《五金冲压模具冲裁间隙与公差专业特制》由会员分享,可在线阅读,更多相关《五金冲压模具冲裁间隙与公差专业特制(3页珍藏版)》请在装配图网上搜索。
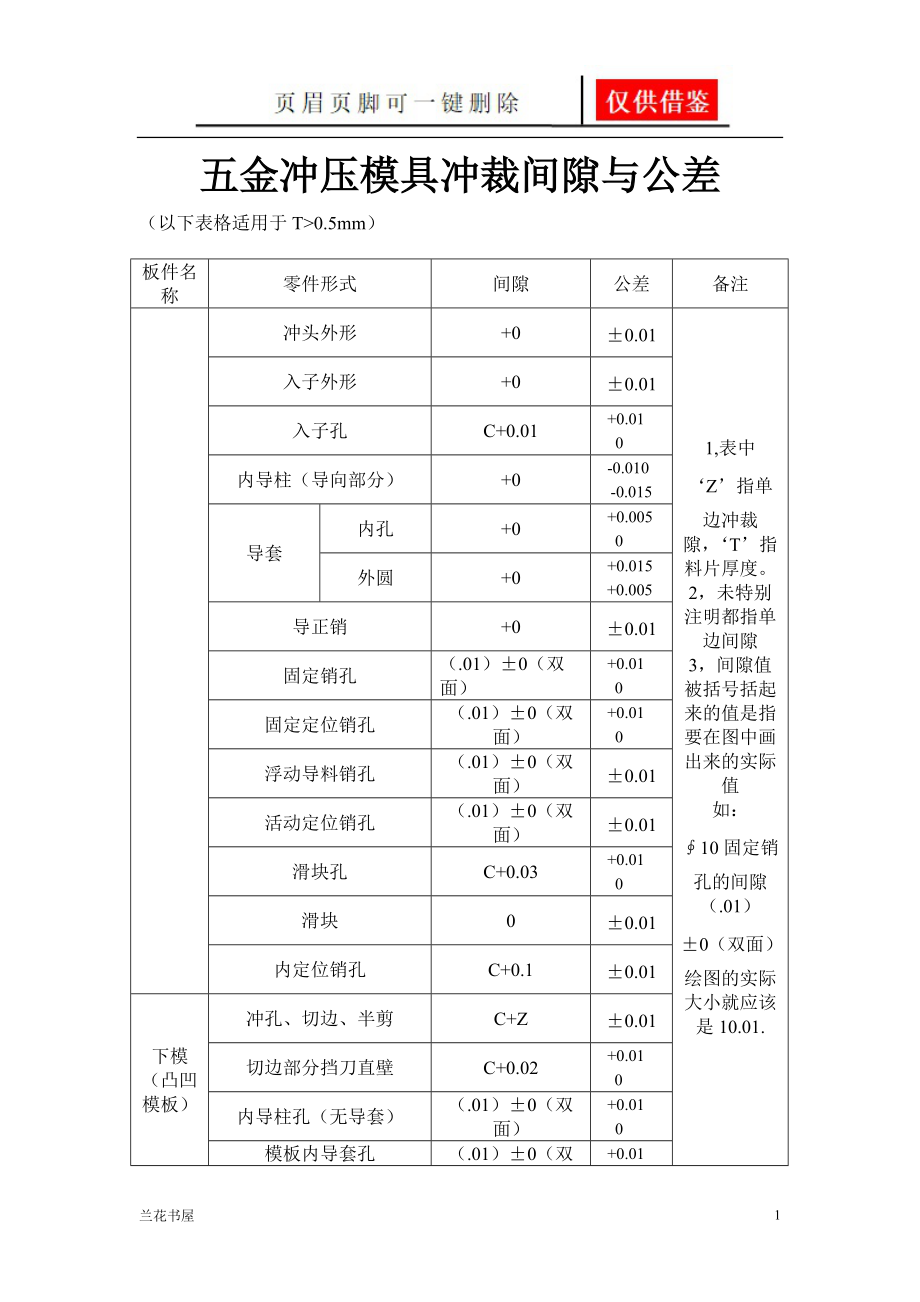
1、五金冲压模具冲裁间隙与公差(以下表格适用于T0.5mm)板件名称零件形式间隙公差备注冲头外形+00.011,表中Z指单边冲裁 隙,T指料片厚度。2,未特别注明都指单边间隙3,间隙值被括号括起来的值是指要在图中画出来的实际值如:10固定销孔的间隙(.01)0(双面)绘图的实际大小就应该是10.01. 入子外形+00.01入子孔C+0.01+0.01 0内导柱(导向部分)+0-0.010-0.015 导套内孔+0+0.0050外圆+0+0.015+0.005导正销+00.01固定销孔(.01)0(双面)+0.010固定定位销孔 (.01)0(双面)+0.010浮动导料销孔(.01)0(双面)0.0
2、1活动定位销孔(.01)0(双面)0.01滑块孔C+0.03+0.01 0滑块00.01内定位销孔C+0.10.01下模(凸凹模板)冲孔、切边、半剪C+Z0.01切边部分挡刀直壁C+0.02+0.010 内导柱孔(无导套)(.01)0(双面)+0.010模板内导套孔(.01)0(双面)+0.010下料凹模外形00.01下料凸模外形C-Z0.01冲孔凹模外形C+Z0.01冲孔凹模外形00.01卸料板一般冲子导向孔C+0.015+0.010-0.005内导柱孔(无导套)(.01)0(双面)+0.010卸料板内导套孔(.01)0(双面)+0.010成形模内脱料板外形C-0.10.01固定板冲子固定孔
3、C+0.020.01导正销固定孔C+0.01+0.010内导柱固定孔(无)(.01)0(双面)+0.010脱料板、脱料垫板冲子及导柱销孔+1+0.10内脱料板外形+1+0.10下垫板落料孔+1+0.10下模座落料孔+1.50.01上表中Z值取值依下表所列:G1,EG,SGCC, SECC、 CRS、SPCC材质料厚.参照薄材不锈钢参照薄材8%T8%T10%T12%T铝材参照薄材4%T4%T%(因为我们现在先学习厚材冲压标准,所以薄材标准还暂时不知道)注:1, 上表所列间隙值均指单边冲裁间隙值,2, 冲裁间隙Z的取值与冲裁的料片、材质、厚度及生产条件有关。3, 以上表格未注特别说明的均适用于工程模和连续模。4, 铜材等间隙请示主管间隙是模具设计的重要内容,也许每个工厂的加工设备不同从而导致了加工要求也不同。但总的来说3兰花书屋
 五金冲压模具冲裁间隙与公差专业特制
五金冲压模具冲裁间隙与公差专业特制