 管道施工记录培训资料
管道施工记录培训资料

《管道施工记录培训资料》由会员分享,可在线阅读,更多相关《管道施工记录培训资料(44页珍藏版)》请在装配图网上搜索。
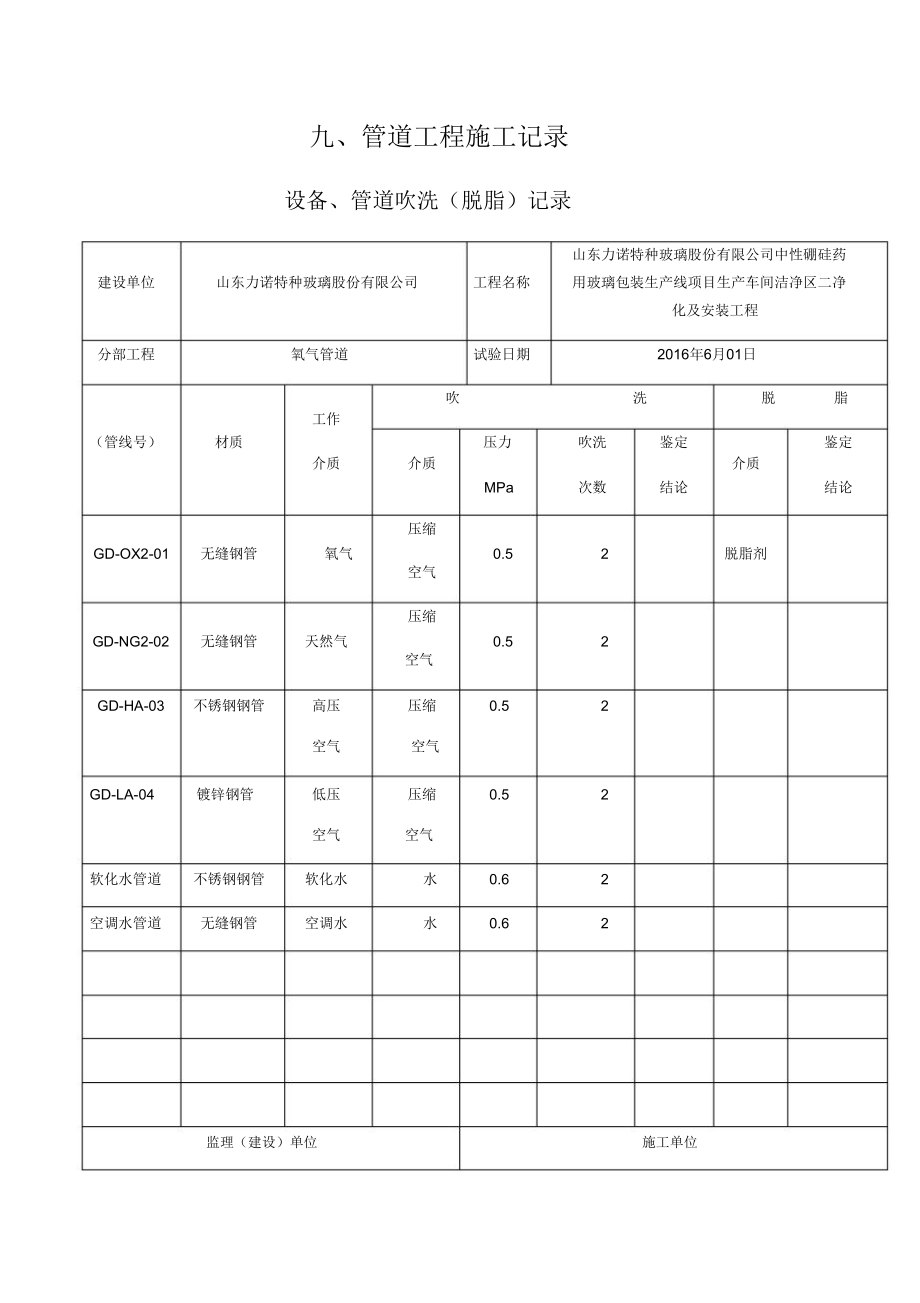
1、九、管道工程施工记录设备、管道吹洗(脱脂)记录山东力诺特种玻璃股份有限公司中性硼硅药建设单位山东力诺特种玻璃股份有限公司工程名称用玻璃包装生产线项目生产车间洁净区二净化及安装工程分部工程氧气管道试验日期2016年6月01日吹洗脱脂工作(管线号)材质压力吹洗鉴定鉴定介质介质介质MPa次数结论结论压缩GD-OX2-01无缝钢管氧气0.52脱脂剂空气压缩GD-NG2-02无缝钢管天然气0.52空气GD-HA-03不锈钢钢管高压压缩0.52空气空气GD-LA-04镀锌钢管低压压缩0.52空气空气软化水管道不锈钢钢管软化水水0.62空调水管道无缝钢管空调水水0.62监理(建设)单位施工单位监理工程师:项
2、目经理:(建设单位项目专业技术负责人)项目技术负责人:质量检查员:班(组)长:年月日年月日对接接头焊接工艺卡第 1 页共 4 页接头简图焊接顺序焊接工艺卡编号力诺玻璃 - 011、准备:清理坡口两侧杂物,以可见光泽为宜。图号2、组对:错边量不大于10,且不大于1mm。点焊接头名称管-管对接长度为 10 20mm,间距小于 200mm为宜,其工艺参数以正式施焊相同。接头编号高压压缩空气管3、焊接:采用短弧、多层焊,层间严格清理。注:本图为单面焊双面成形,对大管4、检验: a 外观:表面不得有气孔、裂纹、弧坑等不焊接工艺评径可采用双面焊双面成形。;JSPQR8101允许存在的缺陷,外形尺寸满足图样
3、及相关标准要求定报告编号本工艺也适用于单V、 K、X 型坡口。注:除水平转动外,其余位置的焊接电流可取下表的焊工持证项目下限值。其位置相应代号为2G 、 5G、6G。焊接位置横水平Fe-8 类 12检序号本 厂锅检所第三方用户母材规格 mm施焊技术0Cr18Ni94验预热温度()室温焊缝金属规格 mm层间温度()焊后热处理焊接方填充材料焊接电流电弧电压焊接速度层 / 道备注法后热牌号直径极性电流( A)( V)( cm/min )钨极直径 2.5mm1GTAWH0Gr21Ni10 2.5DCEP120-18014 168 12嘴直径 10-16mm2GTAWH0Gr21Ni10 2.5DCEP
4、120-20014 1612 14脉冲频率脉宽比()99.气体正气体成分98 14L/min流量面对接接头焊接工艺卡第2页共4页接头简图焊接顺序焊接工艺卡编号力诺玻璃 - 021、准备:清理坡口两侧杂物,以可见光泽为宜。图号2、组对:错边量不大于10,且不大于1mm。点焊接头名称管-管对接长度为 10 20mm,间距小于 200mm为宜,其工艺参数以正式施焊相同。接头编号低压压缩空气管3、焊接:采用短弧、多层焊,层间严格清理。注:本图为单面焊双面成形,对大管4、检验: a 外观:表面不得有气孔、裂纹、弧坑等不焊接工艺评径可采用双面焊双面成形。允许存在的缺陷,外形尺寸满足图样及相关标准要求;定报
