 激光干涉仪检测与调整过程讲解
激光干涉仪检测与调整过程讲解

《激光干涉仪检测与调整过程讲解》由会员分享,可在线阅读,更多相关《激光干涉仪检测与调整过程讲解(29页珍藏版)》请在装配图网上搜索。
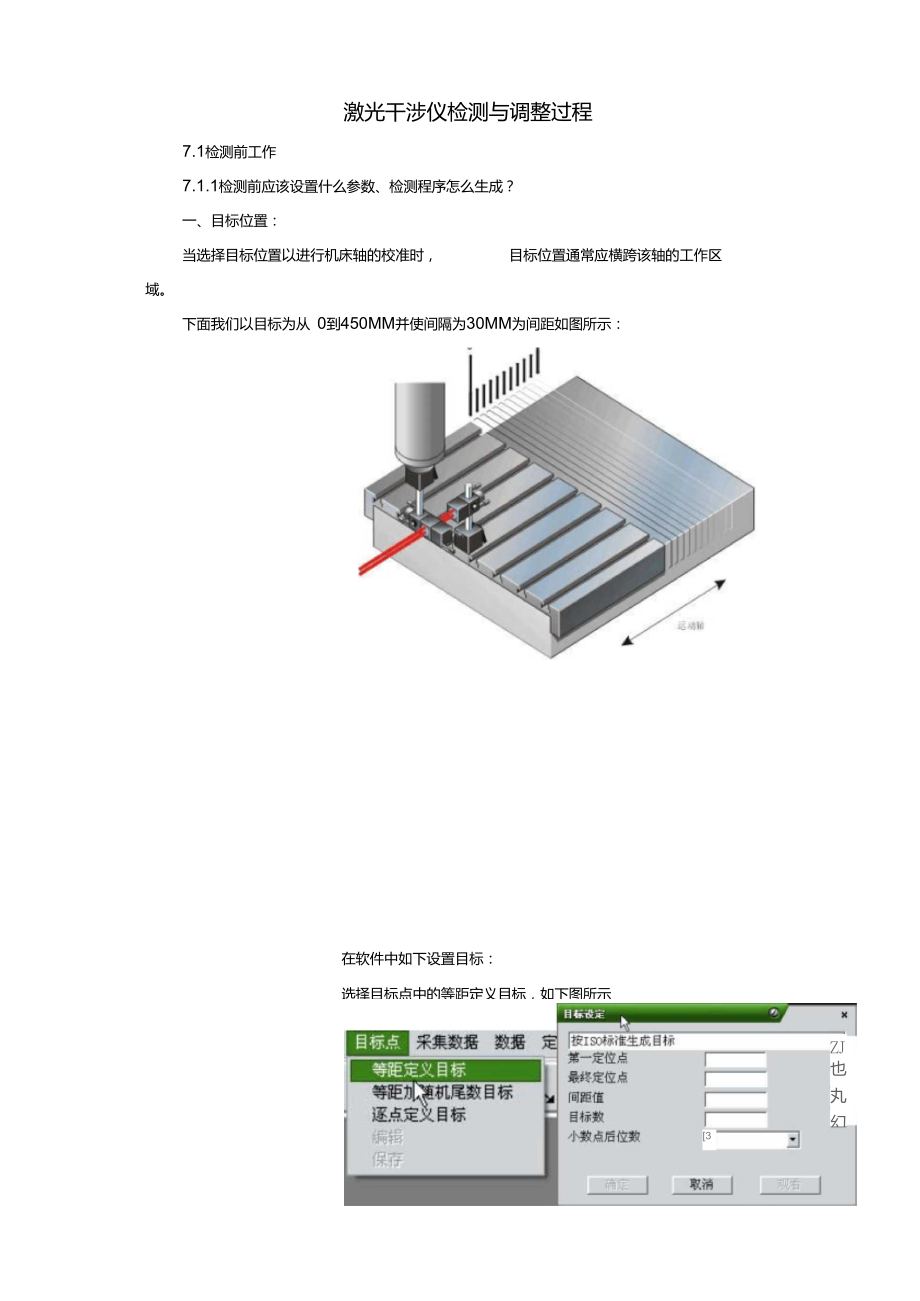
1、激光干涉仪检测与调整过程7.1检测前工作7.1.1检测前应该设置什么参数、检测程序怎么生成?一、目标位置:当选择目标位置以进行机床轴的校准时,目标位置通常应横跨该轴的工作区域。下面我们以目标为从 0到450MM并使间隔为30MM为间距如图所示:在软件中如下设置目标:选择目标点中的等距定义目标,如下图所示ZJ也丸幻cl3接着弹出如图2的窗口接着我们在内部设置数据如图三所示至U这里的时候我们将目标点设置完毕,接下来我们要上生成。二、生成检测程序:激光干涉仪在检测的时候时按照我们在第一步设定的目标点运动的,即从0到450MM每30MM为一个点,因此机床在运动的时候必须和软件设置的一致,所 以我们必须
2、生成检测程序。程序的生成方法图下:选择定义工具栏下的零件程序下的产生按键,如下图所示:软件根块 机床逍讯 打印窗口 帘助越工具栏另件程序观看 輛辑 软盘拷贝 搖收文件.在弹出的窗口中输入文件名, 并且选择程的序存放路径按保存,会弹出下图:REnisliaw程序号远行谀敷U的幻百莒周期越趕另坤程号尖型珀才式定 |Alien EradleyBoschCincinnatiFanuc广 Fanuc 0厂 Heidenhain r NOTr Si cm his 8r Siemens 800广 Okum a厂 Dynapath广 Vickers F Cus t OAA2L00厂 Mitsubishi广 M
3、azak图1t图2在图1中需要我们选择的为:数控系统的型号。我们针对我们当前检测机床的数控系统型号作正确的选择,接着弹出图2的窗口,这个窗口要求我们填写与程序相关的数据,我们如下图所示填写:- 5 -程序号:0001轴名为:Y 运行次数为:3 选择方向为:双向暂停周期为:4秒 越程为:4.0000毫米零件程序类型:线性 进给量:1500 ;轴方式为:普通名词解释:程序号:该程序的序号轴名:待校准轴的名称 这里记住是大写运行次数:我们希望该程序运行多少次选择方向:在轴上行走的方向时一来一回的间隔点还是只去这样走回时不走暂停周期:等待软件记录数据的时间,这里要根据电脑的性能作调整 越程:这里是为了
4、消除方向间隙而设置的,一般选择默认,也可以自行设置零件程序类型:选择运行的方式,因为我们是走直线的所以我们选择线性 进给量:机床运动的速度到这里的时候我们已经完成了程序的生成,我们使用文本格式打开文件可以看到程序如下:(PGM, NAME=0001)G01 Y-060.000:G71 G94G04 F4.(MSG, RENISHAW ERRORG01 Y-090.000COMPENSATION)G04 F4.G90 F1500G01 Y-120.000COUNT=0G04 F4.RUNS=3G01 Y-150.000(DO)G04 F4.G01 Y004.000G01 Y-180.000G04
5、 F1.G04 F4.G01 Y000.000G01 Y-210.000G04 F4.G04 F4.G04 F4.G01 Y-240.000G01 Y-030.000G04 F4.G04 F4.第页G01 Y-270.000第二页G04 F4.G01 Y-270.000G01 Y-300.000G04 F4.G04 F4.G01 Y-240.000G01 Y-330.000G04 F4.G04 F4.G01 Y-210.000G01 Y-360.000G04 F4.G04 F4.G01 Y-180.000G01 Y-390.000G04 F4.G04 F4.G01 Y-150.000G01 Y
