 (总结452类)3D打印基础要求
(总结452类)3D打印基础要求

《(总结452类)3D打印基础要求》由会员分享,可在线阅读,更多相关《(总结452类)3D打印基础要求(15页珍藏版)》请在装配图网上搜索。
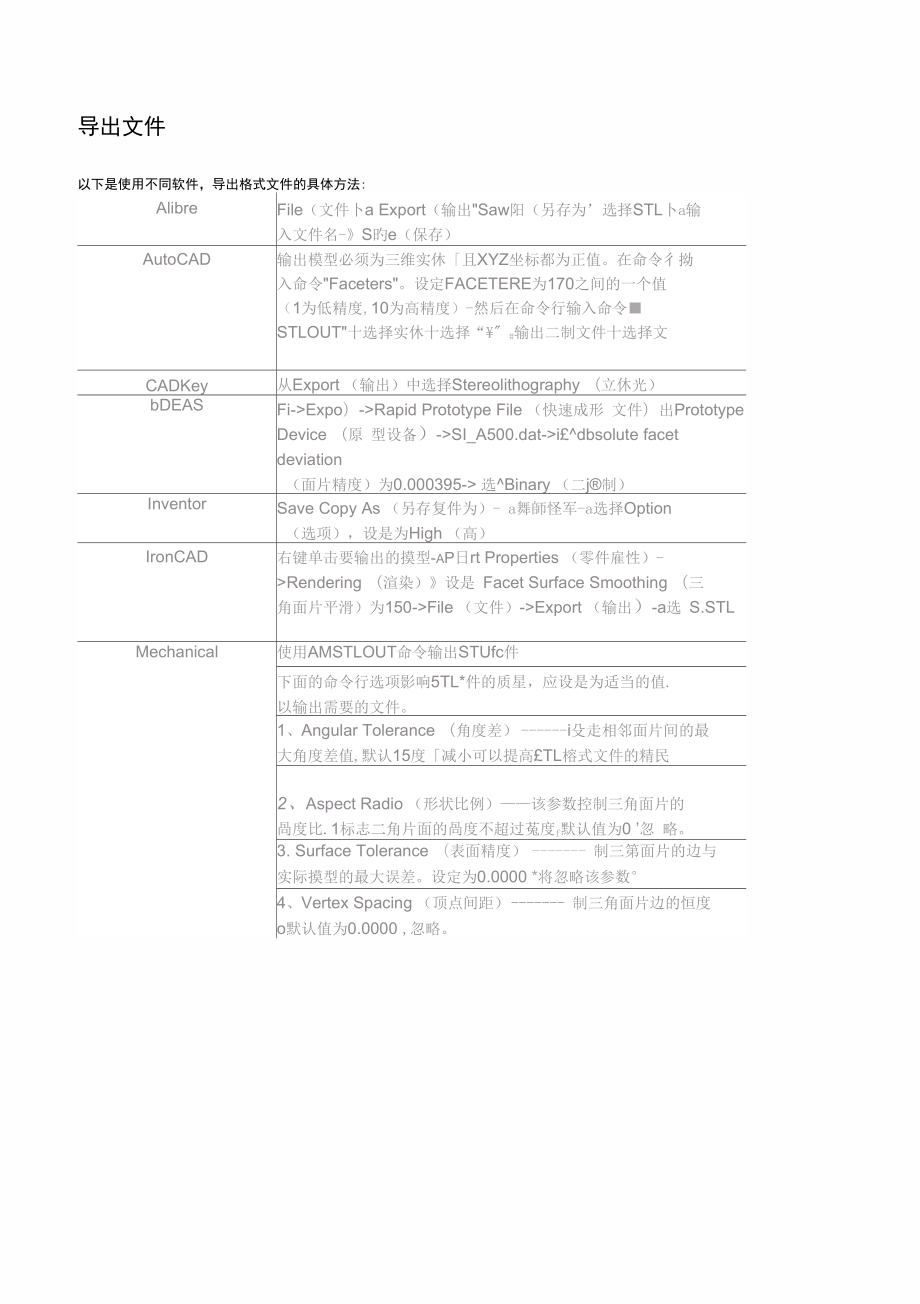
1、导出文件以下是使用不同软件,导出格式文件的具体方法:AlibreFile(文件卜a Export(输出Saw阳(另存为选择STL卜a输 入文件名-S旳e(保存)AutoCAD输出模型必须为三维实休且XYZ坐标都为正值。在命令彳拗 入命令Faceters。设定FACETERE为170之间的一个值 (1为低精度,10为高精度)-然后在命令行输入命令STLOUT十选择实休十选择“ #输出二制文件十选择文CADKey从Export (输出)中选择Stereolithography (立休光)bDEASFi-Expo)-Rapid Prototype File (快速成形 文件)出Prototype D
2、evice (原 型设备)-SI_A500.dat-idbsolute facet deviation(面片精度)为0.000395- 选Binary (二j制)InventorSave Copy As (另存复件为)- a舞師怪军-a选择Option (选项),设是为High (高)IronCAD右键单击要输出的摸型-aP日rt Properties (零件雇性)-Rendering (渲染)设是 Facet Surface Smoothing (三 角面片平滑)为150-File (文件)-Export (输出)-a选 S.STLMechanical使用AMSTLOUT命令输出STUfc件
3、下面的命令行选项影响5TL*件的质星,应设是为适当的值. 以输出需要的文件。1、Angular Tolerance (角度差)i殳走相邻面片间的最大角度差值,默认15度减小可以提高TL榕式文件的精民2、Aspect Radio (形状比例)该参数控制三角面片的 咼度比.1标志二角片面的咼度不超过菟度f默认值为0 忽 略。3. Surface Tolerance (表面精度) 制三第面片的边与实际摸型的最大误差。设定为0.0000 *将忽略该参数4、Vertex Spacing (顶点间距) 制三角面片边的恒度o默认值为0.0000 ,忽略。ProE1. File-Export出厂AMcxkl(
4、模型)2、或昔选择File (文件)a copy (月存一 复件)-a 选择5TL3、设定弦高为认然后该值会被系统自动设定为可接受的最小 值*4、设定Anglu Control (角度控制)为1ProE WildfireFille (文件)-Save a copy (另存一个复件)- Model (愎型)J选择文禅类型为STL ( Save As (另存为TL )SolidDesigFilE (文件)ExternalSave STL (?STL )-选择Binary (二送制)模式亠选择零件输入0.001mm作为 Max Deviation Distance (最大i昊差)Solid Edge
