 DEK培训教程(DOC 19页)
DEK培训教程(DOC 19页)

《DEK培训教程(DOC 19页)》由会员分享,可在线阅读,更多相关《DEK培训教程(DOC 19页)(19页珍藏版)》请在装配图网上搜索。
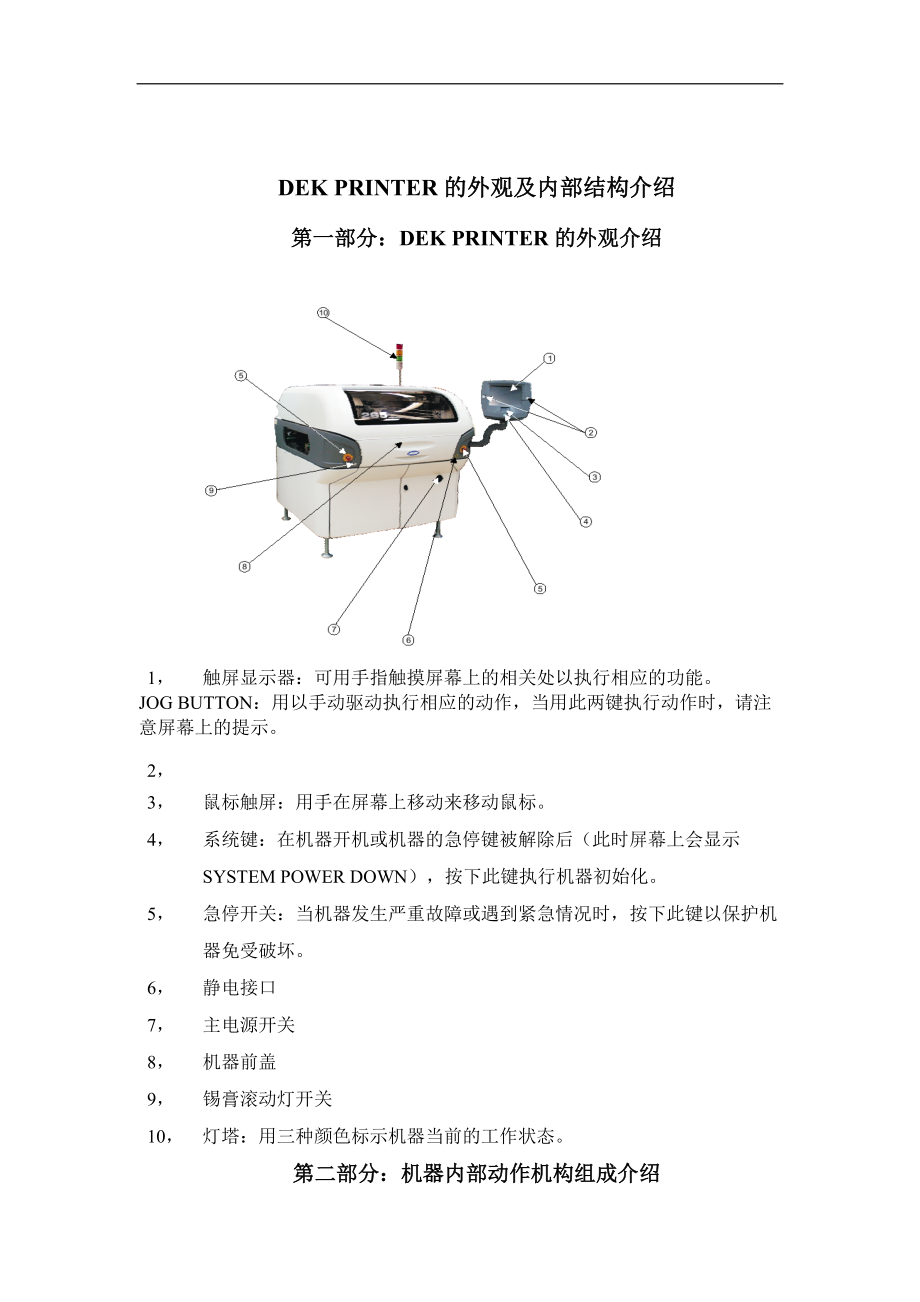
1、DEK PRINTER的外观及内部结构介绍第一部分:DEK PRINTER的外观介绍 1, 触屏显示器:可用手指触摸屏幕上的相关处以执行相应的功能。JOG BUTTON:用以手动驱动执行相应的动作,当用此两键执行动作时,请注意屏幕上的提示。2,3, 鼠标触屏:用手在屏幕上移动来移动鼠标。4, 系统键:在机器开机或机器的急停键被解除后(此时屏幕上会显示SYSTEM POWER DOWN),按下此键执行机器初始化。5, 急停开关:当机器发生严重故障或遇到紧急情况时,按下此键以保护机器免受破坏。6, 静电接口7, 主电源开关8, 机器前盖9, 锡膏滚动灯开关10, 灯塔:用三种颜色标示机器当前的工作
2、状态。第二部分:机器内部动作机构组成介绍 DEK PRINTER的动作机构主要由以下几个部分组成:1, PRINTHEAD MODULE可升降,方便维修和操作。2, PRINT CARRIAGE MODULE用以驱动刮刀前后移动3, SQUEEGEE MODULE执行锡膏印刷功能4, CAMERA MODULE主要抓取PCB板和SCREEN 的FIDUCIAL。5, SCREEN ALIGNMENT MODULE执行印刷前PCB板和SCREEN的校准功能。6, RAIL MODULE 执行过板和夹板功能7, RISING TABLE MODULE上升到VISION和印刷高度,8, UNDERS
3、CREEN MODULE清洁SCREEN底部和网孔。DEK PRINTER 的常用参数表参数说明规格1:Product Name设定所生产机种的名称最多可由8个字母符号或数字组成。例如:850T-0042:BoardWidth设定所印的PCB板的宽度min=40mm,max=510,板宽如重新设定则下列参数会自动改变:印刷范围钢板清洁范围Board stop在Y轴的位置及自动顶pin Y轴范围(选配)3:Board Length设定所印的PCB板的长度min=50mm,max=510 mm,板长如重新设定则下列参数会自动改变: Board stop在X轴的位置及自动顶pin X轴范围(选配)自
4、动添加锡膏范围(选配)。4:Board Thickness设定板厚min=0.2mm,max=6 mm。板厚如被重新设定,则自动调整Vision Height 及Print Height 。5:Print Front Limit前刮刀冲程起点之调整机器自定为0mm,可调整其起始点位置。min=0,max视PCB大小而定。6:Print Rear Limit后刮刀冲程起点之调整机器自定为0mm,可调整其起始点位置。min=0,max视PCB大小而定。7:Print Front Speed设定前刮刀速度Min=2mm/sec,max=150mm/sec8:Print Rear Speed设定后刮刀
5、速度Min=2mm/sec,max=150mm/sec9:Front Pressure设定前刮刀压力min=0kg,max=20kg10:Rear Pressure设定后刮刀压力min=0kg,max=20kg11:Print Gap设定印刷间隙设定PCB板与钢板在印刷时的间隙min=0mm,max=6 mm12:Seperation Speed设定脱模时的分离速度设定PCB板与钢板在分离距离时的运动速度Min=0.1mm/s, Max=20mm/s,13:Seperation Distance设定脱模分离距离设定PCB板与钢板的分离距离min=0mm,max=3mm14:Print Mode
6、设定印刷模式可设定印刷方式,例如:Print/ Print,Flood / Print 等等。15:Print Deposits设定印刷行程的次数min=0,max=316:Screen Clean Mode1设定钢版擦拭模式为1可选择干擦湿擦及真空擦等组合模式,最多至六次17:Screen Clean Rate1设定钢版擦拭模式1的频率min=0表示不擦,max=20018:Screen Clean Mode2设定钢版擦拭模式为2可选择干擦湿擦真空擦等组合,最多至六次19:Screen Clean Rate2设定钢版擦拭模式2的频率min=0表示不擦,max=20020:Dry clean
