 电镀常见故障原因与排除
电镀常见故障原因与排除

《电镀常见故障原因与排除》由会员分享,可在线阅读,更多相关《电镀常见故障原因与排除(6页珍藏版)》请在装配图网上搜索。
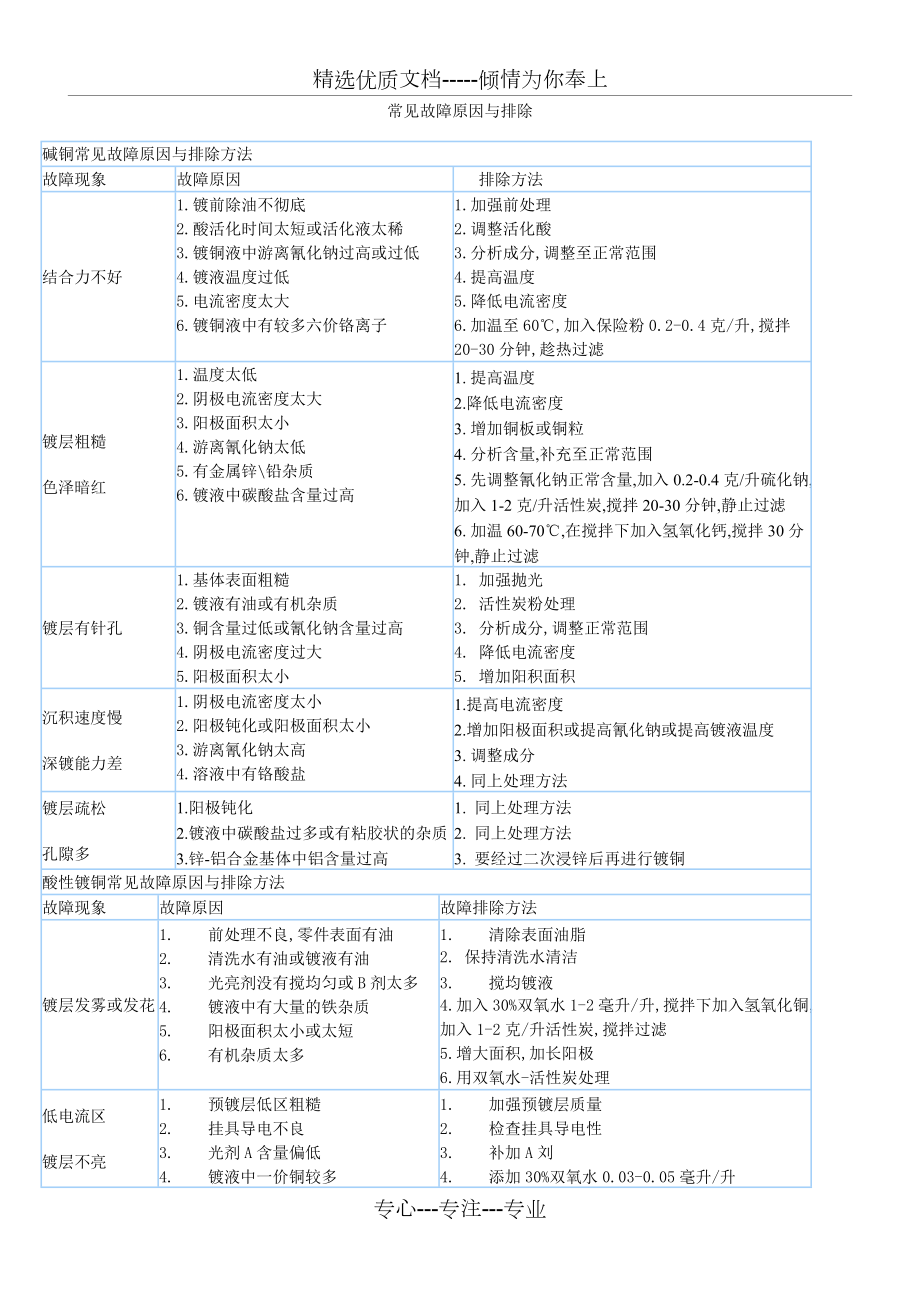
1、精选优质文档-倾情为你奉上常见故障原因与排除碱铜常见故障原因与排除方法故障现象故障原因 排除方法结合力不好1.镀前除油不彻底2.酸活化时间太短或活化液太稀3.镀铜液中游离氰化钠过高或过低4.镀液温度过低5.电流密度太大6.镀铜液中有较多六价铬离子1.加强前处理2.调整活化酸3.分析成分,调整至正常范围4.提高温度5.降低电流密度6.加温至60,加入保险粉0.2-0.4克/升,搅拌20-30分钟,趁热过滤镀层粗糙色泽暗红1.温度太低2.阴极电流密度太大3.阳极面积太小4.游离氰化钠太低5.有金属锌铅杂质6.镀液中碳酸盐含量过高1.提高温度2.降低电流密度3.增加铜板或铜粒4.分析含量,补充至正常
2、范围5.先调整氰化钠正常含量,加入0.2-0.4克/升硫化钠,加入1-2克/升活性炭,搅拌20-30分钟,静止过滤6.加温60-70,在搅拌下加入氢氧化钙,搅拌30分钟,静止过滤镀层有针孔1.基体表面粗糙2.镀液有油或有机杂质3.铜含量过低或氰化钠含量过高4.阴极电流密度过大5.阳极面积太小1. 加强抛光2. 活性炭粉处理3. 分析成分,调整正常范围4. 降低电流密度5. 增加阳积面积沉积速度慢深镀能力差1.阴极电流密度太小2.阳极钝化或阳极面积太小3.游离氰化钠太高4.溶液中有铬酸盐1.提高电流密度2.增加阳极面积或提高氰化钠或提高镀液温度3.调整成分4.同上处理方法镀层疏松孔隙多1.阳极钝
3、化2.镀液中碳酸盐过多或有粘胶状的杂质3.锌-铝合金基体中铝含量过高1. 同上处理方法2.同上处理方法3. 要经过二次浸锌后再进行镀铜酸性镀铜常见故障原因与排除方法故障现象故障原因故障排除方法镀层发雾或发花1. 前处理不良,零件表面有油2. 清洗水有油或镀液有油3. 光亮剂没有搅均匀或B剂太多4. 镀液中有大量的铁杂质5. 阳极面积太小或太短6. 有机杂质太多1. 清除表面油脂2. 保持清洗水清洁3. 搅均镀液4.加入30%双氧水1-2毫升/升,搅拌下加入氢氧化铜,加入1-2克/升活性炭,搅拌过滤5.增大面积,加长阳极6.用双氧水-活性炭处理低电流区镀层不亮1. 预镀层低区粗糙2. 挂具导电不
