《连杆的机械加工工艺及夹具设计工艺卡片》由会员分享,可在线阅读,更多相关《连杆的机械加工工艺及夹具设计工艺卡片(58页珍藏版)》请在装配图网上搜索。
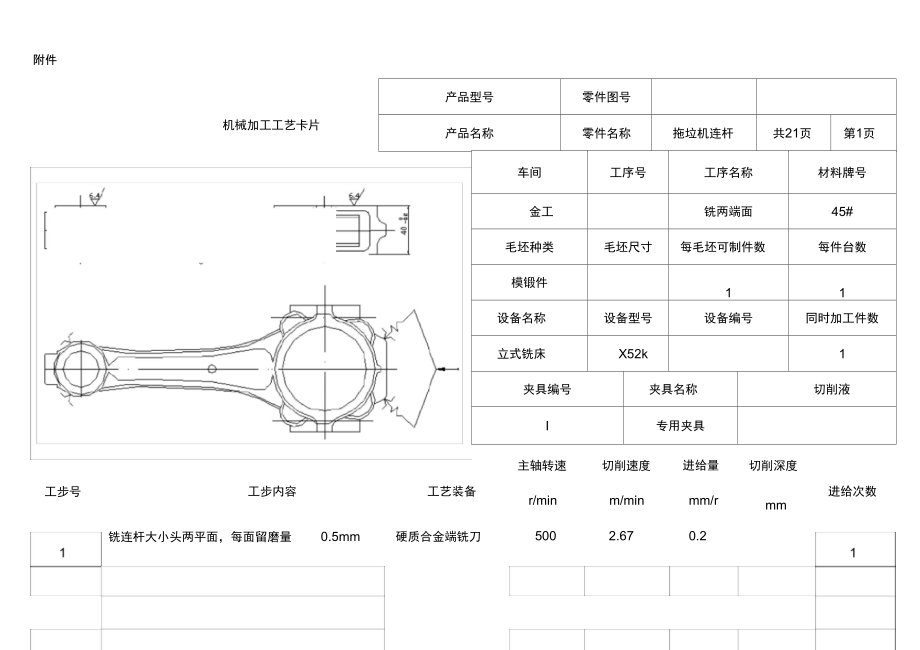
1、附件机械加工工艺卡片工步号工步内容铣连杆大小头两平面,每面留磨量0.5mm产品型号零件图号产品名称零件名称拖垃机连杆共21页第1页车间工序号工序名称材料牌号金工铣两端面45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件11设备名称设备型号设备编号同时加工件数立式铣床X52k1夹具编号夹具名称切削液I专用夹具主轴转速切削速度进给量切削深度工艺装备r/minm/minmm/rmm进给次数硬质合金端铣刀5002.670.2机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共21页第2页车间工序号工序名称材料牌号金工粗磨45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件11设备名称设备型号设备
2、编号同时加工件数磨床M73501夹具编号夹具名称切削液I专用夹具主轴转速切削速度进给量切削深度工步号工步内容工艺装备r/minm/minmm/rmm进给次数以一大平面定位,磨另一大平面,保证中心线对称,无标记面称为基面砂轮;磁力吸盘1000.330.330.3机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共21页第3页车间工序号工序名称材料牌号金工钻45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件11设备名称设备型号设备编号同时加工件数摇臂钻床Z30801夹具编号夹具名称切削液I专用夹具主轴转速切削速度进给量切削深度工步号工步内容工艺装备进给次数以基面定位,钻、扩、铰小头孔麻花钻
3、;扩孔钻;铰刀r/min1000250200m/minmm/rmm1.040.12100.390.320.80.81.51.0机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共21页第4页1r车间工序号工序名称材料牌号金工铣大头两侧45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件11设备名称设备型号设备编号同时加工件数卧式铣床X62W1夹具编号夹具名称切削液I专用夹具主轴转速切削速度进给量切削深度工步号工步内容工艺装备r/minm/minmm/rmm进给次数铣两侧面,保证对称(此平面为工艺用基准面)7500.780.140机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共
4、21页第5页车间工序号工序名称材料牌号金工扩孔45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件11设备名称设备型号设备编号同时加工件数摇臂钻床Z30801夹具编号夹具名称切削液I专用夹具主轴转速切削速度进给量切削深度工步号工步内容工艺装备r/minm/minmm/rmm进给次数以基面定位,以小头孔定位扩大头孔60滑柱钻模4001.270.53.0机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共21页第6页车间工序号工序名称材料牌号金工铣45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件11设备名称设备型号设备编号同时加工件数立式铣床X62W1夹具编号夹具名称切削液I专用夹具主轴转
5、速切削速度进给量切削深度工步号工步内容工艺装备r/minm/minmm/rmm进给次数铣幵连杆锯片铣刀7502.470.0152.0机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共21页第7页工步号工步内容车间工序号工序名称材料牌号金工铣结合面45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件11设备名称设备型号设备编号同时加工件数卧式铣床X62W1夹具名称切削液夹具编号工艺装备专用夹具主轴转速切削速度进给量切削深度r/minm/minmm/rmm进给次数以基面和一侧面(指 99 0.01 )定位装夹工件,1硬质合金端铣刀7502.940.12铣连杆体结合面,保直径方向测量深度27
6、.5mm产品型号零件图号机械加工工艺卡片产品名称零件名称拖垃机连杆共21页第8页车间工序号工序名称材料牌号金工磨45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件11设备名称设备型号设备编号同时加工件数磨床M73501夹具编号夹具名称切削液I专用夹具主轴转速切削速度进给量切削深度工步工步内容工艺装备r/minm/minmm/rmm进给次数硬质合金端铣刀砂轮1000.20.0060.1机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共21页第9页%车间工序号工序名称材料牌号金工铣斜槽45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件11设备名称设备型号设备编号同时加工件数卧式铣床X62
7、W1夹具编号夹具名称切削液I专用夹具主轴转速切削速度进给量 切削深度工步内容以基面与结合面定位装夹工件,铣连杆体、盖5 X8mm斜槽工艺装备专用铣刀r/min100m/minmm/r mm0.330.022进给次数机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共21页第10页I工步号工步内容加工螺栓座面车间工序号工序名称材料牌号金工铣45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件11设备名称设备型号设备编号同时加工件数卧立铣床X62W1夹具编号夹具名称切削液I专用夹具主轴转速切削速度进给量切削深度工艺装备专用铣刀r/minm/minmm/rmm进给次数7500.940.1工步号