7、speed设定干擦速度Min=10mm/s, Max=120mm/s21:Wet clean speed设定湿擦速度Min=10mm/s, Max=100mm/s22:Vac clean speed设定真空擦速度Min=10mm/s, Max=100mm/s23:Front start offset设定前方擦拭起始点Min=0mm, Max视PCB板大小而定。24:Rear start offset设定后方擦拭起始点Min=0mm, Max视PCB板大小而定。25:Board1 fiducial type设定PCB板上第一个Mark点的形状可选择的类型有;圆形方形三角形十字菱形及影像模组等26
8、:Board2 fiducial type设定PCB板上第二个Mark点的形状可选择的类型有;圆形方形三角形十字菱形及影像模组等27:Board3 fiducial type设定PCB板上第三个Mark点的形状可选择的类型有;圆形方形三角形十字菱形及影像模组等28:Screen1 fiducial type设定钢版上第一个Mark点的形状可选择的类型有;圆形方形三角形十字菱形及影像模组等29:Screen2 fiducial type设定钢版上第二个Mark点的形状可选择的类型有;圆形方形三角形十字菱形及影像模组等30:Screen3 fiducial type设定钢版上第三个Mark点的形状
9、可选择的类型有;圆形方形三角形十字菱形及影像模组等31:Fiducial 1 X Coordinate设定第一个Mark点的X轴坐标Min=0mm, Max=508mm32:Fiducial 1 Y Coordinate设定第一个Mark点的Y轴坐标Min=0mm, Max=508mm33:Fiducial 2 X Coordinate设定第二个Mark点的X轴坐标Min=0mm, Max=508mm34:Fiducial 2 Y Coordinate设定第二个Mark点的Y轴坐标Min=0mm, Max=508mm35:Fiducial 3 X Coordinate设定第三个Mark点的X轴
10、坐标Min=0mm, Max=508mm36:Fiducial 3 Y Coordinate设定第三个Mark点的Y轴坐标Min=0mm, Max=508mm37:Forward X offset补偿前行程的X方向视觉差刮刀由后向前运动时,调整在X方向的印刷偏位(Max=!1mm)38:Forward Y offset补偿前行程的Y方向视觉差刮刀由后向前运动时,调整在Y方向的印刷偏位(Max=!1mm)39:Forward h offset补偿前行程的角度视觉差刮刀由后向前运动时,调整在角度的印刷偏位40:Reverse X offset补偿后行程的X方向视觉差刮刀由前向后运动时,调整在X方向
11、的印刷偏位(Max=!1mm)41: Reverse Y offset补偿后行程的Y方向视觉差刮刀由前向后前运动时,调整在Y方向的印刷偏位(Max=!1mm) 42: Reverse h offset补偿前行程的角度视觉差刮刀由前向后运动时,调整在角度的印刷偏位43:Screen X forward调整钢板X轴前方的Actuator此参数为编写程式Learn Fiducial后,电脑自动计算出的值,在编写程式前请先归零44: Screen X rear调整钢板X轴后方的Actuator此参数为编写程式Learn Fiducial后,电脑自动计算出的值,在编写程式前请先归零45:Screen Y
12、 axis调整钢版Y轴 Actuator此参数为编写程式Learn Fiducial后,电脑自动计算出的值,在编写程式前请先归零46:Alignment mode选择对位模式可设定由2个或3个Mark点对位47:Tooling type设定PCB板的支撑方式可选择:Autoflex自动顶板Vacuum真空支撑Magnetic磁铁式支撑方式48:Right feed delay右侧进板迟滞时间在右侧进板时必须设定,一般为0.20.3secDEK PRINTER的常用操作第一部分:一些常见指令含义Abort:按下该键得重新初始化机器,或忽略当前提示。Retry: 按下该键重新检查错误的情况。Rec