6、-420.000G04 F4.G04 F4.G01 Y-120.000G01 Y-450.000G04 F4.G04 F4.G01 Y-090.000G01 Y-454.000G04 F4.G04 F1.G01 Y-060.000G01 Y-450.000G04 F4.G04 F4.G01 Y-030.000G04 F4.G04 F4.G01 Y-420.000G01 Y000.000G04 F4.G04 F4.G01 Y-390.000COUNT=(COUNT+1)G04 F4.G01 Y-360.000G04 F4.G01 Y-330.000G04 F4.G01 Y-300.000G04
7、F4.第三页(LOOP WHILE COUNT RUNS)M02第四页这个程序是适用于三菱系统的,但这样的程序在没有支持宏程序的系统中不定能用得上,所以我们统一使用以下修改过的程序作为标准:G90 G54 G01 Y004.000 F1500G04 X4.G04 X1.G01 Y-360.000G01 Y000.000G04 X4.G04 X4.G01 Y-390.000G04 X4.G04 X4.G01 Y-030.000G01 Y-420.000G04 X4.G04 X4.G01 Y-060.000G01 Y-450.000G04 X4.G04 X4.G01 Y-090.000G01 Y-
8、454.000G04 X4.G04 X1.G01 Y-120.000G01 Y-450.000G04 X4.G04 X4.G01 Y-150.000G04 X4.G04 X4.G01 Y-420.000G01 Y-180.000G04 X4.G04 X4.G01 Y-390.000G01 Y-210.000G04 X4.G04 X4.G01 Y-360.000G01 Y-240.000G04 X4.G04 X4.G01 Y-330.000G01 Y-270.000G04 X4.G04 X4.G01 Y-300.000G01 Y-300.000G04 X4.G04 X4.G01 Y-270.00
9、0G01 Y-330.000第一页G04 X4.第二页G01 Y-240.000G04 X4.G04 X4.G01 Y-090.000G01 Y-210.000G04 X4.G04 X4.G01 Y-060.000G01 Y-180.000G04 X4.G04 X4.G01 Y-030.000G01 Y-150.000G04 X4.G04 X4.G01 Y000.000G01 Y-120.000G04 X4.第三页M99第四页这样的格式在操作上可能麻烦点,就是等软件已经检测完三次以后自行停止机床,但它在系统中的适应度比较强。到这里,我们已经可以将程序输入系统中了,下一步为开始检测。7.1.2开
10、始检测数据时该做些什么?F面时开始检测数据时的操作:定位方式测呈次数1998J选捧方向|o. 0坤迄|标题信息取消i在软件中选择采集数据选项下的开始如图1:采集数据在弹出的窗口中我们只须设定测量次数为3即可,接着会弹出另一个窗口如F图这里我们只须修改停止周期为4.00越程为4.00即可,其实默认也没问题。随后我们会发祥软件右下脚改变成数据记录画面:- 10 -Iflbsrzl越It%*TN4flT !l-zlllILMUDIIIn.nn 的 n征 M整f.dTmomoqapply Inriv-aticiirk1F5-30. MQOQOI-5Q. WODCflK-J-90. (XXMOOJi-J
