 品质异常统计表
品质异常统计表

《品质异常统计表》由会员分享,可在线阅读,更多相关《品质异常统计表(6页珍藏版)》请在装配图网上搜索。
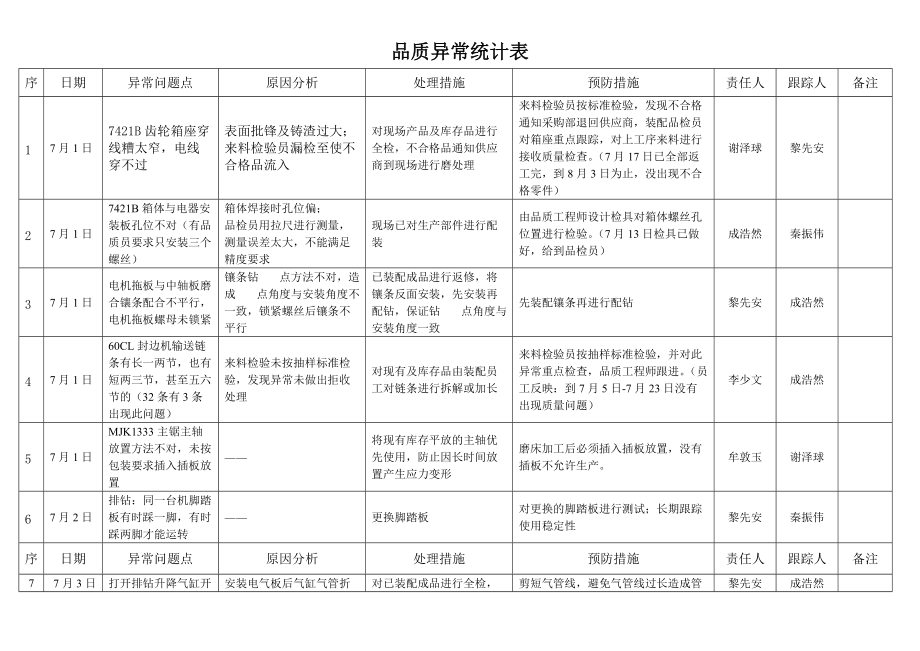
1、品质异常统计表序日期异常问题点原因分析处理措施预防措施责任人跟踪人备注17月1日7421B齿轮箱座穿线糟太窄,电线穿不过表面批锋及铸渣过大;来料检验员漏检至使不合格品流入对现场产品及库存品进行全检,不合格品通知供应商到现场进行磨处理来料检验员按标准检验,发现不合格通知采购部退回供应商,装配品检员对箱座重点跟踪,对上工序来料进行接收质量检查。(7月17日已全部返工完,到8月3日为止,没出现不合格零件)谢泽球黎先安27月1日7421B箱体与电器安装板孔位不对(有品质员要求只安装三个螺丝)箱体焊接时孔位偏; 品检员用拉尺进行测量,测量误差太大,不能满足精度要求现场已对生产部件进行配装 由品质工程师设
2、计检具对箱体螺丝孔位置进行检验。(7月13日检具已做好,给到品检员)成浩然秦振伟37月1日电机拖板与中轴板磨合镶条配合不平行,电机拖板螺母未锁紧镶条钻 点方法不对,造成 点角度与安装角度不一致,锁紧螺丝后镶条不平行已装配成品进行返修,将镶条反面安装,先安装再配钻,保证钻 点角度与安装角度一致先装配镶条再进行配钻黎先安成浩然47月1日60CL封边机输送链条有长一两节,也有短两三节,甚至五六节的(32条有3条出现此问题)来料检验未按抽样标准检验,发现异常未做出拒收处理对现有及库存品由装配员工对链条进行拆解或加长来料检验员按抽样标准检验,并对此异常重点检查,品质工程师跟进。(员工反映:到7月5日-7
3、月23日没有出现质量问题)李少文成浩然57月1日MJK1333主锯主轴放置方法不对,未按包装要求插入插板放置将现有库存平放的主轴优先使用,防止因长时间放置产生应力变形磨床加工后必须插入插板放置,没有插板不允许生产。牟敦玉谢泽球67月2日排钻:同一台机脚踏板有时踩一脚,有时踩两脚才能运转更换脚踏板对更换的脚踏板进行测试;长期跟踪使用稳定性黎先安秦振伟序日期异常问题点原因分析处理措施预防措施责任人跟踪人备注77月3日打开排钻升降气缸开关,升降气缸无动作安装电气板后气缸气管折压造成不能进气;电气安装板安装后品检员未对此项性能检查对已装配成品进行全检,剪短气管线,避免气管线过长造成管线折压剪短气管线,
4、避免气管线过长造成管线折压; 先安装电气安装板,再进行性能检测黎先安成浩然87月9日装配试机过程发现:封边机溶胶不均匀初步认为跟溶胶阀有关进行一次溶胶阀试装效果测验:溶胶阀已装上(机上作好标示),5个是合格的,2个是不合格的,17日进行对比效果分析-0.10MM以下的没问题,0.10MM以上的效果不好安装前溶胶阀进行全检,只使用公差在0.10MM以下的,对公差在0.10MM以上进行返工。(8月5日,部装员工反映已安装的57个溶胶阀,没一个出现问题;品管员:此问题已改善很多。)储俊邱宇97月10裁板锯MJK1333C小车拖链太长(长一米),需作改良 -试行做法:把过长的拖链裁去一米。技术部已同意