5、告编号JSPQR8101本工艺也适用于单V、 K、X 型坡口。注:除水平转动外,其余位置的焊接电流可取下表的焊工持证项目下限值。其位置相应代号为2G 、 5G、6G。焊接位置横水平 12序号本 厂锅检所第三方用户母材规格 mm施焊技术镀锌钢管4检预热温度()室温验焊缝金属规格 mm层间温度()焊后热处理焊接方填充材料焊接电流电弧电压焊接速度层 / 道备注后热法牌号直径极性电流( A)( V)( cm/min )钨极直径 2.5mm1SMAWE4303 2.5DCEP110-14022 2410 12嘴直径 10-16mm2SMAWE4303 3.2DCEP110-14024 2612 143脉
6、冲频率脉宽比()99.气体正气体成分98 14L/min流量面对接接头焊接工艺卡第 3 页共 4 页接头简图焊接顺序焊接工艺卡编号力诺玻璃 -031、准备:清理坡口两侧杂物,以可见光泽为宜。图号2、组对:错边量不大于10,且不大于1mm。点焊接头名称管-管对接长度为 10 20mm,间距小于 200mm为宜,其工艺参数以正式施焊相同。接头编号氧气管3、焊接:采用短弧、多层焊,层间严格清理。注:本图为单面焊双面成形,对大管4、检验: a 外观:表面不得有气孔、裂纹、弧坑等不焊接工艺评径可采用双面焊双面成形。允许存在的缺陷,外形尺寸满足图样及相关标准要求;定报告编号PQR1101本工艺也适用于单V
7、、 K、X 型坡口。注:除水平转动外,其余位置的焊接电流可取下表的焊工持证项目下限值。其位置相应代号为2G 、 5G、6G。焊接位置横水平-类 12序号本 厂锅检所第三方用户母材规格 mm施焊技术20#无缝钢管4检预热温度()室温验焊缝金属规格 mm层间温度()焊后热处理1填充材料焊接电流电弧电压焊接速度层 /道焊接方法备注后热牌号直径极性电流( A)( V)( cm/min )钨极直径 2.5mm1GTAWTIG-J50 2.5DCEN100-14014 168 121嘴直径/2SMAWE4303 2.5DCEP110-14022 2410 122脉冲频率3SMAWE4303 3.2DCEP
8、110-14024 2612 143脉宽比()99.气体正气体成分8 12L/min9流量面对接接头焊接工艺卡第 4 页共 4 页接头简图焊接顺序焊接工艺卡编号力诺玻璃 -041、准备:清理坡口两侧杂物,以可见光泽为宜。图号2、组对:错边量不大于10,且不大于1mm。点焊接头名称管-管对接长度为 10 20mm,间距小于 200mm为宜,其工艺参数以正式施焊相同。接头编号天然气管3、焊接:采用短弧、多层焊,层间严格清理。注:本图为单面焊双面成形,对大管4、检验: a 外观:表面不得有气孔、裂纹、弧坑等不焊接工艺评径可采用双面焊双面成形。;PQR1101允许存在的缺陷,外形尺寸满足图样及相关标准
9、要求定报告编号本工艺也适用于单V、 K、X 型坡口。注:除水平转动外,其余位置的焊接电流可取下表的焊工持证项目下限值。其位置相应代号为2G 、 5G、6G。焊接位置横水平- 类 12序号本 厂锅检所第三方用户母材规格 mm施焊技术20#无缝钢管4检预热温度()室温验焊缝金属规格 mm层间温度()焊后热处理1填充材料焊接电流电弧电压焊接速度层 /道焊接方法备注后热牌号直径极性电流( A)( V)( cm/min )钨极直径 2.5mm1GTAWTIG-J50 2.5DCEN100-14014 168 121嘴直径/2SMAWE4303 2.5DCEP110-14022 2410 122脉冲频率3