5、1. File (文件)-Save (保存)亠选择文件类型丁12、Options (选项)iSConversion Tolerance (转换)沟O.OOlin或 0.0254mmSSurface Plane Angle (平面甫度)为45,00SolidWorks1、File (文件)-Save (保存)选择文4槪型TL2、Options () -Resolution (品质)-Fine ()-aOK (确定)ThinkFile (文件)-Save (保存)选择文件类型STLUnigraphics1、File (文件)-aExport (输出)-Rapid Prototyping (快速原型
6、)设定癸型为Bin日ry (二制)2、设定TbnglE Tolerance (三角误差)为0.0025SAdjacency Tolerance (临近误差)为0+12设走Auto Normal Gen (自动法向生成)为0门(开启)设走Nom引Display (法向显示)为Off (关闭)设定Tangle Display (二闻显不)为On (开启)设计规范亲爱的用户,为了确保您的设计能够顺利打印,请您依次操作以下步骤:)根据实际使用要求,选择材料。查看材料参数)检查您的设计的壁厚,务必满足最小壁厚要求。查看不同材料的壁厚设计要求)如果您的设计是空心的,务必设计足够大的逸出孔。查看逸出孔设计要
7、求)如果您的设计中存在独立柱子,务必满足最小壁厚要求。查看独立柱子的壁厚设计要求查看凸状凹)如果您的设计中存在凸状或凹状细节(如凸字或凹字等),务必满足最小的宽度和高度要求。 状设计要求查看尖锐部分设计要求查看零件间隙设计要求)如果您的设计中存在尖锐部分,)如果您的设计中包含多个零件,该部分的角度需要满足最小要求。 务必满足零件之间最小的间隙要求。查看螺纹设计要求)如果您的设计中存在螺纹,牙型角度和螺距务必达到最小要求。)如果您的设计中存在孔洞,其内径和深度必须满足最小的孔洞要求。查看孔洞设计要求)如果您的设计较为复杂,未来工场可能会判定为异形件,按照特殊规格报价。查看异形件示例如果您的设计遵
8、守以上设计规范,将极大提高您的订单审核通过率。选择合适的材料您可以根据您的实际需要选择合适的材料,下面是各种材料的重要信息。如果您需要更详细的信息,您可以 参考“在线打印”页面中相关材料介绍。材料微米白色光敏树脂特点表面光滑应用领域消费电子技术工 艺热变形温度()C微米透明光敏树脂微米半透明光敏树 脂表面光滑、透明表面光滑、硬度咼医疗、照明等消费电子、精密零部件CC微米灰色类表面光滑、硬度高、韧性好消费电子、家用电器C微米白色尼龙表面有颗粒感、硬度咼、韧性好汽车配件、家用电器、机电设 备C微米灰色玻璃纤维表面有颗粒感、硬度咼、韧性好汽车配件、家用电器、机电设备C微米淡蓝色光敏树脂表面光滑、易碎