5、换另一种拖链,规格、长度都有所改变。经检验,更换后效果很好王斯炎余波107月13日装配试机过程发现:裁板锯(NP330B):启动噪音大-李工在攻关主锯皮带转动摩擦,发出很尖的噪音把皮带从40MM切成35MM,技术部已做出方案:把皮带从40MM切成35MM,图纸已更改。经检验,工艺改良后,噪音比以前低。王斯炎李小根117月14日装配试机过程发现:1333C吸尘效果不理想吸尘糟皮带密封效果不好,导致吸尘效果不理想 -把纤维皮带换成橡胶皮带(橡胶皮带密封效果比纤维皮带好);把吸尘管接口改成移动式(接触口低于吸尘糟)-经检验后,改良后的吸尘效果比以前好很多王斯炎余波127月15日推台锯MJ263-03
6、17C行程开关安装板孔位不对图纸更改了,仓库里还有600多个库存没作好处理,车间领料时发现,板上孔位不对将已领出的安装板,下单到机加车间,按图纸要求补上一个孔位(7月15日已下单,17日返工完成)新加工的零件严格按已更改图纸的要求进行加工,对库存中的不合格品进行返工温玉宽序日期异常问题点原因分析处理措施预防措施责任人跟踪人备注137月15封边机(60CY):右支架与靠板支撑座的接合面未加工,导致无法安装- 机械已装好,要拆掉。焊接的面是斜的,机加没 按要求进行加工;出现此问题很少,员工大意,安装没有对零件进行检验。把装好的电器件拆下来,更换好的配件,再进行总装(7月16日跟进时,以上动作已作好
7、-用时两小时)机加要严格按要求进行加工,员工安装前要对零件进行自检,发现不合格的一定要进行更换处理。储俊147月15日压料轮跟压料梁接处面高低不平,导致装机后,轮子不转。(从7月15日-20日上午,4.5天的时间共发现179个不良品,平均一天40个)来料轮面不平,导致质量问题(100个大轮中有2-4个是不合格的,不合格品的比率为2-4)把在部装和总装中检查到不转的轮子进行更换。要在部装检查好,再上总装(有的在部装检查时能转半圈,到了总装就出问题,所以部装必须一个一个仔细检查好,再上总装);把不合格品收集好给到品管,要求供应商改善,品管员作重点跟进。-7月27日,员工反映不良品减少很多,做了12
8、条链(用了1080个轮子),只有2 个不合格,不合格比率为2李少文成浩然157月15日排钻车间装配员工发现:定位气缸漏气供应商没按工艺要求进行加工,出现漏气现象已将不合格品全部退给供应商要求供应商给做好工艺改良,检验达到标准后才能送货秦振伟167月16日莫斯科客户反映:锯装置与机座之间有空隙(滑块与支承块之间)经技术部、品质部现场检查,未发现此问题-滑块与支承块之间没出现相片上的空隙。经品管部和现场员工反映,有以下两种可能性:第一、支承块偏窄;第二、螺丝松动,导致偏位。继续加强检查跟进,如发现支承块偏窄的,要立即上报并更换;装配员工要注意拧紧螺丝,品管员作好检查。继续加强检查跟进,如发现支承块
