 pcdmis考试试题
pcdmis考试试题

《pcdmis考试试题》由会员分享,可在线阅读,更多相关《pcdmis考试试题(21页珍藏版)》请在装配图网上搜索。
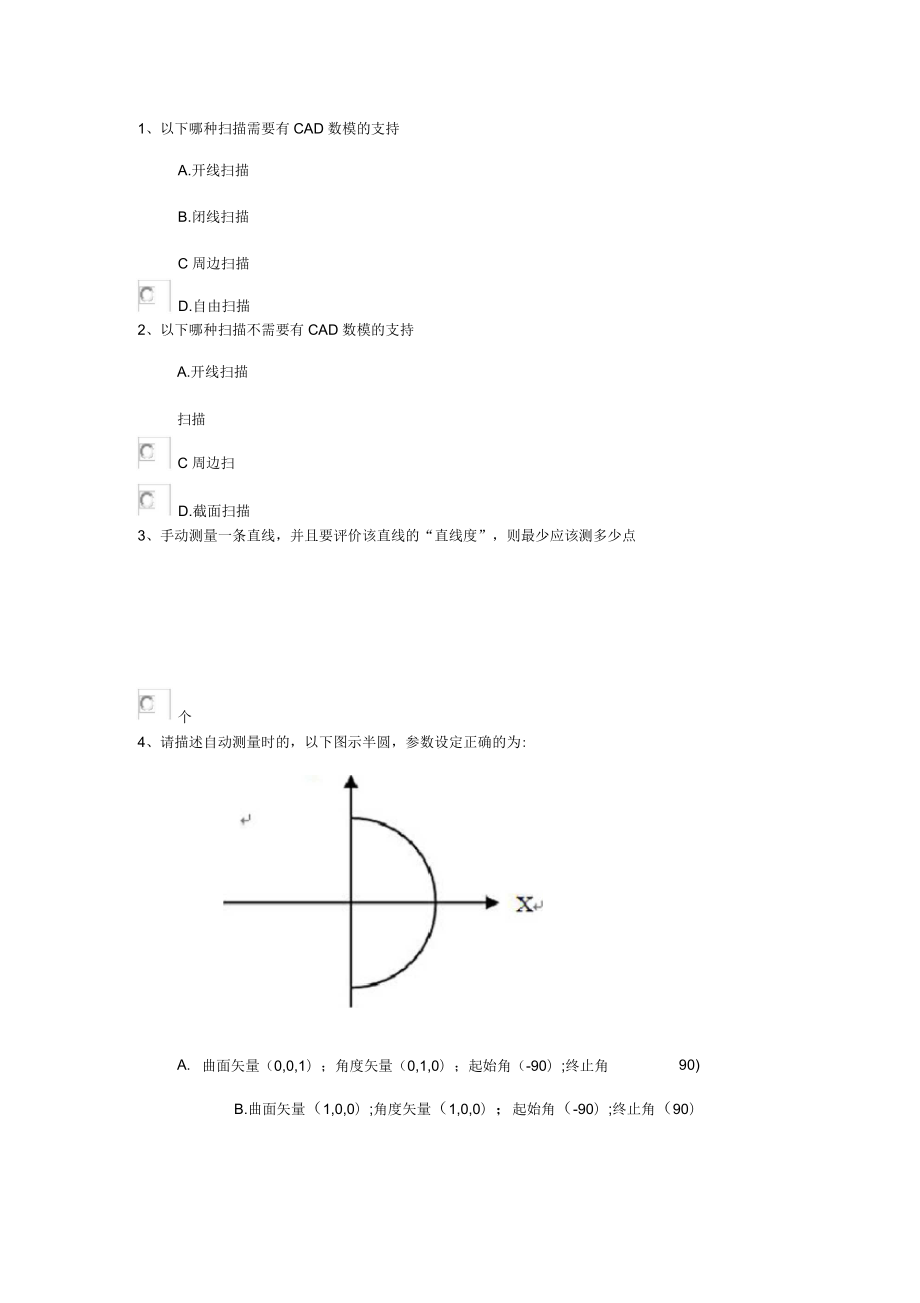
1、1、以下哪种扫描需要有CAD数模的支持A.开线扫描B.闭线扫描C周边扫描D.自由扫描2、以下哪种扫描不需要有CAD数模的支持A.开线扫描扫描C周边扫描D.截面扫描3、手动测量一条直线,并且要评价该直线的“直线度”,则最少应该测多少点个4、请描述自动测量时的,以下图示半圆,参数设定正确的为:A.曲面矢量(0,0,1);角度矢量(0,1,0);起始角(-90);终止角90)B.曲面矢量(1,0,0);角度矢量(1,0,0);起始角(-90);终止角(90)C.曲面矢量(0,0,1);角度矢量(0,1,0);起始角(-180);终止角(0)D.曲面矢量(0,0,1);角度矢量(-1,0,0);起始角
2、(0);终止角(180)5、下列说法哪种是错误的软件支持直接连接外部打印机打印软件可以生成PDF报告软件不能保存电子版的文件软件可以生成RTF报告6、不能使用3-2-1法建立坐标系的组合是A.面/圆/圆B.面/线/点C圆/圆/圆D.面/面/面7、请问通过构造圆的哪项功能得到如右图的分度圆A套用B.相交CIC最佳拟合D.投影8、下列报告是通过哪个命令插入的A注释rB.传统报告C屏幕抓图rD表格9、以下关于五方向测针的说法,错误的是oIA.无论校验还是使用,五方向比星形测针更灵活cB.五方向针在安装时,空连接3需指向Y+方向(对于GLOBAL机型)C五方向测针上的5个针直径必须一致cID.五方向测
3、针可以加加长杆使用10、如下图所示,若要测量图示“直线”来评价该直线的“直线度”,需如何操作A.直接进行测量cB.先将工作平面改为X+,再进行测量1 C.先将工作平面改为Y+,再进行测量2 D.先将工作平面改为Z+,再进行测量11、以下关于测针、触测力说法中,错误的是A触测力不会影响测量精度B不同测头所能携带的加长杆的长度是不同的C测针的等效直径小于名义直径D.校正测针时的速度要与测量时速度尽量一致12、观察下图的自动测量圆柱对话框,所选择圆柱的实际测量长度是1MFL*ICtllKQrhMr产州,m电(418kJrt-i2SJAJTMMr4IFB-W,.犯mews。口31V执行部分数行trHQ
4、卜二乘方,否S报告俱板盛曜前定制报告从其他零件程岸定制振吉值)但传统棍告置休想告A编辑一报告模板B编辑一标签模板C编辑-定制报告DD.编辑一传统报告23、下面哪个不是循环指令(),Endloopr,Untilc,EndCase,EndWhile24、求出一个数组中的最大值应该用哪个函数25、赋值/V3=Array(3,4,5,6,7)赋值/V4=V33请问v4=26、通过自动测量命令测量了以下一个圆,并赋值,1=圆3入请问V1=TTJ-F-,-My1餐P-iBri*ii麻怔触网朝坐标,外”景小二乖为理船值473;花5/6及,7弓,F刃0.)13535X0*330飕/,%l-5?56L*”R实际