8、机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共21页第11页T丄1皿咗钊円-LI皿罰I1 车间工序号工序名称材料牌号金工钻45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件11设备名称设备型号设备编号同时加工件数立式钻床Z30251夹具编号夹具名称切削液I专用夹具主轴转速切削速度进给量切削深度工步内容工艺装备r/minm/minmm/rmm进给次数加工螺栓孔麻花钻10000.990.08机械加工工艺卡片1900,11900,1工步号工步内容粗镗大头孔3产品型号零件图号产品名称零件名称拖垃机连杆共21页第12页车间工序号工序名称材料牌号金工镗45#毛坯种类毛坯尺寸每毛坯可制件数每件
9、台数模锻件11设备名称设备型号设备编号同时加工件数立式镗床T681夹具编号夹具名称切削液I专用夹具主轴转速切削速度进给量切削深度工艺装备专用镗杆r/minm/minmm/rmm进给次数8002.720.3机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共21页第13页车间工序号工序名称材料牌号金工铣45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件11设备名称设备型号设备编号同时加工件数卧式铣床X62W1夹具编号夹具名称切削液I专用夹具主轴转速切削速度进给量切削深度工步号工步内容工艺装备r/minm/minmm/rmm进给次数大头两端倒角铣刀7500.20.1机械加工工艺卡片产品型号
10、零件图号产品名称零件名称拖垃机连杆共21页第14页iDI车间工序号工序名称材料牌号金工精磨两端面45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件11设备名称设备型号设备编号同时加工件数平面磨床M71301夹具编号夹具名称切削液I专用夹具主轴转速切削速度进给量切削深度工步号工步内容工艺装备r/minm/minmm/rmm进给次数精磨大小头两端面,保证尺寸精度 38mm磁力吸盘;砂轮1000.4130.0060.1机械加工工艺卡片产品型号零件图号产品名称零件名称拖拉机连杆共21页第15页n1车间工序号工序名称材料牌号金工磨45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件11设备名称设备型号设备
11、编号同时加工件数平面磨床M71301夹具编号夹具名称切削液I专用夹具主轴转速切削速度进给量切削深度工步号工步内容工艺装备r/minm/minmm/rmm进给次数精磨两端面磁力吸盘;砂轮1000.4130.0060.1机械加工工艺卡片产品型号零件图号产品名称零件名称拖拉机连杆共21页第16页车间工序号工序名称材料牌号金工镗孔45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件11设备名称设备型号设备编号同时加工件数立式镗床T21151夹具编号夹具名称切削液I专用夹具主轴转速切削速度进给量切削深度工步号工步内容工艺装备r/minm/minmm/rmm进给次数半精镗大头孔与精镗小头孔Y T151003
12、.420.2机械加工工艺卡片J-L ,t;1工步号工步内容精镗大孔至尺寸产品型号零件图号产品名称零件名称拖拉机连杆共21页第17页车间工序号工序名称材料牌号金工镗孔45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件11设备名称设备型号设备编号同时加工件数立式镗床T21151夹具编号夹具名称切削液I专用夹具主轴转速切削速度进给量切削深度工艺装备Y T15r/min1000m/minmm/rmm进给次数0.20.2机械加工工艺卡片产品型号零件图号产品名称零件名称拖拉机连杆共21页第18页、A1车间工序号工序名称材料牌号金工钻小头油孔45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件11设备名称设备
13、型号设备编号同时加工件数立式铣床Z30251夹具编号夹具名称切削液I专用夹具主轴转速切削速度进给量切削深度工步号工步内容工艺装备r/minm/minmm/rmm进给次数钻连杆小头油6.5孔麻花钻10000.340.05钻连杆10孔扩孔钻10000.340.05机械加工工艺卡片产品型号零件图号产品名称零件名称拖拉机连杆共21页第19页车间工序号工序名称材料牌号金工挤压45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件11设备名称设备型号设备编号同时加工件数卧式铣床1夹具编号夹具名称切削液I专用夹具主轴转速切削速度进给量切削深度工步号工步内容工艺装备r/minm/minmm/rmm进给次数挤压铜套孔H3工步号机械加工工艺卡片产品型号零件图号产品名称零件名称拖拉机连杆共21页第20页1900.05车间工序号工序名称材料牌号金工镗孔45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件11设备名称设备型号设备编号同时加工件数立式镗床T21151夹具编号夹具名称切削液I专用夹具主轴转速切削速度进给量切削深度工步内容工艺装备r/minm/minmm/rmm进给次数半精镗、精镗小头衬套孔专用镗杆10000.250.20.2
 连杆的机械加工工艺及夹具设计工艺卡片
连杆的机械加工工艺及夹具设计工艺卡片