9、珠宝首饰C微米金属色钻铬合金强度好精密零部件C不同材料的最小壁厚要求在您的设计文件中,模型的内、外表面闭合形成薄壁,其中: 至少有两个面与其他薄壁相连的,称为支撑性薄壁,如下图:只有一个面与其他薄壁相连的,称为非支撑型薄壁,如下图:II1III1IIIIIIUIIIIIIIIIII n最小壁厚薄壁的厚度我们称为壁厚,相应的可分为支撑型壁厚和非支撑型壁厚。壁厚直接决定了打印物品的强度,也关系着模型能否打印。模型打印出来后,还需要经过去除支撑、打磨、喷砂等处理,这些工序决定了不同材料的最小壁厚。只有当壁厚达到最小壁厚要求,模型才是可打印的。如果您的设计中存在较薄的支撑型薄壁区域,需要根据该区域的大
10、小调整壁厚,具体如下(如选择微米白色光敏树脂材料,薄壁区域大小在 *以内,其最小壁厚为,其他同理):材料*微米白色光敏树脂微米白色韧性类树脂微米透明光敏树脂微米半透明光敏树脂微米白色尼龙微米灰色玻璃纤维微米灰色高韧性类树脂微米淡蓝色光敏树脂微米金属色钻铬合金如果您的设计中存在非支撑型薄壁,则最小壁厚要求如下:材料微米白色 光敏树脂微米透明 光敏树脂微米半透明 光敏树脂微米白 色尼龙微米灰色玻璃纤维微米灰色 高韧性类微米淡蓝色 光敏树脂微米金属色 钻铬合金壁 厚空心设计中逸出孔的大小要求如果您的设计是空心的,需要在适当的部位设计逸出孔,用于移除打印完毕后的产品中未被使用的材料,具 体如下:巴最小
11、孔径您需要确保空心部分包含足够大的逸出孔,其孔径大于,使得空心部分能够清理干净。如果逸出孔达不到最低要求,建议您增加现有逸出孔的大小、增加逸出孔的数量或者将空心部分填实。特别的,当只有一个逸出孔时,并不能保证未被使用的材料完全逸出。我们推荐使用多个逸出孔。立柱的最小壁厚设计要求模型中,如果某个凸出部分的特征,其长度超过宽度倍我们称之为立柱(长度小于宽度倍的称为凸状细节) 其中,两端都和薄壁相连的,称为支撑型立柱,如下图:只有一端和薄壁相连的,称为非支撑型立柱,如下图:去除支撑、打磨、喷砂等工序决定了最小立柱壁厚要求,不同材料立柱最小壁厚要求如下:材料微米白色微米透明微米半透明微米白微米灰色微米
12、淡蓝色微米灰微米金属色光敏树脂光敏树脂光敏树脂色尼龙玻璃纤维光敏树脂色类钻铬合金支撑型立柱非支撑型立柱立柱的壁厚需要大于最小壁厚要求才能打印。如果您的设计达不到最小壁厚要求,建议您增加壁厚或者更换 其他材料。凸状和凹状的细节要求模型中,如果某个凸起部分的特征,其高度小于宽度的倍(若高度大于宽度的倍,我们称为独立柱子),我 们称之为凸状细节,如下图:二最小宽度二最小高度最小凸状细节通常是由打印机的精度决定的。不同材料的凸状细节的最小高度宽度要求如下(例如,微米白 色光敏树脂材料的凸字细节,其高度和宽度必须大于,才能打印清楚):材料微米白色光敏树脂微米透明光敏树脂微米半透明 光敏树脂微米白色尼龙微
