用时应置于保温筒中 ,随用随取 ,烘干后的低氢焊条在大气中放置时间超过 4h 后应重新烘干 , 焊条重复 烘干次数不宜超过 2
2、 次, 受潮焊条不应使用 , 并建立焊条烘焙发放领用记录 .5酸性焊条烘干温度为 100-150 C ,保温1-2h,烘后在50C温度的保温箱中存放。6 彻底清除待焊处表面的水,氧化皮,绣,油污。7 焊接完成后,应由焊工自检合格。(二)1 施焊前, 焊工应检查焊接部位的组装和表面清理质量。 如不符合要求, 应修磨合格后方能施焊, 坡口组装间隙超过允许偏差规定时,可在坡口单侧或两侧堆焊,修磨使其符合要求,但当坡口组装间隙超过较薄板厚度 2倍或大于20mm寸,可应用堆焊方法增加构件长度或减小组装间隙,焊接接头组装 的允许偏差见表 3.3.1 。2对接接头,T型接头,角接接头,十字接头等对焊接缝及组
3、合焊接缝应在焊缝的两端设置引弧和引出板,其材料和坡口形式应与焊件相同,弓I弧和引出的焊缝长度不小于20mm焊接完毕后应采用气割切除,并修磨平整,不得用锤击落。3 角焊缝转角处宜连续绕角施焊,起落弧点距焊缝端部宜大于10mm。4 定位焊工应有焊工合格证, 定位焊所用焊接材料应与焊材质匹配。 焊缝厚度不宜超过设计焊缝厚度的2/3,且不大于8mm焊缝长度不宜小于 40mm间距宜为500-600mm,定位焊应在焊道内,定位焊缝质量 要求同正式焊缝。5 不得在焊道以外的母材表面引弧,熄弧。在吊车梁,吊车梁桁架及设计上有特俗要求的其他重要受力 构件承受拉应力的区域内,不得焊接临寸支架,长具及吊环等。6 分
4、层焊接宜连续施焊,每一层焊道焊完后应及寸清理并检查,如发现有影响焊接质量的缺陷,应清楚 后在施焊,焊道层间接头应平缓过渡并错开。7 焊缝同一部位的返修次数,不宜超过两次,当超过两次寸,应经过焊接技术责任人核准同意后,按返 修工艺进行。8 焊接坡口和间隙超差寸, 严禁采用添加金属块或焊条的方法处理。 焊缝出现裂纹寸,焊工不得擅自处 理,应查清原因,订出修补工艺后,方可处理。9 当采用大间隙加垫板的接头形式寸,第一层焊道宜采用小规范参数熔透,一般焊条直径不大于4mm,焊缝最大厚度不应超过 6mm焊条直径与电流匹配10 当对接焊缝要求熔透,背面清根寸,宜采用碳弧焊气刨清根,砂轮打磨,碳弧气刨工艺参数
5、见表3.3.10 。11 对于接头采用高螺栓和焊接连接的混合接头,宜采用先焊接后高强螺栓紧固的施工顺序。12 对长焊缝或变形要求较高的构件焊接,宜采用对称分段退焊,跳焊等方法。13 焊接完毕,焊工应清理焊缝区非熔渣的飞溅物,并检查焊缝外观质量,合格后,应在工艺规定的焊 缝部位打上焊工钢印。14 焊缝表面缺陷超过相应质量核准寸,对气孔,加渣,焊瘤,余高过大等缺陷应用砂轮打磨,铲,凿, 钻等方法去除,对焊缝尺寸不足,咬边,弧坑未填满等缺陷应进行补焊。15 经无损检测确定焊缝内部存在超标缺陷寸应进行返修,宜采用碳弧气刨刨开有缺陷处焊缝,并用磨 光机磨处气刨渗碳层,并按正式施焊工艺要求焊接,重新进行无损检测。(注:范文素材和资料部分来自网络,供参考。只是收取少量整理收集费用,请预览后才 下载,期待你的好评与关注)
 钢结构焊接操作规程
钢结构焊接操作规程