10、SMAWE4303 3.2DCEP110-14024 2612 143脉宽比()99.气体正气体成分98 12L/min流量面焊接记录焊缝固定 /合格 /管号页号焊口号尺寸焊接日期备注类型焊工活动不合格1S-GD01/1-67/2S-GD02/1-72/3S-GD03/1-57/4S-GD04/1-61/施工单位质量员:建设单位质量员:焊缝表面质量(观感)检查记录表工程名称:力诺玻璃洁净区二净化及安装工程管道安装编号: HJ-01-001分项工程名称氧气管道焊接工程类别GC2钢材牌号20#焊 丝TIG-J50部件规格GD01 108 4/ 25 3焊 条J422焊工代号K02 K05焊缝总数6
11、7焊口编号接头焊缝表露缺陷处理焊工签字检查日期范围清理成形缺陷情况GD-OX2-01(001 067)检查记录自检确认意见:施工作业单位复查意见:检验结论班(组)长:年月日二级质检员:年月日注:本表仅作为表面质量观感检查用, “接头已清理”和“焊缝成形”符合要求,以“”表示;如有表露缺陷,应标注具体的焊口编号;缺陷及处理情况应据实填写。焊缝表面质量(观感)检查记录表工程名称:力诺玻璃洁净区二净化及安装工程管道安装编号: HJ-01-002分项工程名称天然气管道焊接工程类别GC2钢材牌号20#焊 丝TIG-J50部件规格GD02 159 4/ 25 3焊 条J422焊工代号K02 K05焊缝总数
12、72焊口编号接头焊缝表露缺陷处理检焊工签字检查日期范围清理成形缺陷情况GD-NG2-02(001 072)查记录自检确认意见:施工作业单位复查意见:检验结论班(组)长:年月日二级质检员:年月日注:本表仅作为表面质量观感检查用, “接头已清理”和“焊缝成形”符合要求,以“”表示;如有表露缺陷,应标注具体的焊口编号;缺陷及处理情况应据实填写。焊缝表面质量(观感)检查记录表工程名称:力诺玻璃洁净区二净化及安装工程管道安装编号:HJ-01-003分项工程名称高压空气管道焊接工程类别GC2钢材牌号不锈钢钢管焊 丝H0Gr21Ni10部件规格GD02 159 4/ 32 3/25*3焊 条E4303焊工代
13、号K02K05焊缝总数57焊口编号接头焊缝表露缺陷处理焊工签字检查日期范围清理成形缺陷情况GD-HA-03( 001 057)检查记录自检确认意见:施工作业单位复查意见:检验结论班(组)长:年月日二级质检员:年月日注:本表仅作为表面质量观感检查用, “接头已清理”和“焊缝成形”符合要求,以“”表示;如有表露缺陷,应标注具体的焊口编号;缺陷及处理情况应据实填写。焊缝表面质量(观感)检查记录表工程名称:力诺玻璃洁净区二净化及安装工程管道安装编号: HJ-01-004分项工程名称低压空气管道焊接工程类别GC2钢材牌号20#焊 丝TIG-J50部件规格GD04 108 4 / 25*3焊 条J422焊
14、工代号K02 K05焊缝总数61焊口编号接头焊缝表露缺陷处理焊工签字检查日期范围清理成形缺陷情况GD-LA-04( 001 061)检查记录自检确认意见:施工作业单位复查意见:检验结论班(组)长:年月日二级质检员:年月日注:本表仅作为表面质量观感检查用, “接头已清理”和“焊缝成形”符合要求,以“”表示;如有表露缺陷,应标注具体的焊口编号;缺陷及处理情况应据实填写。焊缝表面质量(观感)检查记录表工程名称:力诺玻璃洁净区二净化及安装工程管道安装编号:软化水管道分项工程名称软化水管道焊接工程类别GC2钢材牌号不锈钢钢管焊 丝H0Gr21Ni10部件规格GD02 159 4/ 32 3/25*3焊