13、米灰色玻璃纤维微米灰色类微米淡蓝色 光敏树脂微米金属色 钻铬合金高度宽度当凸状细节的高度或宽度小于最小凸状细节要求时,将无法准确地打印,无法进行打磨、喷洒等后处理。此 时建议您增加高度宽度、去除该部分或者选择其他合适的材料。模型中,如果某个凹下部分的特征,其深度小于宽度倍(若深度大于宽度的倍,我们称为深孔),我们称之 为凹状细节,如下图:最小凹状细节通常是由打印机的精度决定的。不同材料的凹状细节的最小深度宽度要求如下(例如,微米白 色光敏树脂材料的凹字细节,其深度和宽度必须大于,才能打印清楚):材料微米白色 光敏树脂微米透明 光敏树脂微米半透明 光敏树脂微米白 色尼龙微米灰色玻璃纤维微米灰色类
14、微米淡蓝色 光敏树脂微米金属色 钻铬合金深度宽度当凹状细节的深度或宽度小于最小凹状细节要求时,将无法准确地打印,无法进行打磨、喷洒等后处理。此 时建议您增加深度宽度、去除该部分或者选择其他合适的材料尖锐部分设计要求典型尖锐表面的可以参考下图特征:A当壁厚较薄或者承载较大时,存在尖锐表面的模型很容易在去除支撑、打磨、包装和运输过程中损坏。如存在尖锐表面,其角度需要大于度。如无法满足该要求,建议您增加尖锐表面的角度、去除尖锐部分或者更换其他材料。间隙设计要求间隙是指任何两个零件、薄壁或者立柱之间的距离,如下图:二最小间距您的设计中,两个部分的间隙需要大于最小间距要求,才能够正确打印,不同材料的最小
15、间隙要求如下:材料微米白色 光敏树脂微米透明 光敏树脂微米灰色类微米半透明 光敏树脂微米白 色尼龙微米灰色 玻璃纤维微米淡蓝色 光敏树脂微米金属色 钻铬合金间隙 要求当间隙较小时,将无法清除其中的支撑材料,建议您增加间隙大小或者选择其他间隙要求的材料。 如果两个部分的独立性不重要,建议您合并为一个部分。螺纹的设计要求螺距是指螺纹上相邻两牙对应点之间的轴向距离,如下图:n最小螺间距牙型角度是指螺纹牙型两侧边的夹角。打印机的精度会影响到螺距和牙型角度。根据不同的材料选择,您的设计需要满足最小螺距和最小牙型角度要求,如下:材料微米白色 光敏树脂微米透明 光敏树脂微米半透 明光敏树脂微米灰色 类微米白
16、色 尼龙微米灰色玻璃纤维微米淡蓝 色光敏树 脂微米金属 色钻铬合 金螺距牙型角度OOOOOOOO深孔弯孔设计要求如果您的设计中存在深孔、弯孔、盲孔等,如下图:孔内径需要大于最小孔径要求,不同材料的最小孔径要求具体如下:材料微米白色微米透明微米半透明微米灰微米白微米灰色微米淡蓝色微米金属色光敏树脂光敏树脂光敏树脂色类色尼龙玻璃纤维光敏树脂钻铬合金最小孔径异形件示例异形件是指占用空间较多但是质量较轻的设计文件,如下面几张图所示:当您的设计属于异形件时,我们将按照特殊规格进行报价,其中一部分有可能无法打印,请您见谅。工业级白色高稳定光敏树脂我们推荐使用高稳定光敏树脂材料来制作小件、细节精细、薄壁或者