4、良3. 光剂A含量偏低4. 镀液中一价铜较多5. 温度过高6. 硫酸含量偏低7. 氯离子过多或有机杂质过多1. 加强预镀层质量2. 检查挂具导电性3. 补加A刘4. 添加30%双氧水0.03-0.05毫升/升5. 采用冷冻降温6. 提高硫酸含量7. 在搅拌下加入1-3克/升锌粉,搅拌30分钟,加入2-3克/升活性炭,搅拌2小时,静止过滤镀层有麻点镀层粗糙1. 预镀层太薄或粗糙2. 阳极磷铜含磷少3. 有一价铜或铜粉4. 硫酸铜含量过高5. 温度过高6. 挂具钩子上的铬层未彻底退除1. 加强预镀层质量2. 更换阳极3. 加少许双氧水,方法同上4. 冲稀镀液,调整各成分5. 建议用冷冻6. 彻底清
5、除挂具残余镀层镀层有条纹1. 镀液中氯离子过多2. 光剂比列失调3. 预镀层有条纹4. 硫酸铜含量过低1. 同上方法处理2. 通过试验调整光剂比例3. 加强预镀层质量4. 提高硫酸铜含量电镀时电流下降,电压升高1. 硫酸铜含量偏高2. 硫酸含量偏低3. 镀液温度太低4. 阳极面积太小5. 镀液氯离子含量过多1. 稀释镀液,调整各成分2. 提高硫酸含量3. 提高温度4. 增加阳极面积5. 用锌粉处理,方法同上 焦磷酸镀铜常见故障原因与排除方法故障现象镀层粗糙故障原因1.基体或预镀层粗糙2.镀液中有铜粉或其它固体微粒3.铜含量过高或焦钾过低4.镀液PH值太高5.镀液杂质太多故障排除方法1. 加强预
6、镀层质量2. 加强过滤或加少许双氧水去除铜粉3. 补充焦钾,调整P比在6.3-6.8之间4. 调整PH值在8.5-9.0之间5. 双氧水-活性炭处理镀层结合力不好1.镀前处理不良2. 镀前没有良好活化3. 清洗水有油或活化酸有油4. 预镀层太薄5.活化酸中有二价侗或二价铅杂质6.镀液有油或六价铬1. 加强镀前处理2. 加强活化3. 更换清洗水或活化酸4. 加强预镀层厚度5. 更换活化酸 6.加温60,加入保险粉0.2-0.4克/升,加入1-2克/升活性炭,搅拌30分钟,趁热过滤镀层有细沙点或有针孔1. 镀前的清洗水或活化酸有油2. 镀液有油或有机杂质过多3. 镀液浑浊,PH太高4. 基体组织不
7、良1. 加强前处理2. 双氧水-活性炭处理3. 调整PH值,加强过滤镀层易烧焦电流密度范围缩小1. 镀液铜含量太少2. 镀液温度太低3. 镀液中有氰根污染4. 有机杂质过多5. 镀液老化1.分析成分,调整P比正常范围2.提高温度至正常范围3.加入0.5-1.0毫升/升30%双氧水,搅拌30分钟4.加入1-2毫升/升30%双氧水,加温至55左右,搅拌30分钟,加入3-5克/升活性炭,搅拌30分钟,静止过滤沉积速度慢电流效率低1. 焦磷酸钾过高2. 镀液有六价铬3. 镀液有残余双氧水1. 分析成分,调整P比正常范围2. 加温50,搅拌下加入0.2-0.4克/升保险粉,加入1-2克/升活性炭,搅拌3