15、条E4303焊工代号K02K05焊缝总数57焊口编号接头焊缝表露缺陷处理焊工签字检查日期范围清理成形缺陷情况检软化水( 001057)查记录自检确认意见:施工作业单位复查意见:检验结论班(组)长:年月日二级质检员:年月日注:本表仅作为表面质量观感检查用, “接头已清理”和“焊缝成形”符合要求,以“”表示;如有表露缺陷,应标注具体的焊口编号;缺陷及处理情况应据实填写。焊缝表面质量(观感)检查记录表工程名称:力诺玻璃洁净区二净化及安装工程管道安装编号: 空调水管道分项工程名称空调水管道焊接工程类别GC2钢材牌号20#焊 丝TIG-J50部件规格GD02 159 4/ 25 3焊 条J422焊工代号
16、K02 K05焊缝总数72检焊口编号接头焊缝表露缺陷处理焊工签字检查日期范围清理成形缺陷情况查空调水( 001072)记录自检确认意见:施工作业单位复查意见:检验结论班(组)长:年月日二级质检员:年月日注:本表仅作为表面质量观感检查用, “接头已清理”和“焊缝成形”符合要求,以“”表示;如有表露缺陷,应标注具体的焊口编号;缺陷及处理情况应据实填写。焊接工程外观质量测量检查记录表工程名称:力诺玻璃洁净区二净化及安装工程管道安装编号: HJ-02-001分项工程名称氧气管道焊接工程类别GC2检查焊口编号GD-OX2-01(001 067) 接头数量67检验项目类检查测量焊焊缝焊缝焊缝宽焊脚表露检查
17、别口编号咬边错边角变形成形余高窄差尺寸缺陷结论GD-OX2-005/无无无无GD-OX2-027/无无无无GD-OX2-046/无无无无抽样测量检查记录抽样汇总检验点数3合格数/优良数3施工作业单位检查意见:质检部门复查意见:检验结论焊接工程外观质量测量检查记录表工程名称:力诺玻璃洁净区二净化及安装工程管道安装编号: HJ-02-002分项工程名称天然气管道焊接工程类别GC2检查焊口编号GD-NG2-02(001 072) 接头数量72检验项目类检查测量焊焊缝焊缝焊缝宽焊脚表露检查别口编号咬边错边角变形成形余高窄差尺寸缺陷结论GD-NG2-015/无无无无GD-NG2-031/无无无无GD-N
18、G2-054/无无无无GD-NG2-063/无无无无抽样测量检查记录抽样汇总检验点数合格数/优良数施工作业单位检查意见:质检部门复查意见:检验结论焊接工程外观质量测量检查记录表工程名称:力诺玻璃洁净区二净化及安装工程管道安装编号: HJ-02-003分项工程名称高压空气管道焊接工程类别GC2检查焊口编号GD-HA-03(001 057) 接头数量57检验项目类检查测量别焊缝焊缝焊缝宽焊脚表露检查焊口编号咬边错边角变形成形余高窄差尺寸缺陷结论GD-HA-028/无无无无GD-HA-037/无无无无GD-HA-042/无无无无抽样测量检查记录抽样汇总检验点数合格数/优良数施工作业单位检查意见:质检