17、超大件的部件,此材料具有一定的强度 和硬度。材料优点该材料表面光滑,精度咼。材料缺点该材料韧性和强度一般,较脆。在打印产品厚度较溥、承重较大或者弯曲较大时,容易出现 断裂情况。应用领域 外观验证该材料打印精度高,细节表现能力突出,非常适合对外观表现要求高,如: 汽车配件及用品的外观验证。如后视镜、仪表盘、方向盘、车灯、座椅及把手等汽车配件。 汽车导航仪、行车记录仪、车用吸尘器、倒车雷达等汽车用品家用电器外观验证。如煮蛋器、熨烫机、空调、豆浆机、榨汁机、电风扇、吸尘器、空气净 化器、饮水机、电吹风、电动牙刷等数码电子产品外观验证。如手机、平板电脑、笔记本电脑、音响、数码相机、游戏机、电子词典、移
18、动电源等机电设备外观验证。如开关、插座、工业显示面板、摄像机、编码器、电动工具、电工仪表、 实验仪器、量具等艺术品和玩具。如毕业设计作品、灯饰、室内装饰品、玩具、公仔等应用领域结构验证该材料打印精度高,非常适合对装配准确度要求高的产品的打样,如:汽车配件及用品结构验证。如后视镜、仪表盘、方向盘、车灯、座椅及把手等汽车配件。汽 车导航仪、行车记录仪、车用吸尘器、倒车雷达等汽车用品家用电器结构验证。如煮蛋器、熨烫机、空调、豆浆机、榨汁机、电风扇、吸尘器、空气净 化器、饮水机、电吹风、电动牙刷等数码电子产品结构验证。如手机、平板电脑、笔记本电脑、音响、数码相机、游戏机、电子词典、移动电源等机电设备结
19、构验证。如开关、插座、工业显示面板、摄像机、编码器、电动工具、电工仪表、 实验仪器、量具等特别提醒:该材料强度和硬度一般,当产品需要承压、上螺丝、存在卡扣时,建议选择韧性类光敏树脂、 尼龙或者玻纤等材料。另外,该材料在空气中放置天后邙日光直射下,将加速变黄),表面将会变黄,建议您放置在干燥、避光处。详细信息热变形温度():c 硬度(): 抗拉强度(拉伸): 抗拉强度(断裂):延展率(拉伸): 延展率(断裂) 弹性模量: 弯曲强度: 弯曲模量: 冲击强度: 吸水率: 泊松比:工业级韧性类光敏树脂我们推荐使用韧性类光敏树脂材料来制作细节精细、韧性好、强度较高的部件,特别是存在螺丝、卡扣结构 且对表
20、现力要求高的产品,此材料性能接近和。材料优点表面光滑 精度咼 韧性好 强度较咼材料缺点存放一段进度后,易变黄应用领域 外观验证该材料打印精度高,细节表现能力突出,非常适合对外观表现要求高,如: 汽车配件及用品的外观验证。如后视镜、仪表盘、方向盘、车灯、座椅及把手等汽车配件。 汽车导航仪、行车记录仪、车用吸尘器、倒车雷达等汽车用品家用电器外观验证。如煮蛋器、熨烫机、空调、豆浆机、榨汁机、电风扇、吸尘器、空气净 化器、饮水机、电吹风、电动牙刷等数码电子产品外观验证。如手机、平板电脑、笔记本电脑、音响、数码相机、游戏机、电子词典、移动电源等机电设备外观验证。如开关、插座、工业显示面板、摄像机、编码器