5、值FS4门第如号$髓斯75。循工彳。4-0913553(h加M6州广以“露特.999$/营R27国g&的9,75工.曰工*甬起将南宜.察止蚂Q即常矢*0瞽箝一%明矢射羽a方向上避时轩“示蹄祉葬散=皆区示布关号敖=是南点北=n.标.度=fi/七Jf=样涧点=3瓦瞭4自劫瞽劫香,康禹位崔孔:无饮刖相斗,苗忙皆拿盘示他冽=是触潮墓本,T5.七力小。5配4厂工56立”律$44曲41广肌3弓8羽力产白517户九5&-1%,5打2触数基本,4,nU,%5*9rT居例4,/11师.7.55W%T.9fi92157*e,rHLM/Mg.T帅,10363,7275,93.1865|,-155,16-0,1297
6、614,-0.0095272.844057,55.4476,-155,2023.、测量如右图所示的球,结合PC-DMIS自动测量界面,选择正确选项SchereFatureproptrtiiCenter:tfjJngroparli吮工Inntr/Dut|0po士I用度范围21:-15 +15;角度范围 2:-60 +601:300420;角度范围 2:75 1051:-60 +60;角度范围 2:-15 +15A.曲面矢量(0,0,1);角度矢量(1,0,0);角度范围B.曲面矢量(1,0,0);角度矢量(0,1,0);角度范围C.曲面矢量(0,1,0);角度矢量(0,0,1);角度范围28、请
7、问下列循环测了几次圆V1雷弗不知林谀黑编汽掰9,实除值84J2共AS5弼155.的14,内91325。,为膻)电眄口1父51,工的叫冒将;i5优九T55.6B1惊酊8沟口犹峙L口/1驻56言年”5尊上陶1蔺层-7第褊,工甥*方圆二追时尸显示冷征蓼锭口舌显示由我养养=月浏为其=L/度工.惮霍大舞用为,忘!(二自动博普=舌.歪需=.音惶二=元理.出彳=否.子自置=示期惠是地利蠹札01为斯490&T56J5二九钿评图55博制46MLMJ5U梵77“翎2门触而加雌剖7苗本6如5)就,44福,T53加打九,叱力新行内,44而广”320?3循环蟀止B.9次C.8次29、在PC-DMIS中可以将程序中相关指
8、令段以不同的颜色进行区分,例如将加载测针角的指令以橙色显示,以避免错误的测针角度的调用,请选择用于该设置的正确菜单A.“编辑”“图形显示窗口”“屏幕颜色”B.“编辑”“图形显示窗口”“特征外观”C.“编辑”“参数设置”“编辑窗口布局”D.“编辑”“参数设置”“编辑窗口颜色”30、下面不属于形状公差的有A圆度B圆柱度rc位置度D.轮廓度31、下面不属于位置公差的有rA.平行度rB圆柱度C位置度D.跳动32、对于圆度的评价使用的计算方法为r、A.最小一乘方法B.最小间隔法C最大内接切D.最小外接33、孔径为。10H8(+),它的最大实体尺寸为、最大实体尺寸是()的统称A.孔的最小极限尺寸和轴的最小