19、部门复查意见:检验结论焊接工程外观质量测量检查记录表工程名称:力诺玻璃洁净区二净化及安装工程管道安装编号: HJ-02-004分项工程名称低压空气管道焊接工程类别GC2检查焊口编号GD-LA-04(001 061) 接头数量61检验项目类检查测量焊缝焊缝焊缝宽焊脚表露检查别焊口编号咬边错边角变形成形余高窄差尺寸缺陷结论抽GD-LA-013无无无无样GD-LA-027无无无无测量GD-LA-038无无无无检GD-LA-051无无无无查记录抽样汇总检验点数合格数/优良数施工作业单位检查意见:质检部门复查意见:检验结论焊接工程外观质量测量检查记录表工程名称:力诺玻璃洁净区二净化及安装工程管道安装编号
20、: 软化水管道分项工程名称软化水管道焊接工程类别GC2检查焊口编号软化水 (001 057) 接头数量57检验项目类检查测量焊焊缝焊缝焊缝宽焊脚表露检查别口编号咬边错边角变形成形余高窄差尺寸缺陷结论软化水 -028/无无无无软化水 -037/无无无无软化水 -042/无无无无抽样测量检查记录抽样汇总检验点数合格数/优良数施工作业单位检查意见:质检部门复查意见:检验结论焊接工程外观质量测量检查记录表工程名称:力诺玻璃洁净区二净化及安装工程管道安装编号:空调水管道分项工程名称空调水管道焊接工程类别GC2检查焊口编号空调水 (001 072) 接头数量72检验项目类检查测量焊焊缝焊缝焊缝宽焊脚表露检
21、查别口编号咬边错边角变形成形余高窄差尺寸缺陷结论空调水 -015/无无无无空调水 -031/无无无无空调水 -054/无无无无空调水 -063/无无无无抽样测量检查记录抽样汇总检验点数合格数/优良数施工作业单位检查意见:质检部门复查意见:检验结论焊接工程质量分批验收记录表工程名称:力诺玻璃洁净区二净化及安装工程管道安装编号:HJ-03-001分项工程名称管道管道焊接工程类别GC2GD-OX2-01(001 067) 焊接数量386GD-NG2-02(001 072)施工单位本批焊口编号GD-HA-03(001 057)(或验收部位)GD-LA-04(001 061)验收单位监理单位空调水 (0
22、01 072)软化水 (001 057)无损检测外观质量光谱复查结论其他检测热处理记录文件资料情况结论检查结论合格合格/合格合格完整检验项目类检查测量焊检查焊缝焊缝焊缝宽焊脚表露别口编号咬边错边角变形结论成形余高窄差尺寸缺陷表GD-OX2-008/无无无无面质量验收抽查记录抽样汇总检验点数合格数/优良数验收记录事项验收意见:施工班组代表(签字) :年月日建设单位代表(签字) :年月日焊接材料发放领用记录建设单位山东力诺特种玻璃股份有限公司工程名称力诺玻璃洁净区二净化及安装工程管道安装安装单位江苏捷顺机电工程有限公司分项名称管道安装烘烤温度150恒温时间1h保温温度100烘 烤 人张志刚牌号规格
23、E43033.2E43032.5TIG-50 2.5发E43033.2E43032.5放 TIG-50 2.5E43033.2E43032.5证TIG-50 2.5E43033.2明 E4303 2.5TIG-50 2.5E43033.2E43032.5备注批号14080712140807081305-222114080712140807081405-222114080712140807081405-222114080712140807081405-22211408071214080708数量日期领用人发放人kg施工员:检验员:2016年月日2016年月日焊条烘烤曲线表建设单位安装单位焊条规格