13、over: 按下该键立即继续其操作,该功能模组回到他们的原点位置,并不用重新初始化整个机器,若出现该提示,该项为首选。Diagnostics(Diagnos): 按下该键进入诊断,为进一步研究该问题。Head: 按下该键允许升头操作,进入印刷头下面。Continue: 按下该键继续进行当前的操作。Fiducial Setup: 按下该键,设置基准点。Maint.(Maintenance): 进行保养或维修。第二部分:常用操作 下载生产程序1:按下SETUP2:按下LOAD DATA3:利用LEFT/RIGHT/UP/DOWN键,选择所需生产文档4:按下LOAD5:按下EXIT6:按下EXIT换
14、钢板1:按下SETUP2:按下CHANGE SCREEN3:打开机器前盖4:更换钢板5:放下机器前盖6:按下SYSTEM键7:按下CHANGE SCREEN安装顶PIN1, 按下SET UP2, 按下CHANGE TOOLING(因机器的类型不同而有细微差别,故以下略)加锡膏1:按下PASTE LOAD2:按下MANUAL LOAD3:打开机器前盖4:加锡膏5:放下机器前盖6: 按下SYSTEM7:按下CONTINUE8:按下EXIT安装刮刀1:按下SETUP2:按下SETUP SQUEEGEE3:打开机器前盖4:安装后刮刀,用手拧紧螺丝。5:安装前刮刀,用手拧紧螺丝。6:放下机器前盖。7:按
15、下SYSTEM8:按下CONTINUE9:按下EXIT10:按下EXIT作刮刀高度校正1,按下SETUP2,按下SETUP SQUEEGEE3,按下CALIBRAT HEIGHT4,按下CONTINUE(其自动完成校正) 或手动校正:a: 选Front squeegee b: 用up或 down校正前刮刀 c: 选Rear squeegee d: 用up或 down校正后刮刀 e: 选save5,按下EXIT编写生产程式1, 按下SETUP /EDIT DATA进入编辑参数画面,设置各个生产参数(请将Forward X Offset 至Screen Y Axis这九项参数归为零)2, 按下SA
16、VE /EXIT。3, 请进行下面步骤,进行视觉调整: 1,select Mode(F1) till Step is indicated in the mode option on the screenModeLoaddataEditdataSetupsqueegeeChangescreenChangetoolingChangelanguageExit 2,select Exit(F8)ModeLoaddataEditdataSetupsqueegeeChangescreenChangetoolingChangelanguageExit 3,select Run(F1)RunHeadPaste
17、loadCleanscreenadjustsetupmonitorMaint. 4, Place the board on the conveyor. 5,select Auto Board(F1)AutoboardManualboardKneadPasteexit 6, select Step(F1) StepheadInspectsetup singleexit 7, select Step(F1) StepheadInspectsetup singleexit The board fiducial should now be visible on the monochrome monit
18、or If the fiducial is in the field of view go to step 10, if the fiducial is not in the field of view ,continue with step 8. 8,select Search step(F5)StepheadFiducialsetupadjustSearch step Searchrersetsingleexit 9, select Search reset(F6)StepheadFiducialsetupadjustSearch stepSearchrersetsingleexit Wh