21、、电动工具、电工仪表、 实验仪器、量具等艺术品和玩具。如毕业设计作品、灯饰、室内装饰品、玩具、公仔等应用领域结构验证该材料打印精度高,非常适合对装配准确度要求高的产品的打样,如:汽车配件及用品结构验证。如后视镜、仪表盘、方向盘、车灯、座椅及把手等汽车配件。汽 车导航仪、行车记录仪、车用吸尘器、倒车雷达等汽车用品家用电器结构验证。如煮蛋器、熨烫机、空调、豆浆机、榨汁机、电风扇、吸尘器、空气净 化器、饮水机、电吹风、电动牙刷等数码电子产品结构验证。如手机、平板电脑、笔记本电脑、音响、数码相机、游戏机、电子词典、移动电源等机电设备结构验证。如开关、插座、工业显示面板、摄像机、编码器、电动工具、电工仪
22、表、 实验仪器、量具等特别提醒如产品需要承压更重、上螺丝次数更多、卡扣较薄时,建议选择灰色高韧性类光敏树脂、尼 龙或者玻纤等材料。另外,该材料在空气中放置天后邙日光直射下,将加速变黄),表面将会变黄,建议您放置在干燥、避光处。详细信息热变形温度():c硬度(): 打印精度:微米 打印层厚(决定了表面光滑度):微米 抗拉强度(拉伸): 抗拉强度(断裂):抗拉模量: 延展率(拉伸): 延展率(断裂): 弯曲强度: 弯曲模量: 冲击强度: 泊松比:软胶材料说明我们推荐使用软胶材料来制作对软度和弹性有要求的产品。软胶学名硅橡胶,具有较好的耐热、耐寒、耐臭 氧等特性,软度范围度一度,度数越小,质感越软,
23、常用软度数为度,网站默认软度是度,特殊要求可在下 单时备注说明软度要求。材料优点耐热耐寒弹性较好,具有一定的抗张强度及抗撕裂性材料缺点不建议用于大部分浓缩的溶剂、油品及经稀释后的氢氧化钠之中应用领域家用电器行业所使用的密封件或橡胶零件,如电热壶、电熨斗、微波炉内的橡胶零件。另外,电子行业如手 机的按键、减震垫、电缆线接头内的密封件等。服务条款未来工场服务条款欢迎您使用深圳市未来工场科技有限公司“互联网制造服务“,成为未来工场会员。当您使用我们的所有服 务之前,请您阅读下面的服务条款,请您接受我们的隐私政策和用户协议。同时,请您遵守国家的法律、法 律法规,以及和互联网相关的要求。深圳市未来工场科
24、技有限公司有权随时修改协议的内容。在发出相关协 议被修改的通知后,如果您继续使用未来工场,将被视为您已经接受并同意遵守修改后的协议。服务所需的条件您只需注册成为未来工场的会员,即可使用在线计价、上传设计文件等功能。关于会员资格和相关制度,我 们保留随时修改的权利。服务说明按照本条款,您能够在未来工场使用在线计价、上传设计文件等功能。如果您通过未来工场网上订单系统提交订单,您需了解并同意:.当您的订单上传到未来工场,并被确认后,订单不可取消.如果您的订单设计含有违反国家法律、法律法规的内容,我们有权停止订单.未来工场网上订单系统所接订单的售后服务,以未来工场质量承诺的内容为准,请您保留购物凭证.