11、-L20, (WflOO:-?-L50. C-ViDDC1(-J-IlBO. OOOflOO3(-)-23 o. ooooqoTTTrm 期 J? JJ 打 J1釆黑辦丢I接下来的工作就是用单步的形式运行检测程序,单程序运行到G01 Y000.000(清零),之后则自动开始检测。- 11 -7.2如何分析测得的数据?程序会自动检测和记录数据,检测完毕后我们的任务是分析数据,下图是我 们检测Y轴得到的数据图:- 12 -沉器窑际:珀:崇刑丹 :q*!15;4k9 肛7 11 2006文件名.123. KTLX誌:窖:取向首先我们先介绍一下数据分析软件各按钮的功能:打开一个文件进行分析。- # -
12、 # -打印出选中的分析图。- # -个文件,如在复制一个选中的分析图或数据表页,将它粘贴入另Microsoft Word内创建的文本报告。绘制图按钮用分析菜单选中的类型显示一个分析图副件。-若按下单一 /多重绘制图按钮,您可以显示一个以上的分析图副本,如您可以同时显示一个标准ISO 230-2 1997分析图以及一个ISO230-2 1997 三联体绘制图。按下时,会激活鼠标的“抓取最靠近的目标”光标功能。让您设定X和Y轴的显示单位 类型。让您设定X轴和Y轴的刻度值。这些都是缩放按钮,可用来设定显示选中绘制图的放大倍数。-会显示一个帮助窗口,其中包含本Reni shaw LaserlO校准系
13、统用户手册的信息库。退出分析软件。数据分析软件位于 Reni shaw LaserlO 文件夹中我们分析速据的时候在软件中的操作如下:先打开保存好的数据文件,之后选择菜单栏上的数据分析如下图所示:,定义工具拦 配置乐统 窗口 帮助150 230-2 1997分析曲线ISO 230-2 1997统计毅表ISO 2302 1997三合曲耀GB/T 17421.2_2000 析曲縫GB/T 1721.2_20Da*S 计数義SB/T 17*21.2_2口(三合曲tftrqri 利n-7 血二心駅 Pint-绘斯有数曙曲线FIE卩原始救据 砸选几次對堆雜團 n印或观亘误差表*误差补偿昭表 打印环Wfi
14、之后我们选择速据分析栏下的误差补偿图标,如上图所示,接着会弹出一个 窗口如下图:名词解释图表型选择:各点的补偿值以什么形式出现补偿类型选择:这个是根据数控系统自身的情况定的 补偿分辨率:最小数值显示到多少位正负符号转换:选择显示的为补差值还是误差值参考点位置:我们作为参考点的位置离开始点多远补偿起点:从什么地方开始补偿补偿终点:补偿的终止点补偿间隔:这个和我们的移动间隔是一致的我们这里将这里的数据设置为: 图表型选择:各自补偿补偿类型选择:绝对补偿 补偿分辨率:1正负符号转换:误差值参考点位置:0补偿起点:0补偿终点:-450补偿间隔:30标亦中卜偿爭电型:沁偿分辨率正伊符号特换*-)斷肴点位
15、宣补偿起点 补偿坨点、 朴偿|司高之后点击绘制误差补差表得如下图文件名:123. RTL正反方向分项图表 维对值1徴米卞卜懐值-300. 0000 蛊米-300. QOQO 盍米C. COOO 立米30. 0000 宅米朴偿散佰- 15 - # -I 23456 7 0901-3on. noon -270.OOCO -240.0000 -210.0000 -180.0000 -150.OOCQ -120.OOOO -90.00U0 -60.0000 -30.COCO 0. OOOO机(1O2S04323050111112 2-2jlU机19SG22S93449lil 11112 2 02-r2