8、0分钟,趁热过滤3. 加热镀液,电解30分钟 镀镍常见故障原因与排除方法故障现象故障原因故障排除方法镀层有针孔1. 前处理不良2. 镀液中有油或有机杂质过多3. 湿润剂不够4. 镀液中铁等异金属质5. 硼酸含量不足6. 温度太低1. 加强前处理2. 活性炭处理3. 补加DY湿润剂4. 添加DY除铁剂5. 提高硼酸含量6. 提高温度50-60镀层结合力不好1. 镀前处理不良2. 零件表面有油,氧化皮3. 清洗水中有油4. 活化酸中有铜.铅杂质5.电镀过程中产生双性电极或断电时间过长6. 镀液光剂过多或有机杂质过多1. 加强前处理2. 加强前处理3. 更换清洗水4. 更换活化酸5. 电镀之前将电流
9、调到最小6. 用活性炭吸附镀层发花1. 镀层处理不良2. 清洗水有油3. 镀液中有油4. 镀液PH太高或镀液浑浊1. 加强前处理2. 更换清洗水3. 用活性炭吸附4. 调整PH值镀层发脆1. 光亮剂过多或柔软剂太少2. 铜/锌/铁或有机杂过多3. PH值过高或温度过低1. 添加DY柔软剂2. 添加DY除杂水或小电流电解3. 提高PH值或提高温度沉积速度慢零件的深位镀不上镀层1. 镀液中有六价铬2. 镀液中有硝酸根3. 电流密度太小1. 将PH值调至3,加温至60,加入0.2-0.4克/升保险粉,搅拌60分钟,将PH值调至6.2,搅拌30分钟,加入0.3-0.5毫升/升30%的双氧水2. 将镀P
10、H调至1-2,加温至60-70,先用1-2安培/平方分米电解10分钟,然后渐渐降低至0.2安培/平方分米3. 提高电流密度低电流区阴暗1. 温度太高2. 电流密度太小3. 主盐浓度太低4. 主光剂过多5. 镀液中有铜/锌杂质1. 温度控制在标准范围2. 提高电流密度3. 提高主盐浓度4. 活性炭吸附或补加DY柔软剂5. 加DY除杂水或小电流电解中电流区阴暗1. 主光剂含量不够2. 有铁杂质/有机杂质过多1. 补加DY主光剂2. 加DY除铁水或炭粉吸附高电流区阴暗1. 镀液PH值过高2. 柔软剂太少3. 有少量铬酸盐/磷酸盐/铅1. 提高PH值2. 添加DY柔软剂3. 处理方法同上镀铬常见故障原
11、因与排除方法故障现象故障原因故障排除方法铬层发花或发雾1. 镀前活化酸太稀或太浓2. 表面有油或抛光膏3. 镀镍出槽形成双性极4. 镀铬时挂具弹得不紧5. 镀铬时温度太高6. 镀液中氯离子过多7. 镀铬电源波形有问题1. 调整活化酸的浓度2. 加强前处理3. 出槽时将电流调至最小4. 更换挂具5. 降低温度6. 加入少量碳酸银7. 检查电源镀铬深镀能力差零件的深位镀不上铬层1. 底镀层较粗糙2. 镍层在空气中时间过长3. 导电不良4. 铬酸含量太低或硫含量过高5. 三价铬过多或异金过多6. 镀铬液中有硝酸根1. 提高底镀层的质量2. 镀前活化3. 检查线路4. 分析成分,调节成分至正常值5.