9、极限尺寸B.孔的最大极限尺寸和轴的最大极限尺寸C.轴的最小极限尺寸和孔的最大极限尺寸D.轴的最大极限尺寸和孔的最小极限尺寸35、端面全跳动评定的是A.端面的平面度B.端面与轴线的垂直度C端面的平面度以及端面与轴线垂直度的综合误差D.轴线的直线度36、孔的轴线在任意方向上的位置度公差带的形状是rA.两同心圆rB圆柱C两平行平面0ID.相互垂直的两组平行平面则该实际被测轴线对37、某实际被测轴线相对于基准轴线的最近点距离为,最远点距离为,基准轴线的同轴度误差为rrr、在标注球的直径时应在尺寸数字前加A.R39、有关复合公差和独立公差,书写格式正确的是c2.50.5ABCABC0.5BCB.0.52
10、-5ABCD.3.040、测量结果与被测真值之间的一致程度,是A.测量精密度B.测量准确度C测量重复性D.测量复现性41、下列选项不能测量圆度的是A.三坐标测量机rB圆度仪C粗糙度仪42、下列论述正确的有A.给定方向上的线位置度公差值前应加注符号“B.标注圆锥面的圆度公差时,指引线箭头应指向圆锥轮廓面的垂直方向rC标注斜向圆跳动时,指引线箭头应与轴线垂直43、表面粗糙度值越小,则零件的()A.耐磨性好B.加工容易C抗疲劳强度差D.传动灵敏性差44、已知物体的主、俯视图,正确的左视图是右00H一ABC-err45、如图的矢量方向正确的答案是=,J=0,K=,J=0,K=r=,J=0,K=,J=0
11、,K=46、下列快捷键描述正确的是+W打开测头读数对话;SHIFT+M移动点;ALT+M自动模式+W打开测头读数对话;CTRL+M移动点;ALT+Z自动模式+W打开测头读数对话;SHIFT+M移动点;ALT+Z自动模式+W打开测头读数对话;CTRL+M移动点;ALT+A自动模式47、下列快捷键描述正确的是1+D删除测量特征;CTRL+P丁印图像显示窗口CI+D删除评价;CTRL+PTE时艮告显示窗口+D删除测量特征;CTRL+P丁印编辑窗口+D删除评价;CTRL+P丁印图像显示窗口48、国际标准组织(ISO将公称尺寸500mm以下之公差分成、关于成组中心平面位置度解释不正确的是A.测量6槽中分面直接求与A基准的位置度B.评价之前需用6槽中分面最佳拟合坐标系,以消除角度误差C.当被测零件厚度较小时,可用中心线代替中心面D.可用不同固定直径圆与6中分线相交,求交点的位置度
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 沪教牛津英语六年级上册Module3单元全套ppt课件
- 沪科版《声音的产生与传播》ppt课件
- 店铺数据分析课件
- 美国研究文献资源指南.课件
- 绿色夏天清新汇报课件
- 美食咖啡下午茶餐饮课件
- 微生物学实验-1-口腔微生物的染色观察与显微镜油镜的使用;细菌的革兰氏染色教学课件
- 沪教版(上海)七年级数学第二学期ppt课件152(2)直角坐标平面内点的运动
- 店铺报告模本教学课件
- 民兵组织建设课件
- 沪教版(上海)七年级数学第二学期ppt课件152(1)直角坐标平面内点的运动
- 沪教版牛津英语小学二年级上学期期末复习句型课件
- 沪教版地理七年级上册42黄河课件
- 沪教版五年级数学下册《正方体、长方体的表面积2》ppt课件
- 微生物学基础知识培训课件