25、如果因您的主观原因而造成生产不对,因而发生退单,未来工场将尽量与您协商解决,但由此发生的费用 需由您承担。如果由于您在未来工场填写的我资料不对造成损失的,由您我承担所有损失。如果未来工 场的配送没有按照您的合理要求及时送货,您有权拒收。并请及时通知我们为了我们更好的服务您,并且使我们的服务快速有效,您需要配合:.在注册时填写详尽、准确的我资料保持您的电子邮箱地址为当前使用的地址.如有任何变动,您应及时更新我资料同意各项服务条款且具备确认本条款的民事行为能力使用有偿服务时,向未来工场支付所有相关的费用服务条款的修改与完善我们有权修改并完善服务条款(包括但不限于本条款)。我们会通过邮件通知您本协议
26、中的变动、服务的升 级或者其它相关的重要信息。本条款的更新将会在未来工场服务条款的链接上注明并标上更新日期。当条款 的更新涉及到服务费用时,我们将用电子邮件通知我们的会员。如果您不同意更新过的协议,您有权注销您的会员资格。您在条款更新后使用我们的服务将表示您已接受我 们更新的条款。未来工场保留随时修改或中断服务而不需通知您的权利,未来工场行使修改或中断服务的权利,不需对您或 第三方负责。版权的政策、陈述与保证根据中华人民共和国著作权法的要求,著作权人包括:()作者。和()其他依照本法享有著作权的公 民、法人和其他组织。由法人或其他组织主持,代表法人或者其他组织意志创作,并由法人或者其他组织承
27、担责任的作品,法人或者其他组织视为作者。如无相关证明,在作品上署名的公民、法人或者其他组织为作 者。中华人民共和国著作权法所称的作品,包括下列形式创作的文学、艺术和自然科学、社会科学、工程技 术和以下各种形式的作品:文字作品 口述作品音乐、戏剧、曲艺、舞蹈、杂技艺术作品美术、建筑作品摄影作品电影作品和以类似摄制电影的方法创作的作品工程设计图、产品设计图、地图、示意图等图形作品和模型作品计算机软件法律、行政法律法规要求的其他作品当您提交产品设计文件用于存储、分享和或生产时,您应当向我们表明并保证您拥有所有设计内容著作权的 所有权、资格与权益、或者不受限制的复制和使用这些设计的权利。此外,您向我们
28、提交设计文件时,准予 我们在仅用于存储和分享,以及通过未来工场处理和执行您的订单时,可以有限的、免版税的和非独占的许 可使用、修改、传输、复制和展示这些设计。我们声明对您订单中的的任何设计均不享有所有权。您保证:由于您违反前面的陈述和保证,或者由于任何第三方指控设计构成侵权或者构成对其著作权或其它 知识产权的侵犯,使我们造成的所有和任何损失、损害、成本和费用,包括合理的律师费,应该全部由您承 担。您承诺的上述保证义务在本服务条款终止后仍然有效。版权与商标未来工场平台由深圳市未来工场科技有限公司拥有和管理。您了解并同意,使用的所有内容均含有受知识产 权法保护的专有保密资料。经由深圳市未来工场网上
29、订单系统向您提供的所有信息,包括但不限于文字、软 件、声音、图片、录像、图表、商标和其它商业信息资料,均受中华人民共和国著作权法、商标法、专利法 和其它财产所有权法保护。任何人只有在得到书面授权的情况下,方可使用这些信息。未得到我们事先的书 面授权,您不得擅自使用、复制、发行这些信息、软件、商标或资料,也不得修改、创造衍生的作品、或进 行反编译或反汇编。相关要求您提交的用于存储、分享生产的设计内容必须符合中华人民共和国法律的要求。未来工场保留权利从本网站移除和清除任何禁止內容或任何质量欠佳的內容。在任何情况下,深圳市未来工 场科技有限公司无须对拒绝接纳、移除或清除承担责任。如果您违反本条款中的