12、电解处理,阳极面积大大于阴极6. 电解法除去铬层的光亮度差容易出现烧焦现象1. 铬酸或硫酸含量太低2. 三价铬含量太低或高3. 异金属杂质过多4. 温度太低5. 阴极电流密度太大6. 阳极导电不良7. 镀液中有少量的硝酸根1. 分析成分,调整成分至正常值2. 电解法控制三价铬成分3. 电解法去除4. 提高温度5. 降低电流密度6. 检查线路7. 电解法处理铬层有明显的裂纹1.温度太低且阴极电流密度太高2.镀铬硫酸过高或铬酸含量过低3.氯离子过多4.底层镍的应力过大1. 升温且降低电流密度2. 分析成分,调整正常范围3. 加少许碳酸银4. 镀镍时补充柔软剂电镀时,电压很高,但阴极没有气泡1. 阳
13、极表面上生成了铬酸铅2. 线路接触不好3. 阳极面积太小1. 取出阳极,用钢丝刷去黄色膜2. 检查线路3. 增加阳极面积镀铬后,零件有明显的挂钩印子1. 挂钩的接触点太粗2. 阳极面积太小3. 导电不良4. 铬酸含量太低5. 三价铬或异金属杂质过多6. 有硝酸根存在1. 维修挂钩接触点2. 增加阳极面积3. 检查线路4. 补充铬酐5. 电解法除去6. 用电解法镀层脱落1. 镀铬过程中断电2. 阴极电流密度过大3. 底层镍钝化或底镀层上有油1. 检查线路2. 降低电流密度3. 加强前处理镀层表面粗糙1. 底镀层本身较粗糙2. 镀液中有微细固体粒子3. 硫酸含量过低4. 阴极电流密度过大1. 加强
14、底层质量2. 过滤3. 提高硫酸含量4. 降低电密度氯化物酸性镀锌常见故障原因与排除方法故障现象故障原因故障排除方法镀层起泡结合力不好1 镀前处理不良2 添加剂过多3 硼酸过低4 阴极电流密度过大1 加强前处理2 用活性炭吸附3 补充硼酸4 降低电流密度镀层粗糙1 锌含量过高2 DY添加剂含量偏少3 温度过高4 镀液中有固体微粒1. 析成分,冲稀镀液2. 补充DY添加剂3. 采用冷冻设备,控制温度正常值4. 加强过滤镀层上出现黑色条纹或斑点1 前处理不良2 阴极电流密度过大3 镀液中氯化物太少4 有机杂质过多5 有较多的铜铅杂质1. 加强除油除锈2. 降低电流密度3. 分析成份,提高氯化物含量
15、4. 建议用双氧水活性炭处理5. 加入0.5-1克/升锌粉镀层容易烧焦1 氯化物含量不够2 锌含量低3 DY柔软剂不够4 PH太高1. 分析成分,提高氯化物含量2. 分析成分,提高锌含量3. 补充柔软剂4. 用稀盐酸调PH至5.5-6. 2低电流区镀层灰暗1 镀液温度过高2 DY添加剂含量太少3 镀液中有铜/铅杂质1.采用冷冻设备,控制温度正常值2.补充添加剂3.加入0.5-1克/升锌粉或加除杂水镀层光泽差1 镀液中DY添加剂太少2 温度太高3 PH太高或太低1. 补充DY添加剂0.1-0.2毫升/升2. 采用冷冻设备,控制温度正常值3. 用稀盐酸调PH至5.5-6.2氰化物镀锌常见故障原因与
16、排除方法故障现象故障原因故障排除方法镀层结合力不好1. 前处理不良2. 镀液中氰化钠含量过高3. 镀液有六价铬1. 加强前处理2. 补充锌,控制M比正常值3. 加温50,加入0.2-0.5克/升保险粉,搅拌30分钟,趁热过滤,加入双氧水0.1-0.2毫升/升镀层粗糙灰暗呈颗粒状1. 锌含量过高2. 氰化钠和氢氧化钠含量偏低3. 氢氧化钠含量过高4. 阴极电流密度过大5. 阴阳极距离太近1. 补充氰化钠,控制M比正常值2. 补充氰化钠和氢氧化钠3. 冲稀镀液4. 降低电流密度镀层薄,钝化时容易露底1. 镀液中锌含量太低2. 镀液中氰化钠或氢氧化钠含量太高3. 镀液中有六价铬4. 温度太低5. 电
17、流密度太小1. 补充锌,控制M比正常值2. 补充锌或冲稀镀液3. 加温50 ,加入0.2-0.5克/升保险粉,搅拌30分钟,趁热过滤,加入双氧水0.1-0.2升/升5. 降低电流密度阳极钝化,表面有白色产物1. 氰化钠含量不够2. 氢氧化钠含量不够3. 镀液中碳酸盐过多1. 补充氰化钠,控制M比正常值2. 提高氢氧化钠含量至70-80克/升3. 冷冻法结晶析出镀锌产品在贮存期间易生锈或泛点1. 镀液中含有大量的异金属杂质2. 镀液中有机杂质大多3. 镀后清洗不良1. 向镀液中加入0.3-0.6克/升的锌粉,搅拌30-60分钟,静止过滤或向镀液中加入1-2克/升硫化钠,搅拌60分钟2. 向镀液中加1-3克/升活性炭,搅拌30分钟,静止过滤3. 用热水-冷水交替清洗数次专心-专注-专业
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