16、T- # - # -八、给数控系统设置检测得到得数据本次使用得机床为三菱系统。第八章、认识螺距误差参数由于不同类型的数控系统都有自己独特的地方,所以我在调试之前必须对该系统的螺距误差的相关参数做一番研究和了解,这样才能顺利的完成。本次我们使用的主要研究西门子的螺距误差参数。1.1 SIEMENS 802D螺距误差有关的参数1、方向间隙补偿参数数号 据数据名单位値数据说明32450BacklashMM方向间隙,回参考点后补偿 生效2、丝扛螺距误差补偿数号 据数据名单位值数据说明38000MM_ENC_COMP_MAX_POINT125最大补偿点数3、坐标数据数号 据数据名单位值数据说明32700
17、ENC_COMP_ENABLE丝扛螺距误差补偿生效4、补偿原理图- 16 -5、补偿数组的结构$AA_ENC_COMP0,0,AX3=0.0对应于最小位置上的误差值(毫米)$AA_ENC_COMP0,1,AX3=0.0对应于最小位置+1间隔位置上 的误差值(毫米)$AA_ENC_COMP0,2,AX3=0.0对应于最小位置+2间隔位置上 的误差值(毫米)$AA_ENC_COMP0,3,AX3=0.0对应于最小位置+3间隔位置上 的误差值(毫米)5$AA_ENC_COMPO,123,AX3=O.O对应于最小位置+123间隔位置 上的误差值(毫米)$AA_ENC_COMPO,124,AX3=O.O
18、对应于最小位置+124间隔位置 上的误差值(毫米)$AA_ENC_COMP_STEPO,AX3=O.O测量间隔(毫米)$AA_ENC_COMP_MIN0,AX3=0.0最小位置(绝对)(毫米)$AA_ENC_COMP_MAX0,AX3=0.0最大位置(绝对)(毫米)$AA_ENC_COMP_IS_MODULD0,AX3=()(用于旋转轴)此数组的编写和修改方式必须下载到PC机上,以文本的格式保存和打开。1.2处理参数时应该注意什么?从8.1中我们得知,与螺距离误差有关的参数有3个和一个数组,但这几个参数应该怎么处理呢?是否有先后的顺序?答案是肯定的!我们在检测螺距误差时,必须先将反向间隙测出来
19、,等补上反向误差后再检 测螺距误差,这样才能准确却的检测螺误差。注意:方向间隙在检测的时候我们只双向检测一次,但螺距误差我们一般是 双向检测3 5次取平均值。我们在补正螺距误差或者是反向间隙后,一般做两次验证,看是否还存在误 差,若在5个微米的范围内微正常数据。1.3 SIEMENS 802D螺距误差补偿方法此系统的数据和法拉克以及三菱的补偿方法有较大的区别,补偿点的输入方法是通过一个编辑一个程序来实现的,其操作方法如下:方法一RS ! IC 方首先利用准备好的“802 D调试电缆”将计算机和802- 18 -的C0M1连接起来;数据从WINDOW的 “开始”中找到通讯工具软件WW inPCI
20、N中选择“文本”通讯方式Recervc DarainPCIN,并启动;Text Format;然后选择接受- # - # -进入系统的通讯画面,设定相应的通讯参数,然后用键盘的光标键选择“数据,”,并选择其中的“丝杠误差补偿”,按菜单键“读出”启动数据传输;按照预定的最小位置,最大位置和测量间隔移动要进行补偿的坐标;用激光干涉仪测试每一点的误差;将误差值编辑在刚刚传- # - # -出的补偿文件中;将编辑好的补偿文件载传回802D系统中;- # -同方法一,将计算机和设定轴参数 MD32700=1然后返回参考点。补偿值生效;802 D传到计算机上;编辑补偿文件,修改文件头文件尾(见下面的例子)