30、任何要求,我们有权终止您在未来工场中的会员资格。服务保证我们会尽我们的全力保证您在使用未来工场网上订单系统时能得到满意的服务。由于不可抗力造成未来工场暂停或终止服务,我们对此不承担任何责任。会员责任作为您使用我们服务的条件,您同意不将本服务做以下使用:.上传、张贴、发送电子邮件或以其它方式传送任何非法的、有害的、胁迫的、骚扰的、诽谤的、淫秽的、 粗俗的、侵害他人隐私的、有害的或其它有伤风化的内容.以任何方式危害未成年人.上传、张贴、发送电子邮件或以其它方式传送任何侵害他人专利权、商标权、商业秘密、著作权或其它人 的专属权力.上传、张贴、发送电子邮件或以其它方式传送任何包含软件病毒的内容或其它任
31、何设计用于干扰、破坏或 限制计算机软件功能的计算机代码、文件或程序.干扰或破坏网站站点、服务器或与本站点连接的网络,或不遵守连接本站点网络的要求、程序、政策或规 范如果由于您的过错导致网站损失或损害(包括由该网站需对第三方承担的损失),您将负责赔偿所造成的损 失或损害。您自行承担传输内容的法律责任。您对服务的使用应适用于所有地方、国家和国际有关服务的法律以及互联 网等方面的要求。您必须遵守:.从中国境内向外发送资料时必须符合中国有关法律法律法规.不得将未来工场用于非法的追求.遵守您所居住国家的现行法律法律法规.不得干扰或破坏网站服务.遵守所有使用服务的互联网协议、要求和程序.遵守互联网的道德规
32、范,包括您同意不会传输任何非法的、骚扰的、有害的、胁迫的、诽谤的、粗俗的或淫秽的信息或资料此外,您也不能传输任何教唆他人构成犯罪的资料。不得传输任何不符合道德规范或危害国家安全或国家利 益的资料。也不得传输任何违背地方、国家或国际法律或道德规范的资料。未经许可,不得进入他人的电脑 系统。如果您的行为违反了上述服务条款,未来工场有权终止您的会员资格。您利用深圳市未来工场科技有限公司进行任何违法或侵权的行为,由您自行承担全部责任。您还应承担由此 造成损失的全部赔偿责任。您保证,由于您违反本条款或由于第三方指控您传输的内容构成对其权力的侵犯, 使我们造成的所有和任何损失、损害、成本和费用,包括合理的
33、律师费,应该全部由您承担。您同意保护网站的利益,并承诺赔偿任何和所有由于您违反本条款而引起的损失和损害、成本和费用以及律 师费,包括由于第三方使用您的账户和密码而造成的侵犯网站权益的法律责任和经济损失。您在使用未来工场并通过深圳市未来工场科技有限公司服务输出或传输任何资料或软件时遵守所有相关的 法律法律法规。其它条款本服务适用于中华人民共和国的法律和法律法规。您与我们一致同意所有由于使用本服务而产生的或与本服 务有关的争议均提交中华人民共和国法院解决。若本服务的任何条款是无效的或不可执行的,则这些条款将 尽可能的在与其原意匹配的情况下,用有效的和可执行的条款代替,而其它条款则继续有效。您还需同
34、意, 我们对本条款中任何权利的放弃并不构成对其它条款权利的放弃。您年满十八周岁,且已仔细阅读并理解本协议内容。您认可本服务条款后,您与我们之间即形成了一个具有 约束力的合同。为什么我收到的产品误差超过微米当用户收到产品后,经过测量,打印精度大于时,有几种原因:、产品尺寸 。当产品尺寸 时,打印精度为。 当时,打印精度为。例如,如果产品的长度达到了,则打印 误差在以内均为正常情况。、是否选择打磨、喷砂等后期工艺处理。打印产品打印完毕后,还要经过打磨、喷砂、喷漆等后期工艺处理。 每一项后处理工艺,会增加的误差,这和打印误差叠加,会大增加整体误差。建议对产品装配要求严格的客 户,慎重选择打磨和喷砂处理工艺。、产品不同位置的误差有别。产品不同部位误差会有不同。有支撑物的地方,精度较高,如拐角、有加强筋 等位置。无支撑物的地方,误差较大,如长方形边框中间、直径超过的圆形部分等。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