9、偏窄的,要立即上报并更换;装配员工要注意拧紧螺丝,品管员作好检查。温玉宽秦振伟序日期异常问题点原因分析处理措施预防措施责任人跟踪人备注177月20日装配人员和品管汇总了一份MJK11333C组装存在问题报告-里面18个问题点中有14个跟“孔”有关,7个孔没打,7个没打到位有一部分图纸问题,有一部分是机加没安图纸做。技术部已经确定更改好15个问题:其中5处更改图纸,5处确认图纸是对的,机加没按要求做好。更改的图纸已下发设计更改通知书,机加、数控要严格按图纸作业。肖志群187月20日排钻:滑块M6孔图纸要求攻牙20mm深,实际没达到要求,约15mm。造成部件安装不了。员工没有及时发现和更换有问题的
10、丝锥,导致批量问题;品管员抽检比率偏低,没能及时发现质量问题装配员工自己返工了100件,其余的400件退沙田返工。 员工在加工过程中,要把零件按顺序进行摆放, 按比率进行自检(每加工30件自检一件),防止批量问题的发生; 新员工发现问题,要及时向师傅和品检员反馈,不能自作主张 品管员要对员工加工零件每2小时抽检一次; 品管员增加成品抽检比率,200件以上的按5%进行抽检。200件以内最少抽检10件 高翔谢泽球197月28日7月28日加工中心品检员发现:四排多轴钻电机后拖板,图纸要求是加工成圆形,实际没达到要求,出现椭圆现象。(MZ7421B)这批零件是新员工加工的,师傅调好机后让徒弟做,首件和
11、第一板没问题,后面的两板质量不稳定出现椭圆问题。分析是装夹(铜片)定位问题,时间长了,出现磨损(不压紧零件会移动,压紧了出现椭圆问题)师傅进行调机,更换装夹,对出现的不良品进行返工 员工在加工过程中要按比率进行自检新员工发现问题,要及时向师傅和品检员反馈,不能自作主张。师傅要跟进好徒弟的工作,一旦出现质量问题,要及时帮徒弟处理。品管员对新员工加工的零件加大巡检、重点检查,预防批量问题的发生和不良品自流。廖建忠谢泽球序日期异常问题点原因分析处理措施预防措施责任人跟踪人备注207月28日7月26日推台锯装配员工发现:横向尺挡板孔位,图纸要求是对中打孔(6.5mm),实际没达到要求,孔位打偏、加宽。
12、造成安装困难。(MJ2631102C)221件新员工用工装加工时,操作不熟练,出现打滑、打偏的现象 师傅没及时发现新员工加工零件出现问题,导致批量问题; 品管员抽检比率偏低,没能及时发现质量问题。装配员工挑选了一些用,其余200件退回钳工由师傅返工(新员工已离职) 员工在加工过程中要按比率进行自检新员工发现问题,要及时向师傅和品检员反馈,不能自作主张。师傅要跟进好徒弟的工作,一旦出现质量问题,要及时帮徒弟处理。品管员对新员工加工的零件加大巡检、重点检查,预防批量问题的发生和不良品自流。杨江宏217月29日7月29日装配员工发现:气缸座连接法兰,槽打偏,造成安装困难。加工400件,39件出现问题