21、,将补偿文件 改为加工程序格式;%_N_BUCHANG_MPF;$ PATH=/_N_MPF_DIR$ AA_ENC_COMP0,0,AX3=0.0$ AA_ENC_COMP0,1,AX3=0.0$ AA_ENC_COMP0,2,AX3=0.0$ AA_ENC_COMP_STEP0,AX3=0.0$ AA_ENC_COMP_MIN0,AX3=0.0$ AA_ENC_COMP_MAX0,AX3=0.0$ AA_ENC_COMP_IS_MODU0,AX3=0.0M02将修改过的文件在传回802 D中,这时在加工程序的- 19 - # -目录中就可以看到名为“ BUCHAN”的加工程序;用激光干涉仪
22、测试每一点的误差;将误差值编辑在加工程- # - # -序“ BUCHAN”中;按软菜单键“执行”选择加工程序BUCHANG 802D进入“自动- # -方式”,然后按机床面板上的“ NC启动”键,执行加工程序“ BUCHAN”后补偿值 存入802D系统中;(此时会出现报警,有两种情况。如果是数据写保护则是MD32700的参数置1 了;如果是无速度,则不用理会,属正常现象。)MD32700=1然后返回参考点。补偿值生效;注意:1.只有在机床参数:MD32700=0时,补偿文件才能写入 802D系统;MD32700=0时,802D内部的补偿数组进入写保护状态。2.经过验证,返回参考点参数依然不会
23、生效,因此必须重新给系统上电。4. 补偿点的单位为毫米并且补偿的值在-100+100微米的范围内5. 因为我们的检测方法是从机械原点向最远的负方向,所以我们在最大位置上设置为0,在最小位置负数的最大例如:-5706. 存放补偿点的数值时,请注意返回补偿数组的结构观看解释部分。7. 参数在设置的时候必须对应清楚当前默认的值是那个轴的。8. 本系统认的补偿方式为绝对值形式9. 检测螺距误差时,我们必须要让当前补偿的数值都失效或者清0第九章、结果验证一、检测步骤、安装激光干涉仪、对光、生成检测程序、开始检测方向间隙、数据分析、补正方向间隙、开始检测螺距误差、数据分析、补正丝扛螺距误差、检测补正效果二
24、、没有任何补偿之前得到数据1、反向间隙- 20 - 21 -a. -30. -60.-120. -150. -ieca -210. -240.-270-300. -330.-360.-120. -450. 一4现 -510. -540.-570.-5T0,-540.-S10B a边 -450. -420. = 3Q -360.0000 00000 ooaoaoo000DdOO0000000POOD0000000QQQO00000000 ocoo ooao0000000MOO0000000 OQD 000000000Q0 ooao-149- -17 Yg 一 239. -259.-32. -3
25、SB. T旳.-415- 一4 4宝 -4 7-310-52吕 ECd 433-0 4 5 -1 5- A- 9 2 5 9 匚 1 231-H-O 161 3 S 4 8 47 7 03 5 77? 896-914 680 985 7 65-2 97 5- 2孑厅 8SB888 吕tBeq59 亨口99222z2 L1L 乜 01999i9y909?9:99*9?o _y Q- o o Q D o o o o乩NOg 23. 0000 22. & 000 1 牛.7000 1&. S000 14. 000 12. 5000 12, 1000 12_ 1000 11 S00010. 口011.