19、en the fiducial is located move it to the center of the screen.10, select Adjust (F4)StepheadFiducialsetupadjustSearch step Searchrersetsingleexit The co-ordinates of the fiducial in the field of view are now displayed on the screen. Position the fiducial in the center of the box graphic. 11.Use the
20、 next and previous keys(F4-F5),to highlight each co-ordinate NextPreviousIncrDecr.exit 12,use the Incr. and Decr. Keys(F6-F7),to change the parameter value and move the fiducial in the field of view. NextPreviousIncrDecr.exit 13.select exit(f8) NextPreviousIncrDecr.exit14,Select Fiducial SetupStephe
21、adFiducialsetupadjustSearch step SearchrersetsingleexitThe screen displays the following:15,Select Set Light(F3)Learn Fiducial LocateFiducialSet LightNextPreviousIncr.Decr.exit A histogram is display on the monitor and the Fiducial Lighting Parameters windows is displayed on the status page.16.Use t
22、he Next, Previous, Incr. and Decr. keys(F4-F7),to highlight and adjust each of the window parameters in turn ,to surround the fiducial with a box. PreviousNextIncr.Decr.exitNOTEEnsure no part of the fiducial is outside the box.Video ModelAt this stage an image of the appropriate area of the board fo
23、r the model is shown.17. Usr the Next, Previous, Incr. and Decr. keys(F4F7),to highlight and adjust the lighting parameters to a level whereby the fiducials are just whiting out ,without blooming ,default level 8 is usually adequate for the majority of setups. NextPreviousIncr.Decr.exit18.Select Exi
24、t (F8) NextPreviousIncr.Decr.exit19.Use the Next, Previous, Incr. and Decr keys(F4-F7).to highlight and adjust each of the board fiducial parameters in the left hand box on the monitor. Learn FiducialLocate Fiducial Set Light NextPreviousIncr.Decr.exitVideo ModelTo setup a video model, choose Video
25、Model from the Fiducial Type Parameters.20.Select Learn Fiducial(F1)Learn FiducialLocate Fiducial Set Light NextPreviousIncrDecr.exitSetup the fiducials appearing in the right hand box on the monitor. Video ModelWhen using video model the parameters are as follows:Video Model, Position X, Position Y