24、型号批号烘烤温度保温温度烘烤数量焊接部位烘烤曲线:温度250200150100500山东力诺特种玻璃股份有限公工程名称力诺玻璃洁净区二净化及安装工司程管道安装江苏捷顺机电工程有限公司分项名称管道安装E4303 3.2生产厂家天津市金桥焊材集团有限公司14080712烘箱型号ZYH-20150烘烤时间1h100保温时间1h烘 烤 人张志刚管道安装焊接0.51.01.52.02.53.03.54.0时间备焊条当天用不完,第二天必须参加回烘后方可使用于管道焊缝,回烘超过两次注的,降级使用。施工员:检验员:2016年月日2016年月日管道支架制作安装施工记录建设单位山东力诺特种玻璃股份有限公工程名称力
25、诺玻璃洁净区二净化及安装工司程 管道工程安装单位江苏捷顺机电工程有限公司支架编号S-ZDJ001 S-ZDJ017加工尺寸角钢加工成正门型吊架支架型式焊接质量要求制作情况焊接本支架采用角钢焊接连接,由持证焊工施焊 , 焊缝表面应饱满平滑 , 无要制作形式、尺寸符合要求,连接质量外求气孔、裂纹、夹渣等缺陷,焊脚高度 K观检查良好;油漆质量良好。不小于 5mm。安装支架安装的标高、坐标符合要求,支架与管材的连接符合管道施工要求,安情装牢固可靠。况检验员:施工员:2016年月日2016年月日油漆防腐施工记录建设单位山东力诺特种玻璃股份有限公司工程名称力诺玻璃净化管道安装工程施工单位江苏捷顺机电工程有
26、限公司分项名称管道油漆环境温度20空气相对湿度60%涂层温度30表面除锈质量要求,除锈方法与检查结果:采用人工砂轮机除锈,外露金属光泽,再用抹布抹去表面浮尘,经检查合格。油漆防腐方法:除锈合格后,采用防锈漆涂刷两遍防腐。遍使用材料每遍间隔项 目颜 色干燥方法备 注数时间 (h)名称配比与规格刷防锈漆2防锈漆成品铁红24 小时自然说明:蒸汽碳钢管道涂防锈漆后,待以后包覆保温层。复核合 格(意符合设计及规范要求,合格。定核)见等查级建设单位:山东力诺特种玻璃股份有限公司2016年月日施工员:检验员:2016年月日2016年月日金属管道承压管道系统(设备)强度和严密气压试验记录工程名称力诺玻璃净化管
27、道安装工程试验系统工艺管道施工单位江苏捷顺机电工程有限公司试验时间年月日时分起年月日时分止试验压力试验依据部位材质规格系统编号介质GB50242-2002试验项目试验参数试验压力(强度试验MPa)试验时间(min)试验压力(严密性试验MPa)试验时间(min )试验标准值试验实测值结论试验过程及存在问题和处理情况:试验人:试验结果:技术负责人:质量检查员:年月日项目负责人或代表(签字):年月日金属管道承压管道系统(设备)强度和严密气压试验记录工程名称力诺玻璃净化管道安装工程试验系统试验时间试验压力工艺管道年 月试验依据日 时 部位施工单位分起材质年江苏捷顺机电工程有限公司月日时分止规格系统编号介质GB50242-2002试验项目试验参数试验压力(强度试验MPa)试验时间(min)试验压力(严密性试验MPa)试验时间(min )试验标准值试验实测值结论试验过程及存在问题和处理情况:试验人:试验结果:技术负责人:质量检查员:年月日
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