26、 5000 10 1000S. 4 0003. 9000a. eooo 1s 7000 -0. 1 000. 20002. 0000 -25, S000 -27. 1000 一2氐 6000 -25. idoo -22. 3000 -19. S000 -17 . 4 000 -13. 8000 -i c r en- # -以上的例子是检测西门子系统的机床的X轴反向间隙数字表,以下为图形表:- 22 - # -由数据分析得反向间隙为:- # - # -参考点位宜 补偿起点 补偿终点 丰卜偿间隔0. OOOO毫米0. 0000毫米-570- 0000 毫米 30_ 0000 皇米- # - # -
27、反向同隙26微米2、螺距误差- 23 -图2显示的是检测螺距误差的图形表,以下为数字表. oooo-o.oood-O. 4 000-30. 0000-30.0004-0.4000-60.000060_00141.4000-90. OOQO=沁O04T-4.7000-120. 0000120.007S-7. 3000-150.0000-150.0091-9. 1000-180. OOOO-180.0115-11. 5000-210. 0000-210.0121-12. 1000-210. OOOO-24 0.011S-11. 3000-270. OOOO-2 TO.O128-12. 8000-3
28、00. OOOO-500. 130-13.OOOO-330. OOOO-330.0127-12.7000-360. OOOO-SfeO.O139-13.9000-390. OOOO-30.0157-15.7000-cL2O. OOOO-120.O182-18.2000-L5Q. OOOO-a so.013-19.3000-480.OOOO-4 80.0222-22. 2000-510. OOOO-510.0238-23. 8000-54 . OOOO-5dDL0236-23. 6000-5TO. OOOO-5 TO.021T-21. 7000-570. OOOO-5 TO.0226-22. 6
29、000-540. OOOO-54010245-24. 3000-51 0. OOOO-510.0241-24, lOOO-480. OOOO-ti8O.0219-21. 9000-4.5Q. OOOO-iso.oi-19.8000-420, OOOO-420.01T1-17. 1000-390. OOOO-50.O14S一14” 8000-360. aooo-360.013S-13, 8000-330. OOOO-330.0130-13,aooo-30Q. OOOC-300.O137-13.7000-270. OOOO-270.0135-13.6000-210, OOOO74 a01 30-1
30、3.OOOO-21 0. OOOO-210.O129-12-9000-1SQ. OO0O-180.0117-11.7000-iso, oooo-150.QI 01-10,1000-120. QOOO-120.007-T. 8000-9Q, OOOO0060Y” OOOO-60, OOOQ-60.00 24-2, 4000-50. QOOO-3Q.OQIO-iT aoooa, ooooa.00161, 6000- 24 -经数据分析得补偿值为:- 25 - # -123d- 5 67 8 90 12 34567 S 901232221010112222202(毎米 . 0 000 -30. 0Q