13、(MZ7104-0220) 加工时,没注意零件具体情况(内孔没铣,不均匀),定坐标方法没掌握好,导致质量不稳定; 师傅没及时发现新员工加工零件出现的问题,导致质量问题;新员工对不合格的39件进行返工(师傅重新调坐标),返工时没出现以上情况。 员工在加工过程中要按比率进行自检新员工发现问题,要及时向师傅和品检员反馈,不能自作主张。师傅要跟进好徒弟的工作,一旦出现质量问题,要及时帮徒弟处理。品管员对新员工加工的零件加大巡检、重点检查,预防批量问题的发生和不良品自流。高翔谢泽球227月30日7月30日发现:六排多轴钻底部气缸座,图纸要求四个孔分中打,实际没按要求做,员工加工了八个孔,导致后工序加工2
14、-M10丝孔困难。(MZ7621B-0206)共68件 新员工未核实工单上的图纸,没按要求进行加工; 最大的问题是员工发现问题没上报,自作主张,善自处理,隐瞒问题 品检员轻信员工,未核实图纸。师傅在处理返工问题-先将影响加工2-M10丝孔的孔位填好(攻牙,安装上螺丝),再加工2-M10丝孔。 员工在加工过程中要按比率进行自检新员工发现问题,要及时向师傅和品检员反馈,不能自作主张。师傅要跟进好徒弟的工作,一旦出现质量问题,要及时帮徒弟处理。品管员对新员工加工的零件加大巡检、重点检查;不能轻信员工,要以已发的图纸为准,如果员工说图纸已改,要他拿出新的图纸进行核对。廖建忠谢泽球序日期异常问题点原因分
15、析处理措施预防措施责任人跟踪人备注237月31日推台锯调节板(MJ263-0102102)在装配过程中出现开裂。调节板厚度为10MM,M8的螺丝孔直径为8MM,在调节过程中,板太薄,容易开裂。温玉宽谢泽球247月30日手把固定块M10、M8两丝孔方位颠倒。(MJ263-0725A)员工加工看错图纸;品检员检验时大意,只注意尺寸,没关注两孔的方位,此零件不能返工;经技术部核实,不影响性能,可以使用。员工加工时一定看清图纸,越是简单,越要注意。品管员检验时,不能大意,再简单的零件的也是看着图纸一项一项进行检验。高翔谢泽球257月31日推台锯装配员工发现:调整铁(MJ263-0602)与护板座(MJ263-0603)卡不到位,安装不了-领料16个,有6个安装不了。经检验护板座没问题,问题出在调整铁,图纸要求调整铁宽度是45MM,实际前后宽度加工不均匀,导致无法安装将不合格的调整铁退回仓库,重新领6个合格品。仓库开单将不合格品退下料车间进行返工。温玉宽谢泽球
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 市场营销沟通与促销策略教学课件2
- 市场营销活动策划及执行教学课件
- 福清美食鉴赏资料课件
- 小学语文S版四年级(下册)滥竽充数课件
- 粉体表面处理技术规范课件
- 小学语文S版三年级(下册)语文百花园二课件
- 小学语文S版三年级下册知识清单课件第五单元
- 市场营销概论-课件
- 小学道德与法治(部编版)《我的家庭贡献与责任》优质ppt课件
- 小学语文S版四年级上册知识清单课件第三单元
- 小学常规教学工作与教学改革课件
- 粉末性能及其测定课件
- 福建七年级生物上册-6.1种子萌发形成幼苗(第1课时-种子的结构)讲义-(新版)北师大版课件
- 小学语文S版六年级下册归类复习课件之现代文阅读【三】说明文、简单议论文
- 疯狂三天三夜增员宣导稿具体举措课件