26、, Fiducial X, Fiducial Y21.Use the Next, Previous, Incr., and Decr. keys(F4-F7),to highlight and adjust each circle parameters in turn to obtain the best fit over the fiducial.Learn FiducialNextPreviousIncr.Decr.exitNOTEOnce aligned it may be necessary to change the line fiducial dimension to achiev
27、e a better fit.22.Deldct Learn Fiducial(F1).The message “Learning Fiducial Please Wait” is displayed in the message prompt bar.Learn FiducialNextPreviousIncrDecr.Exit23. Select Exit(F8)Learnfiducial NextPreviousIncrDecr.Exit24.Select Locate Fiducial(F2)Learn FiducialLocate Fiducial Set Light NextPre
28、viousIncr.Decr.ExitA figure appears on the monitor indicating the score of the fit between the synthetic fiducial and the actual fiducial. This figure needs to be as high as possible to attain the best alignment .The synthetic fiducial parameters may need resetting and relearning to obtain a better
29、figure.25.Select Exit (F8).Locate Fiducial Exit26. Select Exit (F8).Learn FiducialLocate Fiducial SetLight NextPreviousIncrDecr.exit27. Select Step (F1).StepHeadFiducial Setup AdjustSearch StepSearch ResetSingleExitThe first screen fiducial should now be displayed on the monitor.28.Rpeat Steps 14-26
30、for this fiducial.29.Continue for other selected fiducials by selecting Step at the end of each fiducial setup.30.After Step 29for the second screen fiducial the message “Saving Fiducial Data Please Wait Board data file saved” is displayed.After aligning screen to board the camera checks all four fi
31、ducial positions.31. Select Exit (F8).Learn FiducialLocate Fiducial Set Light NextPreviousIncrDecr.exit32. Select Exit (F8).Locate Fiducial exit33. Select Auto Board (F1).Auto BoardManualBoardexit常见错误信息提示及原因错误信息提示原 因1Board On Rails, Remove and Continue这说明机器以下几种情况下感应到有PCB板在轨道上面:1:开机初始化系统时2:下载新产品程序时3:
32、在诊断程序中进入轨道系统时2Front Squeegee Pressure Error显示此信息之后会有一新的窗口显示设定压力值与实际压力值。3Pneumatic Power Down表示气压太低或没有接入气体4Rail Lifted Error,Check Tooling可能是在轨道的正下方错误的放置了顶PIN。5System Power Down可能是因按下E-STOP键或前盖后盖打开而致使24V马达电源断开。6System Suspended While Covers Open这表明机器系统化时前盖或后盖处于开启状态。7Upline Board Transfer Error这表明上线传输
33、有错误(印刷机在设定时间内没有收到PCB板)。8X Actuator Limit Exceeded这表明在校准时,调整马达超过其X轴向移动极限。9Y Actuator Limit Exceeded这表明在校准时,调整马达超过其Y轴向移动极限。DEK PRINTER保养知识讲解第一部分:日保养 注意事项:清洁布上和清洁液中不能含有对人体有害的物质,为了保护操作员的健康和安全,请操作员在进行机器维护保养时穿上保护服,并且在进行机器维护保养时切断电源和气压。保养内容:序号 内 容工 具1清洁RISING TABLE表面的残留物 小铲,抹布,无毒清洁剂2清洁机器表面小铲,抹布,无毒清洁剂3检查下列各部
34、分动作是否顺畅1 PRINTCARRIAGE2 CAMEL 支撑架清除上面的残留物小铲,抹布,无毒清洁剂4清洁机器出口处和入口处的SENSOR小铲,抹布,无毒清洁剂估计保养所需时间为8分钟N0TE:任何严重污染的需要彻底清洁的项目,根据相应的月保养内容步骤进行相应的工作。第二部分:周保养 注意事项:清洁布上和清洁液中不能含有对人体有害的物质,为了保护操作员的健康和安全,请操作员在进行机器维护保养是穿上保护服,并且在进行机器维护保养时切断电源和气压。保养内容:A:机器内部部分序号保养内容所需工具1Print carriage线性关系(是否变形)皮带和皮带轮1. 小铲刀2. 抹布3. 无毒清洁剂2
35、刮刀部分1. 线性关系(是否变形)2. 刮刀表面1. 小铲刀2. 抹布3. 无毒清洁剂3摄像机的X/Y轴线性关系(是否变形)皮带和皮带轮1. 小铲刀2. 抹布3. 无毒清洁剂4轨道系统和气阀区域各螺丝检查气阀检查1. 小铲刀2. 抹布3. 无毒清洁剂5底钢板擦拭机构1. 线性关系(是否变形)2. 电磁机构检查1. 小铲刀2. 抹布3. 无毒清洁剂6RISING TABLE 和磁性顶针1. 小铲刀2. 抹布3. 无毒清洁剂B:机器表面部分序号保养内容所需工具1除去印刷机盖子和表面面板上的灰尘,锡膏和其它残留物1. 小铲刀2. 抹布3. 无毒清洁剂2检查急停开关和其它功能键的动作是否正常3检查所有
36、外部连接电缆和气管的连接情况第三部分:月保养 注意事项:清洁布上和清洁液中不能含有对人体有害的物质,为了保护操作员的健康和安全,请操作员在进行机器维护保养是穿上保护服,并且在进行机器维护保养时切断电源和气压。保养内容:A:印刷架序号保养内容所需工具1擦干净导轨小铲刀抹布无毒清洁剂2给导轨上润滑油润滑油3检查驱动皮带有无破损或断裂4推动印刷架移动,检查动作是否顺畅平稳B:刮刀序号保养内容所需工具1擦干净螺杆导轨小铲刀抹布2上润滑油润滑油3检查刮刀的各个动作的平稳性C:CAMERA的X/Y轴序号保养内容所需工具1擦干净导轨1. 抹布2. 无毒清洁剂2给导轨上润滑油3检查皮带和连线有无破损4擦拭摄像机镜头镜头纸5检查摄像机各个动作6检查听板片的动作灵敏度D:RAIL系统序号保养内容所需工具1清洁轨道及轨道螺纹,使其上面不残留锡膏及其它残留物抹布清洁剂2清洁轨道及轨道螺纹3检查PCB CLAMP 动作和皮带传输情况4循环轨道系统,确保其动作顺畅镜头纸6擦干净轨道左右两边的SENSOR,并检查其工作情况抹布E:钢板擦拭机构序号保养内容所需工具1擦干净导轨小铲,抹布,清洁剂2润滑轨道3如果可能,移开纸卷并擦拭该组件,使上面不留锡膏和残留物4检查电线和气管的状况5检查UNDER SCREEN CLEAREN是否动作顺畅6检查以下机构1. 纸卷供给马达2. 溶剂供给器3. 真空供给器
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