31、OO -60. -90. -120. 0 000 -150. 0 000 -18Q. 0 00 0 -21 . 0 -240. -270. 0000 -300. -330,oaoa -360. 0 000 -390. 0 00 0 -420. 0 000 -450. 0 000 -480. 0 000 -S10. 0 000 -540. oaoo -570. 0 000均值朴催1趣米)- # - # -三、补偿后得到得数据1.反向间隙d 0000躍米0. 0000窿米-570. OQQQ 參米30. 0000 遷米0徹米- 26 -mm-4006 oaoo -30. OiQOO TO. CQO
32、O -90.COOO -120 0000 -150 0000 -ISO. 0000 -210. GOO。 -240. 0000 -270. oaao -3DD. 000 -330. 0000 -S6O0000 -S90.0000 -420.0000 -450. 0000 780. aaao -510. 0 000 -5ao. oaao -std. oaao -570. oaoo -54 a oooo 一51 CL 0000 -ISO. 0000 -450.COOO 720. aaoo -3S0. QQCIQ -3&o. aaao -330. oaoo -SOD. OOOO -270 0000
33、-24 0. 0000 -2ia. 0000 -ISO.0000 750 -120 ooao-90.oaao g oaoo -so. ooao CL COOO630741-7=g2 2j; Q QoS3二OOQOO050 0047 0041 0055 0047 0046 0048 0035002& 0019 0010 0029 00S4 003S 00 2S 0030 Q022 P02 合刍宫d9995 0011 0029 0036 0032 0034 Q2S GO 35 002D 0032 0043 0041 0053 006206 72 0081 0072 0065 0039-5. ooo
34、a-dP ram-4.laQO-5-5000-4_ 7000-4-60001.8000T3. 5000 -立.。口Q口 -丸 oaa -iaao -1.OQOO-2-9000-3-4000-3_ 8000 -2-8000 -3a oaao -2. 2aaa -6 20001-&aao cl 5aao -1.1000 -2-9000 -3. 6000 -3-2000 -3. 4000 -岔 soaa -3r 5000 -2. oaao -3- 2Q00 T 3000 -4-1000 -5. 3000 -6. 2000 一& aaa Y 2000 -er XOQQ -r saao -6- 5000 -3- 9000以下为数字表格:- 28 -四、总结 由第二和第三点我们可以明显得看到两个数据之间的差别: 反向间隙在没有补差之前的数据为 26 个微米,补偿后为 0个微米螺距离误差在补偿之前的误差范围在5-20之间,补偿后在 3-8之间。从数据中得知机床的精度得到了大大的提升, 因此激光干涉仪在提高机床精 度方面的功能是无可厚非的。- 29 -
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
